1234051
Изобретение относится к держателям
ра
инструмента при токарной обработке, в частности к расточным головкам для обработки внутренних сферических поверхностей.
Цель изобретения - позьппение качества обрабатьшаемой поверхности путем предотвращения образования риски на обработанной поверхности пр вьшоде резца.
На фиг. 1 показана резцовая головка в нерабочем положении, общий вид; на фиг. 2 - то же, в исходном для работы положении; на фиг. 3 - то же, после окончания обработки (в конце .рабочего хода резца).
Двуплечий рычаг 1 закреплен шар нирно посредством оси 2 в прорези 3 верхней неподвижной части 4 оправки устройства, при этом меньшее плечо 5 рычага 1, выполненное , например, изогнутым под углом 90 относительно большего плеча 6, постоянно находится в контакте с верхним концом 7 подвижной части 8 оправки. Конец 7 подвижной части 8 оправки снабжен фиксирующим, углублением 9. Большее плечо 6 рычага 1 подпружинено пружиной 10 к верхней неподвижной части 4 оправки . На нижнем конце 11 подвижной части 8 оправки жестко (посредством резьбового соединения) закреплена консоль 12 с установленным на ней неподвижно пустотелым цилиндрическим корпусом 13.
В корпусе 13 размещен подвижно в осевом направлении шток 14, подпружиненный пружиной 15 к этому корпусу. Осевое перемещение штока 14 в корпусе 13 ограничено пальцем 16, концы которого расположены в продольном окне 17 корпуса 13, что предотвращает поворот штока 14 относительно
40
При этом резец 30 дискового пово ротного резцедержателя 31 занимает начальное (исходное) положение для о.бработки сферической поверхности 32 (фиг. 2). При дальнейшей рабочей подаче S резцовой головки осуществля ется рабочий ход резца 30 по образующей сферической поверхности 32. При этом подвижная часть 8 оправки остается неподвижной,i а неподвижная часть 4 движется вниз, преодолевая усилие пружины 25 и сообщая движение дисковому поворотному резцедержателю 31 посредством промежуточного элемен та 33.
К моменту окончания обработки сферической поверхностью 32 фиксирующее углубление 9 верхнего конца 7 подвижной части 8 оправки располагается напротив меньшего плеча 5
его продольной оси. Нижний торец што- 5 подпружиненного двуплечего рычага 1 ка 14 снабжен свободно вращающимся опорным роликом 18, а верхний свободный конец 19 - пальцем 20, периодически находящимся в контакте с большим плечом 6 двуплечего рычага 1 . Наличие винта 21, штифта 22 и соответственно продольных окон 23 и 24 в подвижной части 8 оправки исключает проворот подвижной части 8 относительно неподвижной части 4 оправки и ограничивает осевое перемещение частей оправки, распружинен- ных пружиной 25.
В результате рычаг 1 поворачивается на оси 2 и его плечо 5 попадает в фиксирующее углубление 9.
После окончания рабочего хода 50 резца 30 рабочую подачу S резцовой головки сменяет движение противоположного направления, т.е. движение 1этвода резцовой головки от изделия 26. При этом подвижная часть 8 оправки остаетс неподвижной относительно неподвижной части 4 благодаря взаимной их фиксации посредством рычага 1
55
s
0
5
0
5
0
Устройство работает следующим образом.
Включением рабочей подачи S быстрого подвода, подводят резцовую головку к вращающемуся зажатому в станочном приспособлении изделию 26 (фиг. 1). При этом опорный ролик 18 первым входит в контакт, например, с торцовой поверхностью 27 обрабатьшаемого изделия (или с любой неподвижной опорной поверхностью станка).
В момент начала контакта ролика 18 с опорной поверхностью 27 палец 20 штока 14 начинает выходить из контакта с большим плечом 6 двуплечего рычага 1, удаляясь вверх от этого рычага. Пружина 15 при этом сжимается. При дальнейшем движении резцовой головки в направлении рабочей подачи S быстрого подвода подвижная часть 8 оправки своим вращающимся упором 28 входит в контакт с опорной поверхностью 29 изделия 26.
При этом резец 30 дискового поворотного резцедержателя 31 занимает начальное (исходное) положение для о.бработки сферической поверхности 32 (фиг. 2). При дальнейшей рабочей подаче S резцовой головки осуществляется рабочий ход резца 30 по образующей сферической поверхности 32. При этом подвижная часть 8 оправки остается неподвижной,i а неподвижная часть 4 движется вниз, преодолевая усилие пружины 25 и сообщая движение дисковому поворотному резцедержателю 31 посредством промежуточного элемента 33.
К моменту окончания обработки сферической поверхностью 32 фиксирующее углубление 9 верхнего конца 7 подвижной части 8 оправки располагается напротив меньшего плеча 5
подпружиненного двуплечего рычага 1
В результате рычаг 1 поворачивается на оси 2 и его плечо 5 попадает в фиксирующее углубление 9.
