Известны транспортные системы поточных линий, включающие управляемый автоблокировочной системой периодически действующий конвейер для транспортировки изделий вдоль линии и автоматически действующие загрузочные устройства, осуществляющие подачх изделий с конвейера на станки и обратно.
Недостатком таких систем является то, что они не обеспечивают непрерывной работы поточной линии при остановке отдельных ее станков.
В описываемой системе этот недостаток устранен тем, что конвейер имеет два параллельных ручья, каждый из которых разбит на межоперационные участки стопорами для изделий, причем каждый участок каждого ручья служит попеременно (через одну операцию) то для подачи изделий на станки, то для приема их с обрабатывающих станков, чередуясь по назначению с участками второго ручья, а стопора управляются электромагнитными механизмами, включаемыми при полном заполнении участка изделиями.
Конвейер системы выполнен в виде двух штанг, совершающих возвратно-поступательные движения. На каждой щтанге смонтированы разделительные для транспортируемых и.зделий подиружиненные кулачки и опорные для изделий ролики. Для удерл :ания изделий при холостом ходе щтанги конвейер снабжен односторонне новоротными упорами.
При этом для обеспечения транспортировки изделий с нерезко выраженными очертаниями в конвейере применены управляемые при помошл электромагнитного механизма упоры для изделий, откидные при рабочем ходе конвейера.
