Извсстггы пвтоматнчсскио станки д/:.; пазования нескольких огверстин в деталях мебельных иалелий с рнменекнем системы подвижных рям и cviui(i|vron со сверлильными патронами, получающих возвратколостуггат1:.тг,гос движение во взаимно-перпендикулярных направлениях. Описываемый епециализиропаннын чстырехшпнндельный пазовальныи автомат для выборки гнезд в передних ножках еголяриого стула е длумя вертикальными и с двумя горизонтальными шпинделями, имеющими возвратно-поступательное движение в поперечном направлении на глубину еиер.-1сния и в продольном направлении ira длину гнезда, отличается от изркстных тем, что, и целях одиовременноГ выборки-веех гнезд, шпиндельные головки емонтированы в иазах рамок сдвоенных вертикалг,ных и горн:(Л1тал1.ных еалазок, имеющих продольное и нонеречиоо позврат1го-поступательное движение.
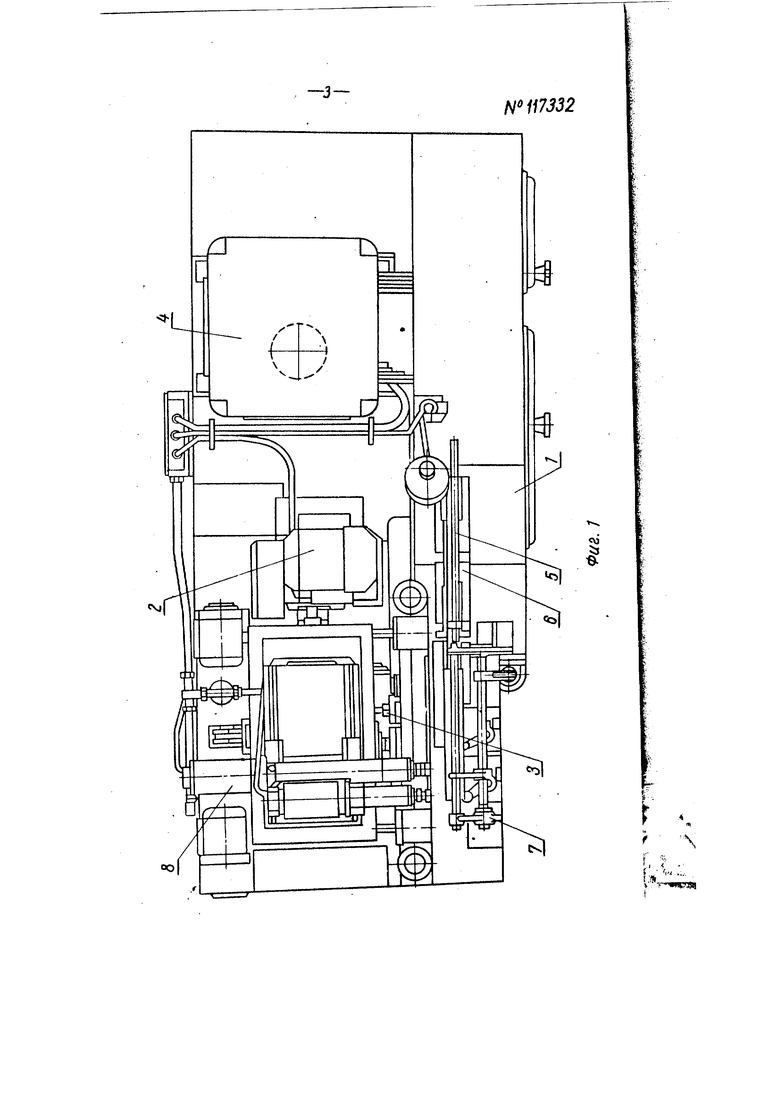
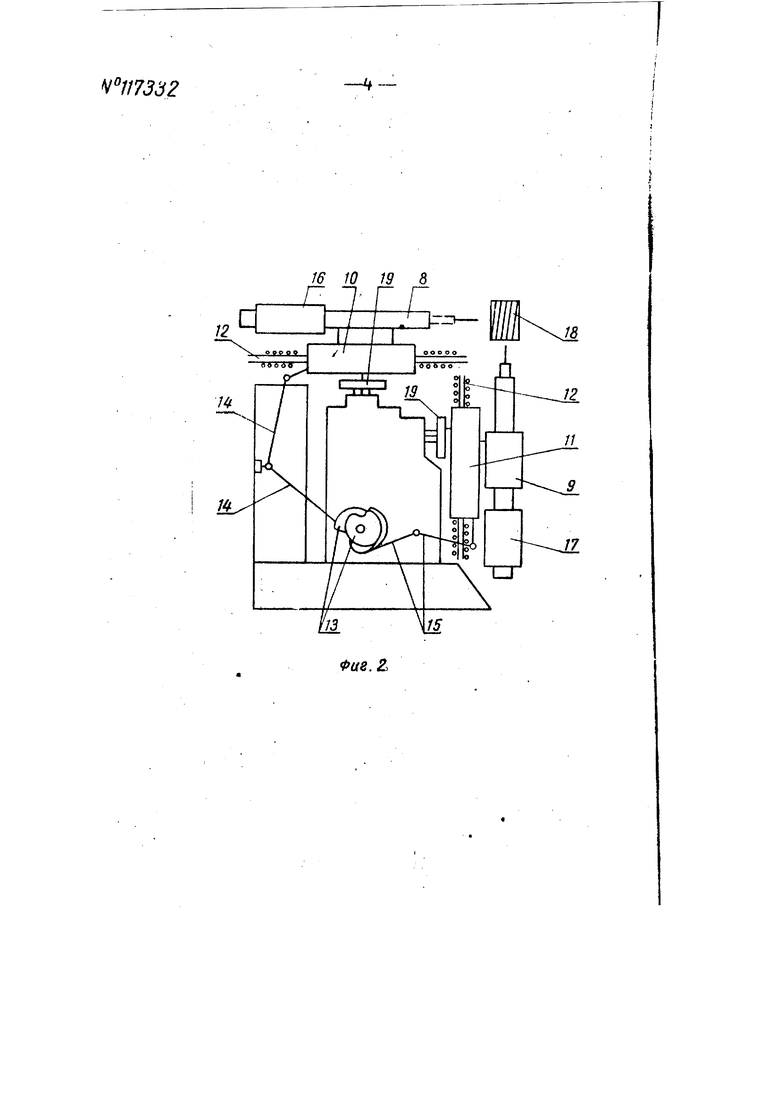
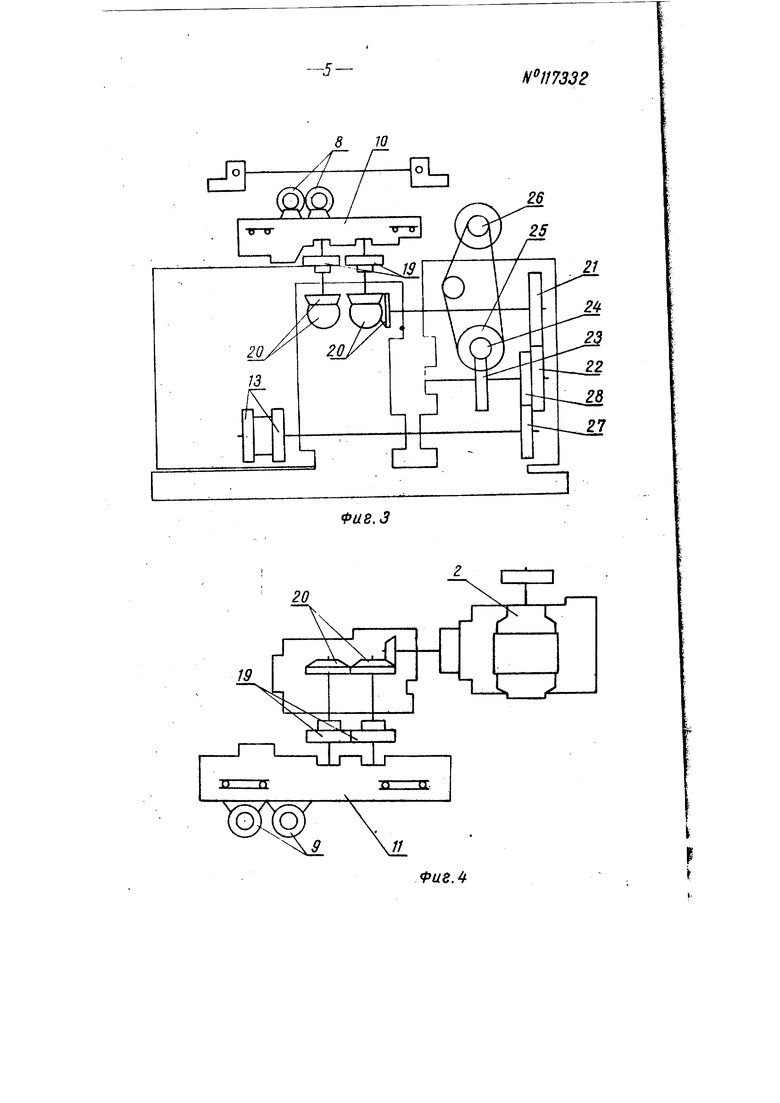
Ма фнг. 1 ноказан антомат п-лане; на фиг. 2--то же, 6oKODOii кпд; tjnir. 3 (Ч) стороны механизмов; пи фиг. 4--кинематическая схеиа ис| тикалг ных пшииделсй.
