Изобретение относится к обработке металлов давлением, а именно к устройствам для накатывания спиральных канавок и ребер на трубе, и может быть использовано для накатывания спиральных канавок на трубах для пневмопароводяных суишлок, применяемых на торфобрикетных заводах.
Цель изобретения - повышение качества накатывания спиральных канавок, а также обеспечение быстрой настройки инструмента.
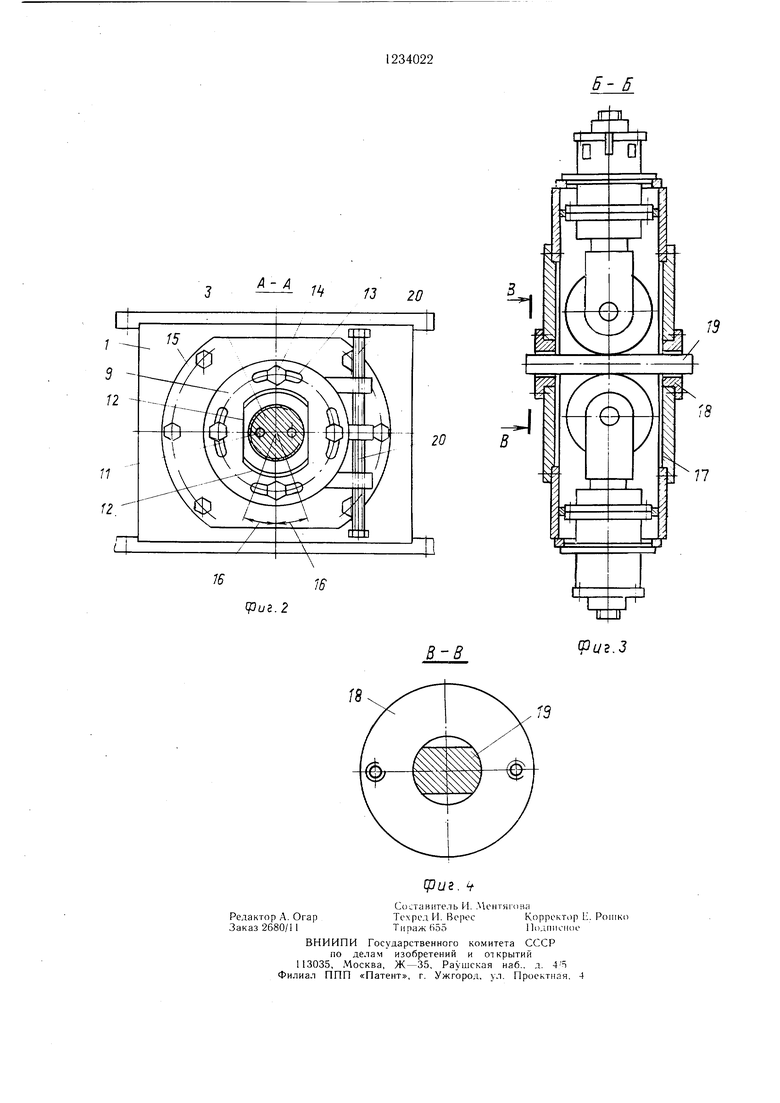
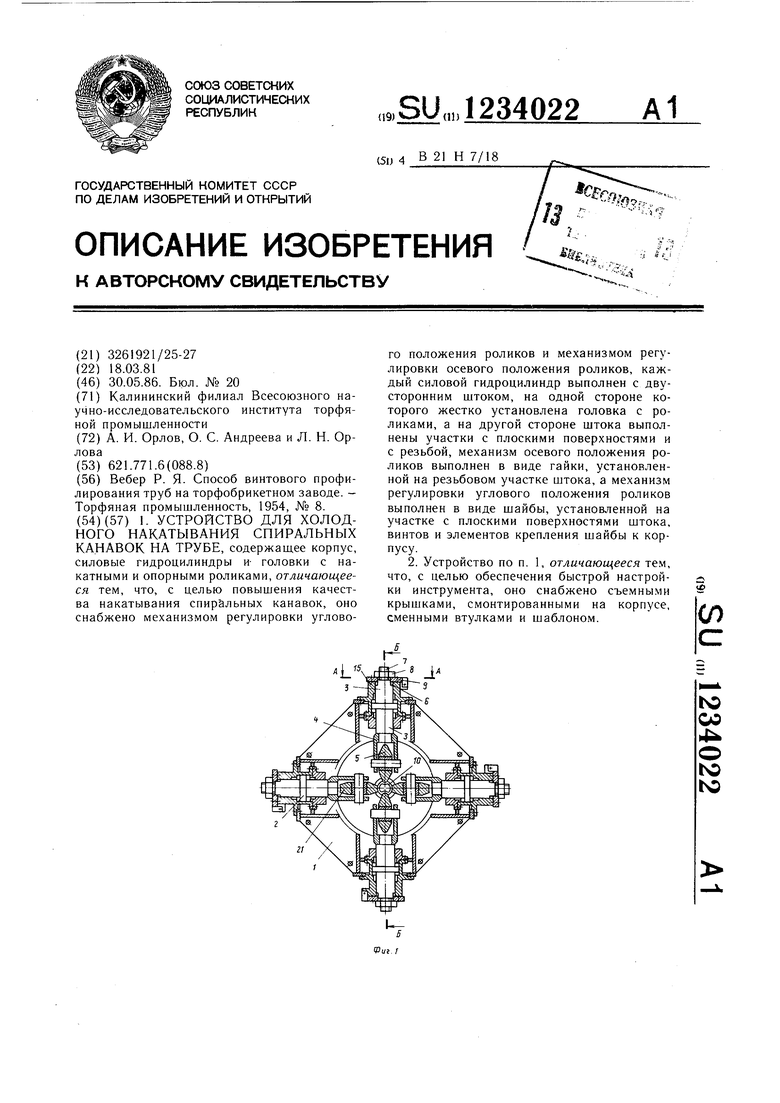
На фиг. 1 изображено устройство для холодного накатывания спиральных канавок на трубе, общий вид в разрезе; (оси вращения накатных роликов условно совме- HLCHbi с плоскостью чертежа); на фиг. 2 -
10
опорных ролика 21. Возможна установка накатных роликов 5 в количестве от одного до четырех. На каждый диаметр накатываемой трубы устройство снабжено соответствующими сменными втулками 18 и шаблоном 19.
Устройство для холодного накатывания спиральных канавок на трубе настраивают для работы следующим образом.
Снимают крыщки 17 и в головки 4 устанавливают требуемые для обрабатываемой трубы накатные 5 и опорные 21 ролики, при этом количество накатных роликов 5 соответствует числу спиральных канавок, которые должны быть выполнены на трубе. С установленными сменными втулками 18