Загрузочное устройство системы выполнено в виде иоворотной планщайбы с двумя силовыми цилиндрами, штоки которых несут захваты дл.ч изделий, причем механизм поворота планшайбы имеет фиксатор, а силовые цилиндры планшайбы расположены так, что их оси нересекаются на центральной линии обрабатывающего станка.
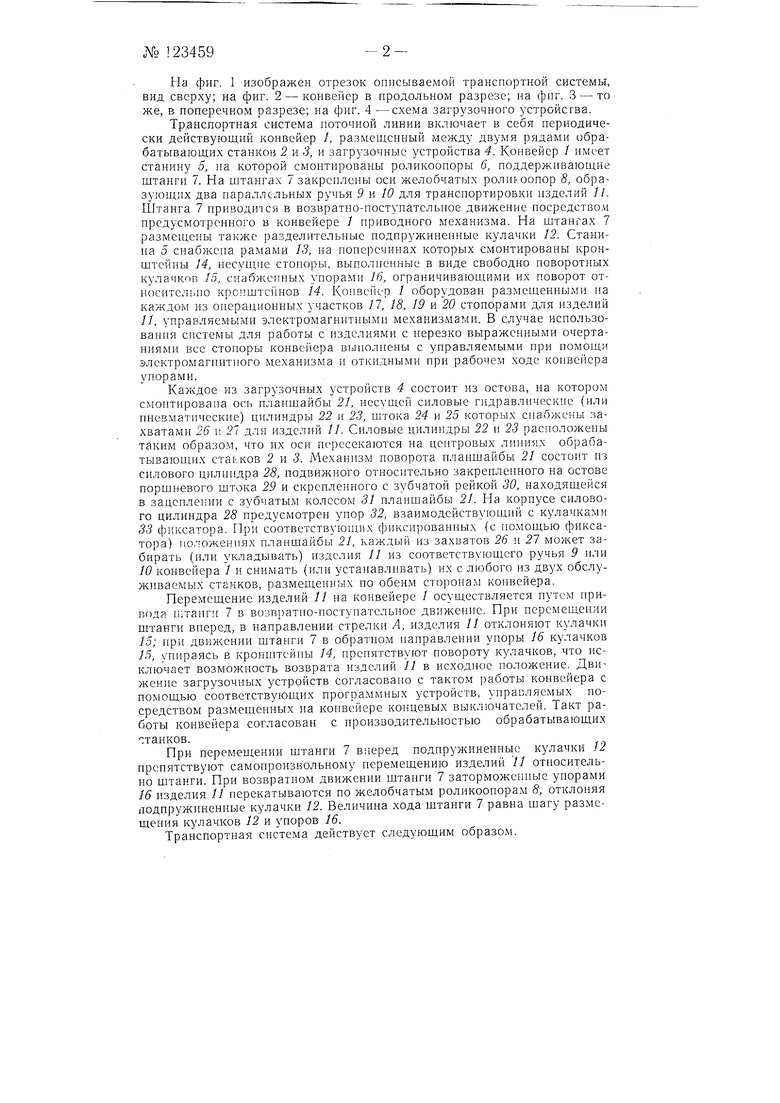
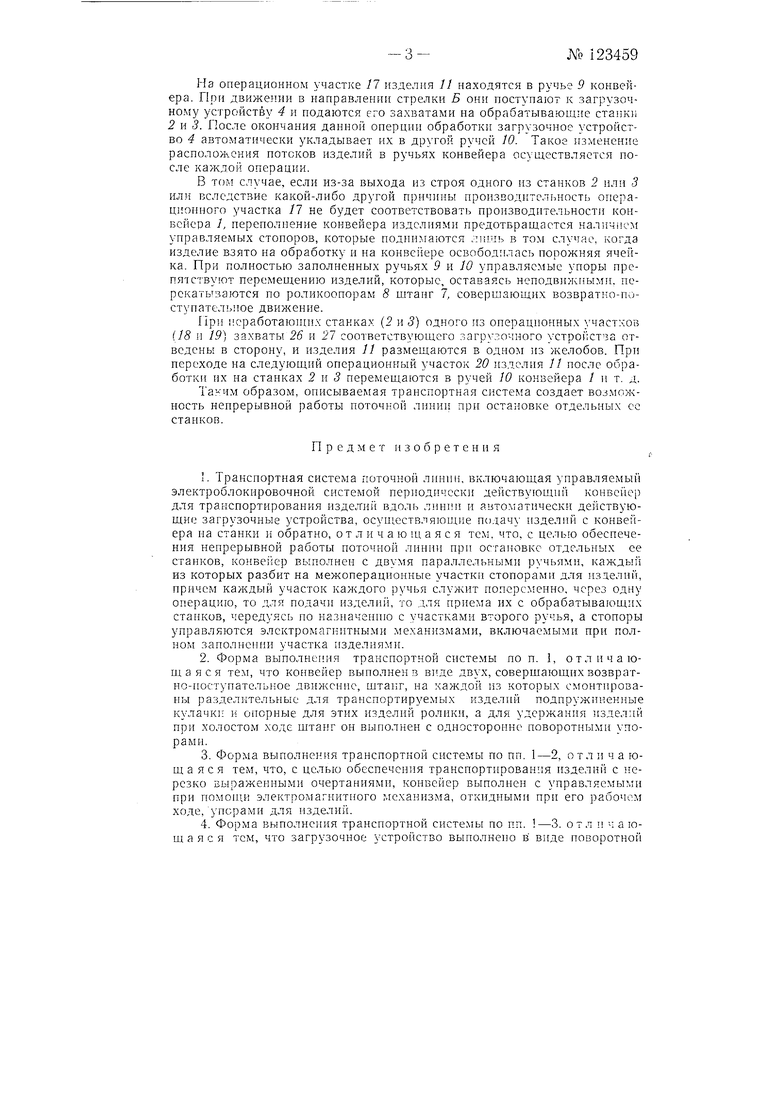
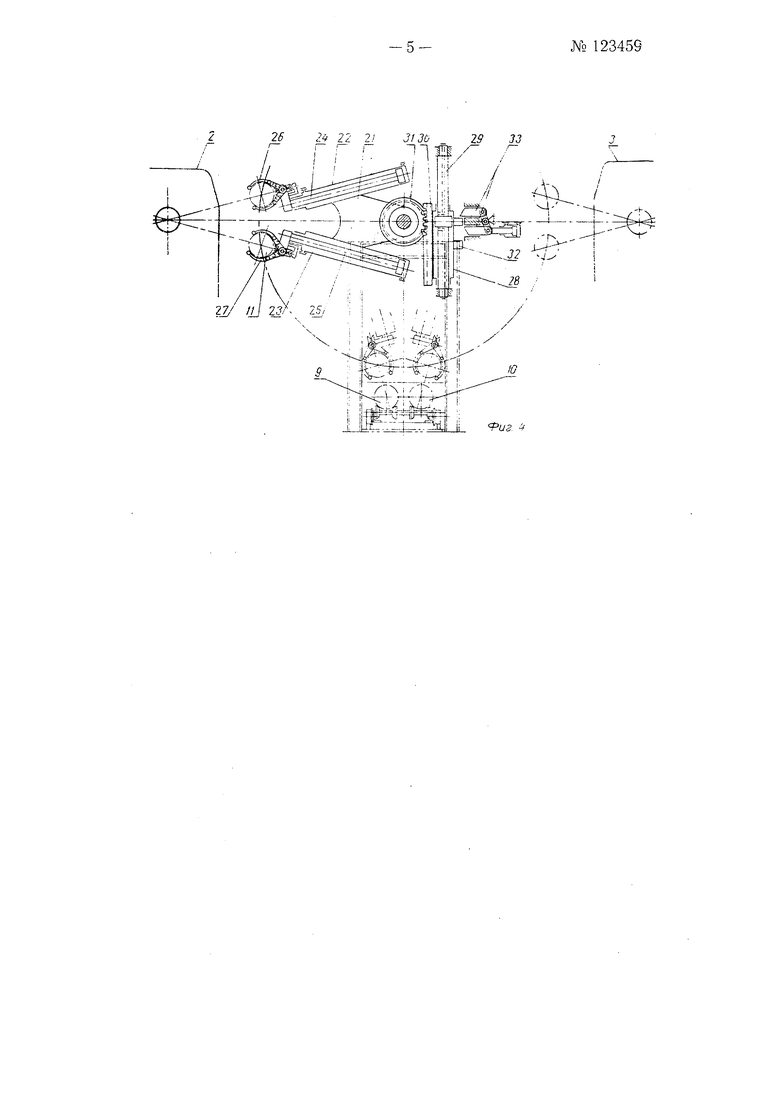
№ 123459-2На фиг. 1 изображен отрезок описываемой транспортной системы, вид сверху; на фиг. 2 - конвейер в продольном разрезе; на фиг. 3 - то же, в поперечном разрезе; на фиг. 4 -схема загрузочного устройства.
Тр.анспортная система поточной линии включает в себя периодически действующий конвейер /, размещенный между двумя рядами обрабатывающих станков 2 и 3, и загрузочные устройства 4. Конвейер / имеет станину 5, на которой смонтированы ролпкоопоры 6, поддерживающие щтанги 7. На штангах 7 закреплены оси желобчатых ролиьоопор 8, образующ:1х два параллельных ручья 9 vi 10 для транспортировки изделий П. Штанга 7 приводится в возвратпо-постунательиое движение посредство.и предуемотренного в конвейере J приводного механизма. На штангах 7 размещены также разделительные подпружиненные кулачки 12. Станина 5 снабжена рамами 13, на поперечинах которых смонтированы кронштейны 14, HecyHuie стопоры, выполненные в виде свободно поворотных кулачков 15, снабженных упорами 16, ограничивающими