После окончания рабочего хода резца 30 рабочую подачу S резцовой головки сменяет движение противоположного направления, т.е. движение 1этвода резцовой головки от изделия 26. При этом подвижная часть 8 оправки остаетс неподвижной относительно неподвижной части 4 благодаря взаимной их фиксации посредством рычага 1
312
и углубления 9 (фиг. 3). Кроме того, при быстром отводе резцовой головки вверх шток 14 опускается вниз под действием усилия разжимающейся пру- жииы 15. После выхода резцедержателя 31 с резцом 30 из рабочей зоиы (зоны резания) палец 20 движущегося штока 14 поворачивает рычаг 1 на оси 2 и . вьшодит плечо 5 рычага из фиксирующего углубления 9. Резец 30 возвраща
ется в исходное положение, не задевая обработанную сферическую поверхность 32 благодаря тому, что величина Н хода штока больше величины h, равной глубине растачиваемого отверстия изделия 26 ().
Подвижная часть 8 оправки под действием усилия пружины 25 опускается в исходное положение (фиг. 1).
jff./J.
30
tfut-i
в
Й2Ь
3
п
3/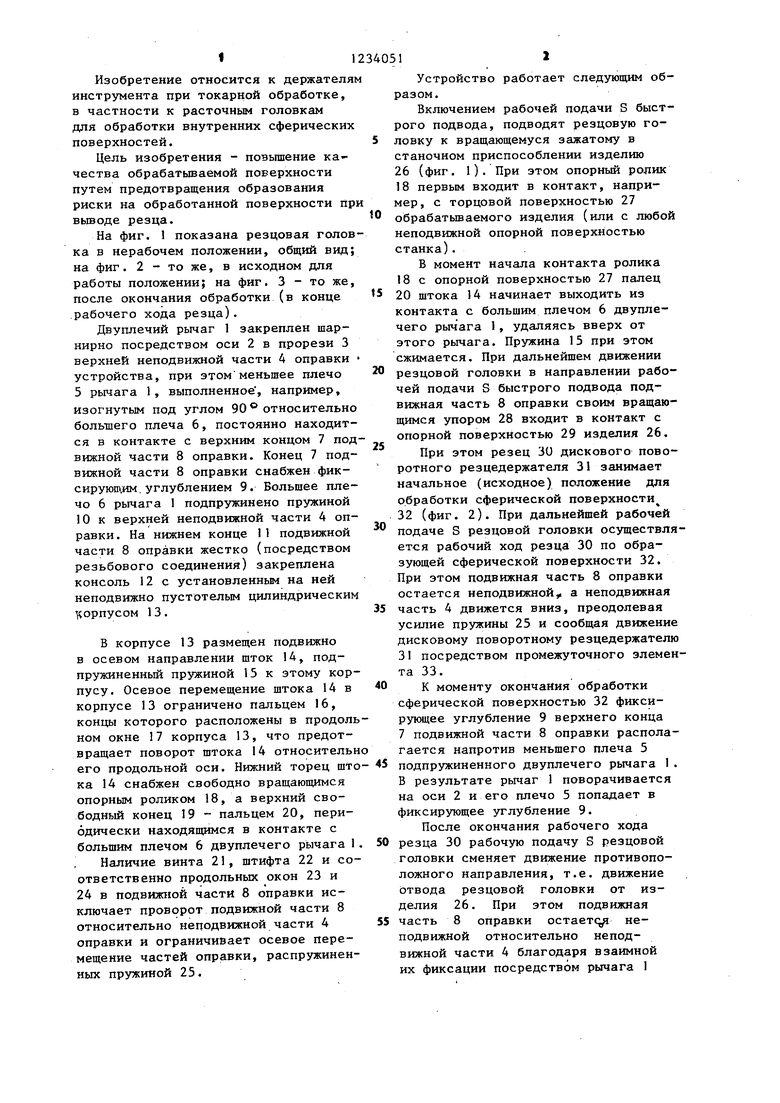

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцедержатель | 1991 |
|
SU1814989A1 |
| СПОСОБ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1996 |
|
RU2093313C1 |
| РЕЗЦОВАЯ ГОЛОВКА ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ЗАКРЫТЫХ ТОРЦОВ | 1991 |
|
RU2008136C1 |
| Токарный многорезцовый полуавтомат | 1982 |
|
SU1119780A1 |
| ИНСТРУМЕНТ ДЛЯ ДЕМОНТАЖА РЕЗЦА | 2009 |
|
RU2432252C2 |
| Гравировальный полуавтомат | 1982 |
|
SU1057244A1 |
| Устройство для расточки | 1982 |
|
SU1143520A1 |
| Резцовая державка с механизмом отвода резца | 1980 |
|
SU944802A1 |
| Устройство для расточки и подрезки торца | 1980 |
|
SU867527A1 |
| УСТРОЙСТВО для ПРЕРЫВИСТОЙ РАСТОЧКИ ФАСОННЫХ ОТВЕРСТИЙ | 1970 |
|
SU280174A1 |

| Резцовая головка фирмы TIZIT, Metallwerk | |||
| Plans see Gesellschaft пЪНА-ббОО Rentte, Австрия. |