Автомат состоит из станины-осповаиия / (фиг. 1). электродвигателя голлчи ,.- редуктором 2, рагпределите.льной коробкн /Л идроп|лшола 4, ri.-ia перемещения деталей 5, загру.шчного магазина . дихлннзма зажиUi деталей 7, лпух сдвоенных горизонтальных шпиндельиьгх головок , 1В сдвоенных портика.тьных ншньлс и.ны.х голопок 9 (фчг. 2), горизону..|| fibix салазок fO, вертика.тр1пы ca;i.:i.40K//.
. Птгречнос иозиратно-поступа ге.льное движение H;I глубину паза соСчаастгя рллме яеи)1ым ип нодвл/киых рамках /Р (фпг. 2) горизонтальым и вер1иклльным салазкам fO и // и шпинделям и i от кулачков ерсз рычаги 1 и /5.
Головки пнинделей 1 и 9 (фиг. 2) -онместио е мнпруменгпм нилучат вращение непгсредствсино от э.1ек-1{)одвигателен . -17 чгпсз муфты, оложонне ибрпбагыпг-емон детали - IS.
г ii7:;;i- г ri|K)-u). no;. iio-iint rynmc.iiiiioc лпии-юиио ил ЛШну паза сообщ.Ктся i4)|iii:u)nr;i.ii,iii,iM c;i.ia:iKiiM JO (фиг. ii) и 1оловкам шпинделя 8 цнскамм 19 с KjiiinoniniiiibiMii па., получающих вращение от конических шестерен 20 и сидяи1ей Па том же валу шестерни 21.
Последняя приподится н движение шестернями 22, парой 23, 24 и :пкин;1М1 2,7 и 26 о г члектродвнгателя 2.
Нертикальитл голопки шпинделей 9 (фиг. 4) и салазки // получают иродо.мэпое во:1вр;1тно-поступателыюе движение на длину паза от дисков Л через конические шестерни 20, от электродвигателя 2 с редуктором.
Вр;иценне куллчкам /. (фиг- 3) для сообщения перемещения рычагам // н /,1 передается палом шестерни 27, приводимой в движение шегтеркямн 28, нарой IJ, 24, ижииами 25, 26 от электродвигателя 2.
Коиструкннп мпга; ина 6 обеспечивает загрузку его различными размерами передней ножки стула и по емкости рассчитана на пятнадцать .чста.цм.
Перемсшение деталей нз магазина в рабочую позщию, зажим ее, ;vrnycK н дп,1Ь11ейи1ее вьпялкнпание зя пределы автомата осуществляется гидроприводом 4, работа которого синхроннзировапа е выполнением автоматом (нновной операции. Цикл работы аромата осуществляется от кулачков 13, которые управляют последовательностью работы всех механизмов. Пуск станка в работу осуществляется последовательным нажатием fia кнопки «пуск.
Первоочередное включение вращения шпиндельных головок - обязательно.
Остановка станка осуществляется нажатием на кнопку «все стоп.
П р с- д м с т п 3 о б р с т е н и я
1.Глнциа.-ш.чироплнный четырс.хщпиндельный пазопальный станокаптомпг для иьгборки шсид передних ножках столярного стула, с дчумя по|)111к,(.111.ными и двумя горизонтальными шпинделями, имеющими возвратно-поступательное движение в поперечном направлении на глубину с1 ерления и в продольном направлении на длину гнезда, отличающийся тем, что, в целях автоматизации операции одновременной выборки четырех гнезд в ножках стула, шпиндельные головки смонтированы п пазах рамок сдвоенных вертикальных и горизонтал1Т1ЫХ салазок, имеющих одновременное продольное и поперечное возвра тно-поступательные дви/кения.