их поворот относительно кронштейнов 14. Конвейер / оборудован размещенными на каждом из операционных участков /7, 18, 19 и 20 стопорами для изделий //, управляемыми электромагнитными механизмами. В случае использования системы для работы с изделиями с нерезко выраженными очертаниями все стопоры конвейера вьпюлнены с управляемыми при помощи электромагнитного механизма н откидными при рабочем ходе конвейера упорами.
Каждое из загрузочных устройств 4 состоит из остова, на котором смоптировапа ось планшайбы 21, несущей силовые гидравлические (или пневматические) цилиндры 22 и 23, штока 24 и 25 которых епабжены захватами 26 и 21 для изделий //. Силовые цилиндры 22 и 23 расположены таким образом, что их оси пересекаются на центровых линиях обрабатывающих стак.ков 2 и 3. Механизм новорота иланщайбы 21 состои т из силового цилиидра 28, подвижного относительно закрепленного на остове порщневого штока 29 и скрепленного с зубчатой рейкой 30, находящейся в зацеплении с зубчатым колесом 31 планшайбы 21. На корпусе силового цилиидра 28 предусмотрен упор 32, взаимодействующий с кулачками 33 фиксатора. При соответетвующих фикснроваиных (с помощью фиксатора) положениях планшайбы 21, каждый из захватов 26 и 27 может забирать (или укладывать) изделия // из соответствующего ручья 9 или 10 конвейера / и снимать (или устанавливать) их с любого из двух обслуживаемых станков, размещенных по обеим ето|юнам конвейера.
