(54) УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ СПИРАЛЬНЫХ КАНАВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для холодильного накатывания спиральных канавок на трубе | 1976 |
|
SU654337A1 |
| Линия для спирального оребрения труб лентой | 1978 |
|
SU733760A1 |
| Устройство для холодного накатывания спиральных канавок на трубе | 1981 |
|
SU1234022A1 |
| Автомат для накатки кольцевых профилей | 1976 |
|
SU656721A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Станок для накатывания шлицев | 1979 |
|
SU841751A1 |
| Устройство для накатывания профильных канавок | 1980 |
|
SU980906A1 |
| Устройство для продольного накатывания профилей | 1983 |
|
SU1164953A2 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Профиленакатной станок | 1974 |
|
SU510299A1 |
I
Изобретение относится к обработке .металлов давлением, а именно к устройствам для накатывания спиральных канавок на трубах.
Известен стан для прокатки ребристы .ч труб, содержаний корпус с расположенными в нем головками с накатными роликами. Головки установлены на качаю1пихся рычагах, соединенных тягами между собой и с силовым цилиндром 1.
Однако рычажная система указанного стана сложна и нежестка.
Наиболее б.чизки.м к предлагаемому является стан для прокатки ребристых труб, который содержит корпус, головки с накатными роликами, расположенные на соответствующих им рычагах, подвижное кольцо, имеюп1ее воз.можность взаи.модействия с корпусом, связанный с кольцом силовой цилиндр и упоры 2.
Однако такой стан и.меет недостаточную жесткость рабочей клети. Конструкция рычажной системы при накатывании разных по диаметру ребристых труб пе обеспечивает разгрузку качающихся рычагов от изгибающего .момента.
Цель настоящего изобретения повып ение точности изделий путем увсличспия жесткости конструкции устройства, что достигается разгрузкой рычагог от изгибающего момента в процессе накатьи ания канавок на трубе.
Д,1я этого устройство снабжено регулируемыми тягами, связанными с соответствующими им рычагами и с И()движн1)|м кольцом посре.тством птрнирных ссх динений.
Такое вынолиение устройства обеспечивает разгрузку качаюн1егося рычага от момента, так как направление уси.чия от прокатки совпадает с линией, проходящей через центры шарниров регулируемой тяги, 1акатного ролика и накатываемой трубы.
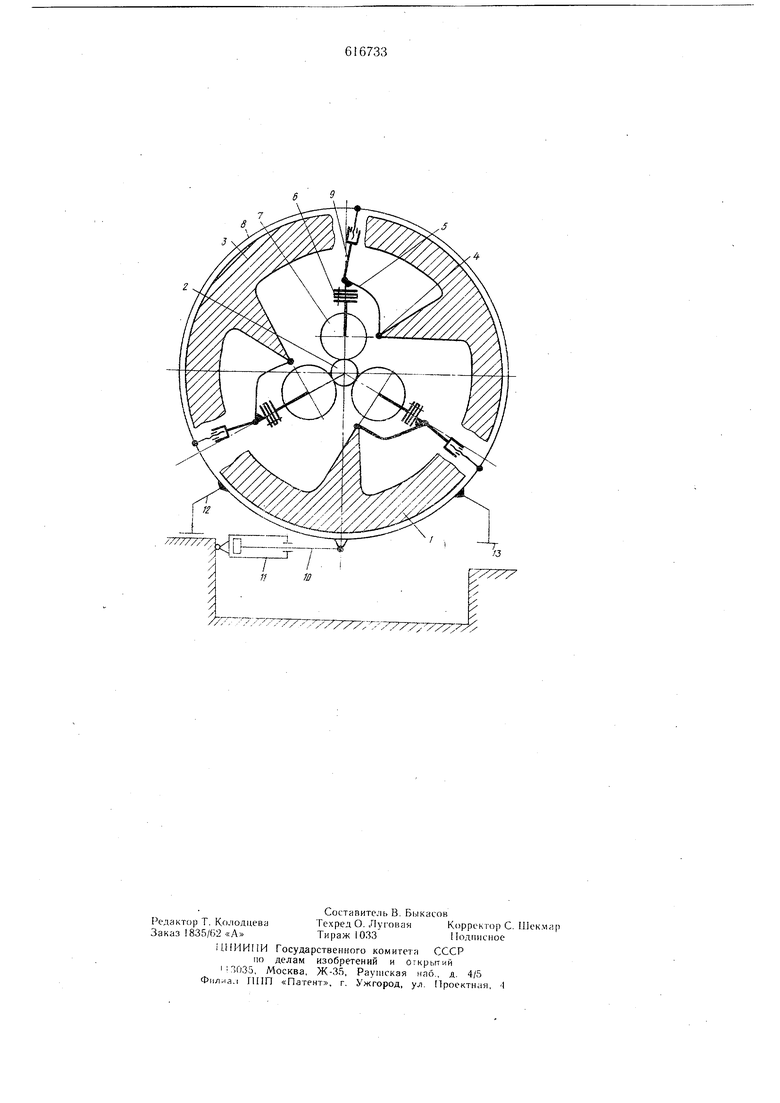
На чертеже нредставлена уетройст5ва для накатывания спиральных капавок.