сечение А-А на фиг. 1; на фиг. 3 - сече- 5 крыщки 17 устанавливают на место. Пода- ние Б-Б на фиг. 1; на фиг. 4 - сечение В-ют рабочую жидкость в соответствующие
полости гидроцилиндров 2 для разведения
роликов.
Устанавливают в сменные втулки 18 щабВ на фиг. 3.
Устройство для холодного накатывания спиральных канавок на трубе содержит корпус 1, в котором установлены и закрепле- лон 19, имеющий соответствующее накат- ны силовые гидроцилиндры 2. Каждый си- ной трубе поперечное сечение. Подают ра- ловой гидроцилиндр выполнен с двусторонним Н1ТОКОМ 3, на одной стороне которого жестко установлена головка 4 с накатным роликом 5, а на другой стороне выполбочую жидкость в противоположные полости гидроцилиндров 2, и все ролики подводятся до упора с щаблоном 19. Затем, отпустив винты 14 крепления шайбы 9, виннены участки с плоскими поверхностями 6 25 тами 20 в нужную сторону поворачивают
на требуемый угол 16, равный углу подъема спиральной канавки, шайбу 9, вместе с которой на этот же угол поворачивается и головка 4 с накатным роликом 5. После установки роликов винты 14 затягивают. Головки 4 с опорными роликами 21 устанавливают без угла поворота, как показано на фиг. 1. Затем, вращая гайку 8 и доведя ее до упора с щайбой 9, устанавливают рабочий ход штока 3 каждого гидроцилиндра. Разводят ролики и сни.мают шаблон 19.