Перемещение изделий П на конвейере / осущеетвляетея путем привода ипаиги 7 в возп атио-ноступательное дв {женне. При перемещении щтанги вперед, в направлении стрелки А, изделия 11 отклоняют кулачки 15; при движеиии штанги 7 в обратном направлении упоры 16 кулачков 15, упираясь в кронштейны 14, препятствуют повороту кулачков, что исключает возможность возврата изделий 11 в исходное положение. Движение загрузочных устройств согласоваио с тактом работы конвейера с помощью соответствующих программных устройств, управляемых посредством размещенных на конвейере концевых выключателей. Такт работы конвейера согласован с производительноетью обрабатывающих станков.
При перемещении штанги 7 вперед подпружиненные кулачки 12 препятствуют самопроизвольному перемещению изделий // относительно щтанги. При возвратном движении щтаиги 7 заторможенные упорами 16 изделия и перекатываются по желобчатым роликоопорам 8, отклоняя подпружиненные кулачки 12. Величина хода штанги 7 равна щагу размещения кулачков 12 и упоров 16.
Транспортная система действует следующим образом.
На операционном участке /7 изделия 11 находятся в ручье 9 конвейера. При движении в направлении стрелки Б они поступают к загрузочному устройству 4 и подаются его захватами на обрабатывающие станкя 2 и 3. После окончания данной оперции обработки загрузочное устройство 4 автоматически укладывает их в другой ручей 10. Такое изменение расположения потоков изделий в ручьях конвейера осуществляется после каждой операции.
В том случае, если из-за выхода из строя одного из станков 2 или 3 или вследствие какой-либо другой причины производительность оиерациоппого участка /7 не будет соответствовать производительности конвейера 1, иереиолнение конвейера изделиями предотвращается наличием управляемых стопоров, которые подни.аются лишь в том случае, когда изделие взято на обработку и на KOHBeiiepe освободилась порожняя ячейка. При полноетью заполненных ручьях 9 и 10 управляемые упоры препятствуют перемеид,ению изделий, которые, оставаясь неподвижг1ыми. перекатызаются по роликоопорам 8 штапг 7, соверщающих возвратно-поступатель;юе движение.
При неработаюнги.ч станках (2 и 3 одного из операционных участков (18 и 19 захваты 26 и 27 соответствующего загрузочного устройстза отведены в сторону, и изделия // размещаются в одном из желобов. При переходе на следующий операционный участок 20 изделия // после обработки их на станках 2 и 3 перемещаются в ручей 10 конвейера 1 и т. д.
Таким образом, описываемая транспортная система создает воз.можность неирер1 1вной работы поточной линии при остановке отдельных ее станков.
Предмет изобретения
1.Трансиортная система поточной линии, включающая управляемый электроблокировочной системой периодически действующий конвейер для транспортирования изделий вдоль линии и автоматически дейетвующие загрузочные устройства, осуи1ествляющ1;е подачу изделий с конвейера на станки и обратно, от л и ч а ю щ а я с я тем, что, с целью обеспечения непрерывной работы поточной лииип ири остановке отдельных ее станков, конвейер вь пОоТнен с двумя параллельными ручьями, каждый из которых разбит на межоперационные участки стопорами для изделий, причем каждый участок каждого ручья служит попеременно, через одну операцию, то для подачи изделий, то для приема их с обрабатывагощих станков, чередуясь по назначению с участками второго ручья, а стопоры управляются электромагнитными механизмами, включаемыми при иолном заполнении участка изделиями.
2.Форма выполнения транспортной системы по п. 1, отличающаяся тем, что конвейер выполнен в виде двух, соверщающих возвратно-поступательное движение, щтапг, на каждой из которых смонтпрованы разделительные для транспортируемых изделий подпружииен)гые кулачки и опорные для этих изделий ролики, а для удержания изделий при холостом ходе щтапг он выполнен е односторонне поворотными упорами.
3.Форма выполнения транспортной системы по пп. 1-2, отл и ч а юща яся тем, что, с целью обеспечения транспортирования изделий с нерезко выражениыми очертаниями, конвейер выполнен с управляемыми при ПОМОП1И электромагпитного механизма, откидными при его )абочем ходе,упорами для изделий.