2.В панке по п. 1 применение для подачи и зажима деталей механизма гидропривода, синхронизированного с движением шпиндельных
ГО.ЮВОК.
3.в сганке по п. 1 применение магазинной загрузки деталями.
o
t % . V.-.W 10 19 8
12
Фие.2,
18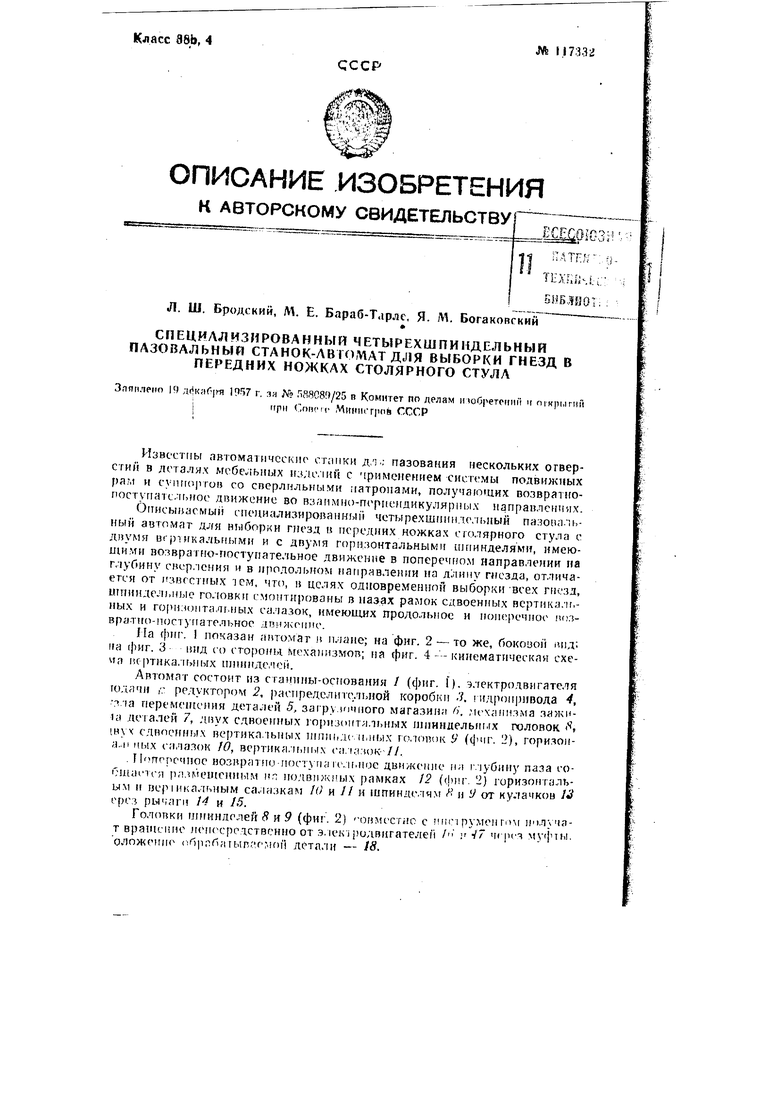
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фасонной расточки внутренней поверхности заготовки типа кольца | 1956 |
|
SU109044A1 |
| Устройство для автоматического управления циклом ступенчатой подачи на станках для глубокого сверления | 1959 |
|
SU124275A1 |
| Станок для обработки деревянных заготовок задних ножек стула | 1972 |
|
SU442052A1 |
| Автоматическая линия для механической обработки деревянных брусковых заготовок | 1972 |
|
SU443760A1 |
| Шарико-шпоночное соединение | 1961 |
|
SU151910A1 |
| Полуавтоматический сверлильный станок с программным управлением для линейного сверления отверстий с постоянным шагом в деталях типа судовых стрингеров | 1960 |
|
SU134956A1 |
| ДВУСТОРОННИЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМБ1 | 1970 |
|
SU277241A1 |
| МАГАЗИН СМЕННЫХ ИНСТРУМЕНТОВ К СВЕРЛИЛЬНО- РАСТОЧНЫМ СТАНКАМ С ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 1966 |
|
SU184583A1 |
| Универсальное моделирующее устройство для заполнения програмирующих магнитных лент | 1958 |
|
SU123391A1 |
| Устройство для балансировки круга | 1971 |
|
SU436729A1 |