Известен механизм подач сверлильного станка с иснользованием замыкающейся обгонной муфты, обеспечивающей передачу на шпиндель реверсивного ускоренного движения от электродвигателя ускоренных подач.
В описываемом механизме подач привод зубчатой обгонной муфты осуществлен от одного кинематического звена, тогда как в известном механизме привод рабочих и ускоренных ходов выполнен от различных кинематических цепей, что является более сложным.
Для осуществления замыкания обгонной муфты с помощью рукоятки управления подачей шпинделя, ступица рукоятки управления подачей выполнена передвижной в осевом направлении и снабжена вращающимся нажимным кольцом, взаимодействующим с по 1лружиненными собачками торцовой зубчатой обгонной муфты.
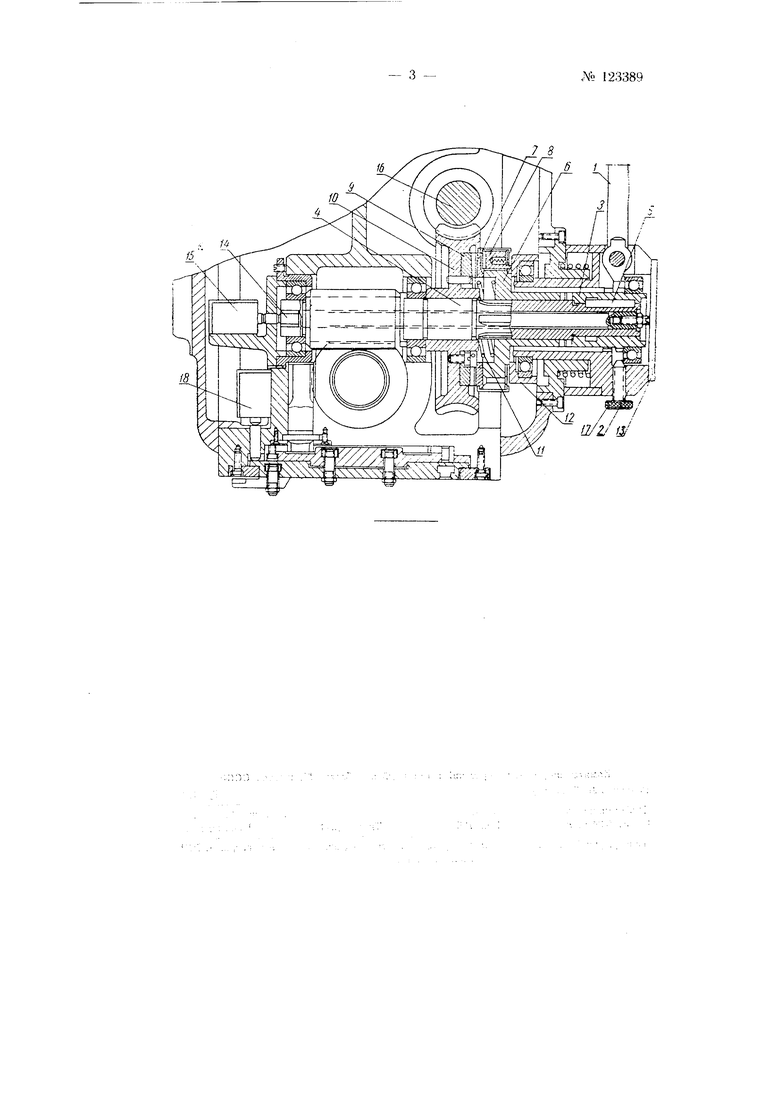
На чертеже изображена схема механизма подач сверлильного станка.
При вращении рукоятки 1 управления на себя поворачивается ступица 2, соединенная посредством зубчатой муфты с кулачковой муфтой 3, которая связана с валом-шестерней 4 через шпоику 5 (шпоночный паз в муфте 3 шире шпонки 5). Муфта 3 поворачивается относительно вала 4 на угол 20°, причем кулачки муфты 3 благодаря скосу сдвигают враш,ающееся нажимное кольцо 6 влево (по чертежу) в осевом иа;п;равленки и, входя своим торцом на торец кулачков кольца, фиксируют это смещение.
На кольце 6 находится двухсторонний храповой диск 7, связанный с кольцом пружинными собачками 8- При смещении кольца зубцы диска 7 сцепляются с зубцами другого диска 9, прикрепленного к червячному колесу 10. Так как цепь замкнута торцами кулачков муфты 5 и кольца 6, вращение червячного колеса 10 передается на ваЛЩестерню 4. При дальнейшем .вращении рукоятки ./собачки 8 проскакиваютпо зубцам внутренней стороны диска 7 и таким образом производится ручное опережение механической подачи.