Устройство включает корпус 1 с концептрично расположенной относительно оси накатываемой трубы 2 направляющей 3, расположенные вокруг накатываемой трубы под равными углами, нанрнмер 120°, н за0крепленные на качающихся относительно осей 4 рычагах 5 головки 6 с накатн1з1ми роликами 7, регулируемые по длине и niapмирно связанные с качающимися рычагами 5 и с установленным на н чг1равля1он1ей 3 подвижным кольцом 8 тяги 9. Кольцо 8 шарннрно связано со штоком 10 приводного цилиндра II, шарннрно закрепленного на корнусе . Устройство снабжено упорами 12 и 13, предназначенными для ограничения начально1Ч) и конечного ноложений накатных, роликов 7. Для осуществления накатки труб 1)азличных диаметров накатные ролики 7 выполняются сменными или в межцентровое расстояние между Н1арнирами, соединяющими тяги 9 с качающимися рычагами 5, и центрами вращения накатных роликов 7 вводится регулируемый элемент, например нроставка, величина (толщина) которого равна разности радиусов накатываемых труб. Накатные ролики 7 устанавливаются под углом, равным углу подъема винтовой линии, и приводятся во вращение при помощи специального привода. Устройство работает следующим образом, Накатные ролики 7 устанавливаются в исходное и рабочее положения относительно накатываемой трубы 2 при помощи регулируемых по длине тяг 9 по упорам 12 и 13. При пуске устройства накатные ролики 7 получают вращательное движение от специального привода и подводятся к накатываемой трубе 2 при по.чощи щарнирно закрепленного на корпусе 1 приводного цилиндра 11, щток 10 которого щарнирно связан с нодвижным кольцом 8. При этом кольцо 8 и щарнирно связанные с ним и с качающимися рычагами 5 тяги 9 повернутся до приближения или совмещения их осей с линиями, проходящими через центры шарниров, соединяющих тяги 9 с качающимися рычагами 5, центры вращения накатных роликов 7 и центр накатываемой трубы. Внедрение в трубу 2 вращающихся накатных роликов 7, благодаря их установке под. углом, соответствующим углу подъема винтовой линии роликов 7, вызовет накатку трубы 2 и ее одновременное поступательное движение. Отвод накатных роликов 7 производится в обратном порядке. Такое выполнение устройства позволяет увеличить его жесткость и тем самым повысить качество изделий по сравнению с суН1ествующими конструкциями станов. Формула изобретения Устройство для накатывания спиральных канавок, содержащее корпус, головки с накатными роликами, расположенные на соответствующих им рычагах, подвижное кольцо, имеющее возможность взаимодействия С корпусом, связанный с кольцом силовой цилиндр и упоры, отличающееся тем, что, с целью повышения качества изделий путем увеличения жесткости конструкции, оно снабжено регулируемыми тягами, связанными с соответств юн1ими им рычагами и. с подвижным кольцом посредством шарнирных соединений. Источники информации, принятые во внимание при экспертизе 1.«Станы для прокатки точных заготовок машиностроительных деталей Каталогсправочник, НИИИНФОРМТЯЖМ.ЛШ, М., 1972, с. 61. 2.Заявка № 2045676/27, 16.07.74, по которой принято решение о выдаче авторского свидетельства.