Устройство работает следующим образом.
Вместо шаблона 19 устанавливают обрабатываемую трубу 10. Подают рабочую жидкость в гидроцилиндры 2, при этом опорные ролики 21 приходят в соприкосновение с
и с резьбой 7 и расположены гайка 8 регулировки рабочего хода штока 3 и шайба 9 установки положения его относительно накатываемой трубы 10. С этой же стороны штока 3 выполнены отверстия 11 для подвода рабочей жидкости в полости гидро- 30 цилиндра.
В шайбе 9 выполнены центральное отверстие 12 с ответными щтоку поверхностями на этом участке и отверстия 13, которые обеспечивают не только крепление шайбы 9 винтами 14 к корпусу гидроци- 35 линдра 15, но и поворот ее на угол 16 влево или вправо вместе со штоком 3 относительно неподвижно закрепленного к корпусу 1 корпуса гидроцилиндра 15.
Корпус 1 выполнен с центральными от- поверхностью трубы 10, а накатные ролики 5
внедряются в трубу 10. Трубу 10 начинают тянуть, и на ней образуются спиральные канавки. Для отвода роликов от трубы рабочую жидкость подают в противоположные полости гидроцилиндров 2.
Для накатки спиральных канавок на трубе другого диаметра используют соответствующие сменные втулки 18 и шаблон 19.
верстиями, в которых установлены и закреплены винтами с ьемные крьники 17 со сменными втулками 18 и П1аблоном 19. Поворот шайбы 9 вместе со штоком 3 в ту или иную сторону производится, например, винтами 20.45
В устройстве, показанном на фиг. 1, установлены два накатных ролика 5 и два
опорных ролика 21. Возможна установка накатных роликов 5 в количестве от одного до четырех. На каждый диаметр накатываемой трубы устройство снабжено соответствующими сменными втулками 18 и шаблоном 19.
Устройство для холодного накатывания спиральных канавок на трубе настраивают для работы следующим образом.
Снимают крыщки 17 и в головки 4 устанавливают требуемые для обрабатываемой трубы накатные 5 и опорные 21 ролики, при этом количество накатных роликов 5 соответствует числу спиральных канавок, которые должны быть выполнены на трубе. С установленными сменными втулками 18
крыщки 17 устанавливают на место. Пода- ют рабочую жидкость в соответствующие
роликов.
Устанавливают в сменные втулки 18 щаблон 19, имеющий соответствующее накат- ной трубе поперечное сечение. Подают ра-
лон 19, имеющий соответствующее накат- ной трубе поперечное сечение. Подают ра-
бочую жидкость в противоположные полости гидроцилиндров 2, и все ролики подводятся до упора с щаблоном 19. Затем, отпустив винты 14 крепления шайбы 9, винтами 20 в нужную сторону поворачивают
а- 77
В В
. V
Составитель И. Л еитнгчз;1
Редактор А. ОгарТех род И. ВерееКорректор L:. Рошко
Заказ 2680/1 IТираж 655Подгик-иое
ВНИИПИ Государственного комитета ССХР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушекая наб.. д. 4 т
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания спиральных канавок | 1976 |
|
SU616733A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Устройство для холодильного накатывания спиральных канавок на трубе | 1976 |
|
SU654337A1 |
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |
| НАКАТНАЯ ГОЛОВКА | 1995 |
|
RU2076786C1 |
| Станок для продольного накатывания профилей | 1976 |
|
SU768527A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Станок для накатки железнодорожных осей | 1986 |
|
SU1519866A1 |
| Инструмент для подачи металла под накатку зубчатых профилей | 1978 |
|
SU854531A1 |
| Резьбонакатная головка | 1982 |
|
SU1094657A2 |
| Вебер Р | |||
| Я- Способ винтового профилирования труб на торфобрикетном заводе | |||
| - Торфяная промышленность, 1954, № 8. |