4.Форма выполнения транспортной системы по пп. -3. отл и ч а ющ а я с я тем, что загрузочное устройство выполнено в виде поворотной
-3-Л о 123459
планшайбы с двумя силовыми цилиидрами, штоки которых несут захваты для изделий, причем механизм поворота планшайбы выполнен е фиксатором, а силовые цилиндры планшайбы расположены так, что их оси пересекаются на центровой линии обрабатываюшсгр станка.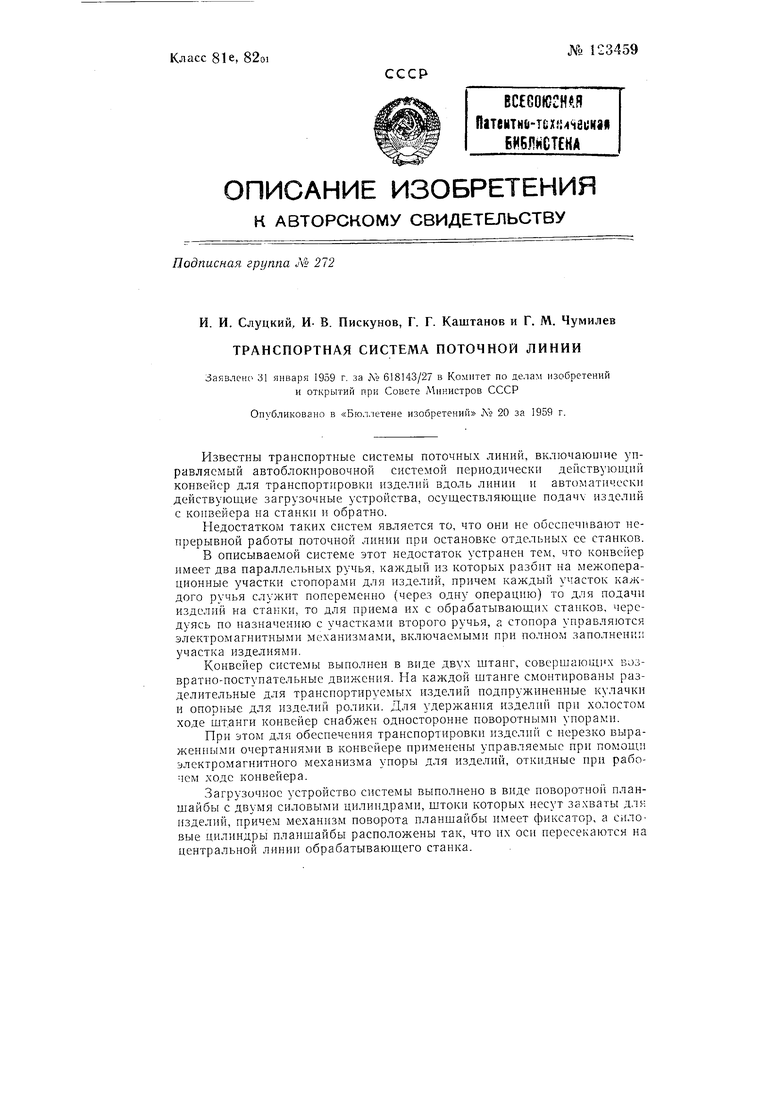
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейер для передачи изделий от одного рабочего места к другому | 1960 |
|
SU138868A1 |
| Устройство для съема изделий с подвесного конвейера, вертикального их перемещения, например, для окунания в окрасочные ванны и последующей навески на конвейер | 1954 |
|
SU101487A1 |
| Устройство для автоматического погружения изделий в окрасочные ванны | 1954 |
|
SU113640A1 |
| Вертикально-замкнутый двухцепной конвейер для обслуживания гальванических и тому подобных ванн | 1957 |
|
SU123001A1 |
| Устройство для подачи изделий к станкам автоматической линии | 1960 |
|
SU132549A1 |
| Подвесной конвейер | 1959 |
|
SU122067A1 |
| Подвесной конвейер с плоскопараллельным движением длинномерных грузов | 1955 |
|
SU105959A2 |
| Подвесной конвейер | 1959 |
|
SU130404A1 |
| Конвейер для передачи изделий от одного рабочего места к другому | 1961 |
|
SU144774A1 |
| Автооператор для установки корпусных деталей | 1959 |
|
SU129458A1 |
нГ
12 13 14
16 15 8
Фив. 3