,у 123389-2 - - - Д.1я BbiK.iKi4enii i механическо подачи рукоятку / поворачивают на 20 в обрятную Сторону относитель о вала-шестерни 4, при этом кулачки муфты 3 устанавлигзаются против впадин кулачков кольца 6.
Кольцо 6 вследствие осевой силы, возникающей благодаря наклону зубцов дисков 7 и 5 и пружины //, смещается вправо и расцепляет лиски, механическая подача прекращается.
Описаппый механизм подач допускает также ручной цик;1 обработки. этого необходимо в паз муфты 3, кроме шпонки 5, ввести дополнительный штифт. В случае ручной подачи движение от муфты 3 передается пеиосредствеино на вал-шестерню,.
В механизме подач путем силового замыкания собачки 8 (цри по.моП1,и ступицы 2 и обоймы 12 храповой обгонный механизм превращается в муфту, передаюплую движепис ат червячного колеса 10 на вал-шесте)ню #В обе стороны. Это дает возможность при наличии электродвигателя ускоренного перемещения шпинделя дополнительно получить механизированьпмй полуавтоматический и автоматический циклы.
Прр механизированном цикле при окончании обработки детали коротким поворотом рукоятки влево от:Соединяется ступица 2 от муфты 3, обойма 12 прижимается к собачкам 8 и через крышку 13 и штангу 14 нажимается конечный выключатель 5, который включает электродвигатель ускорениого перемещения пшинделя. Двигатель передает вращение через муфту обгона, электромагнитную муфту или какой-либо другой механизм на червяк 16.
Происходит ускоренный подъем ппшнделя (при этом рукоятка / не врацгается). В связи с тем, что ступица 2 не передает крутящего момепта, рукоятку / всегда легко вывести из зацепления с муфтой 3.
Для настройки полуавтоматического цикла необходимо рукоятку / также повернуть влево и застопорить (на чертеже механизм подач показан настроенным на полуавтоматический цикл). Стопорение ступицы 2 осуществляется виптом 17. В этом случае станок работает таким образом. Включается одновременно главный двигатель и двигатель ускоренного перемещения шпинделя, быстрый ход которого ВРШЗ происходит до включения конечного выключателя /5 кулачком, расположенным на лимбе. После этого происходит рабочая подача.
Для иастройки автоматического цикла необходимо переключатель циклов, находящийся на пульте управления, поставить в соответствующее положение.Путевой конечный выключатель в этом случае не отключает электродвигатель, а только реверсирует электродвигатель ускоренного хода и цикл повторяется снова. Команду на повторение цикла можно получать от загрузочного приспособления, причем путевой конечный выключатель будет выполнять те же функции, что и при полуавтоматическом цикле.
Таким образом описанный механизм подач сверлильного станка обеспечивает работу на всех указанных циклах.
Предмет изобретения
.. Механизм подач сверлильного станка с использованием замыкающейся обгонной муфты, обеспечивающей передачу на шпиндель реверсивного ускоренного движения от электродвигателя ускоренных подач, отличающийся тем, что, с целью осуществления замыкания обгонмой. муфты с помощью рукоятки управления подачей шпинделя, ступица рукоятки управления подачей выполнена передвижной в осевом направлении, и снабжена вращающимся нажимным кольцом, взаимодействующим с подпружиненными собачками торцовой зубчатой обгонной муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Программирующее устройство | 1958 |
|
SU121605A1 |
| Программирующее устройство | 1960 |
|
SU131986A1 |
| Устройство для автоматического управления циклом ступенчатой подачи на станках для глубокого сверления | 1959 |
|
SU124275A1 |
| Система программного управления металлорежущими станками | 1961 |
|
SU144363A1 |
| Поворотный стол с индуктивной измерительной системой | 1961 |
|
SU147887A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| Устройство для автоматического включения и выключения подачи в сверлильном станке | 1934 |
|
SU43787A1 |
| Устройство для переключения числа оборотов коробок скоростей металлорежущих станков и других машин | 1950 |
|
SU93542A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU536871A1 |
| Специализированный 4-шпиндельный пазовальный станок-автомат для выборки гнезд в передних ножках столярного стула | 1957 |
|
SU117332A1 |