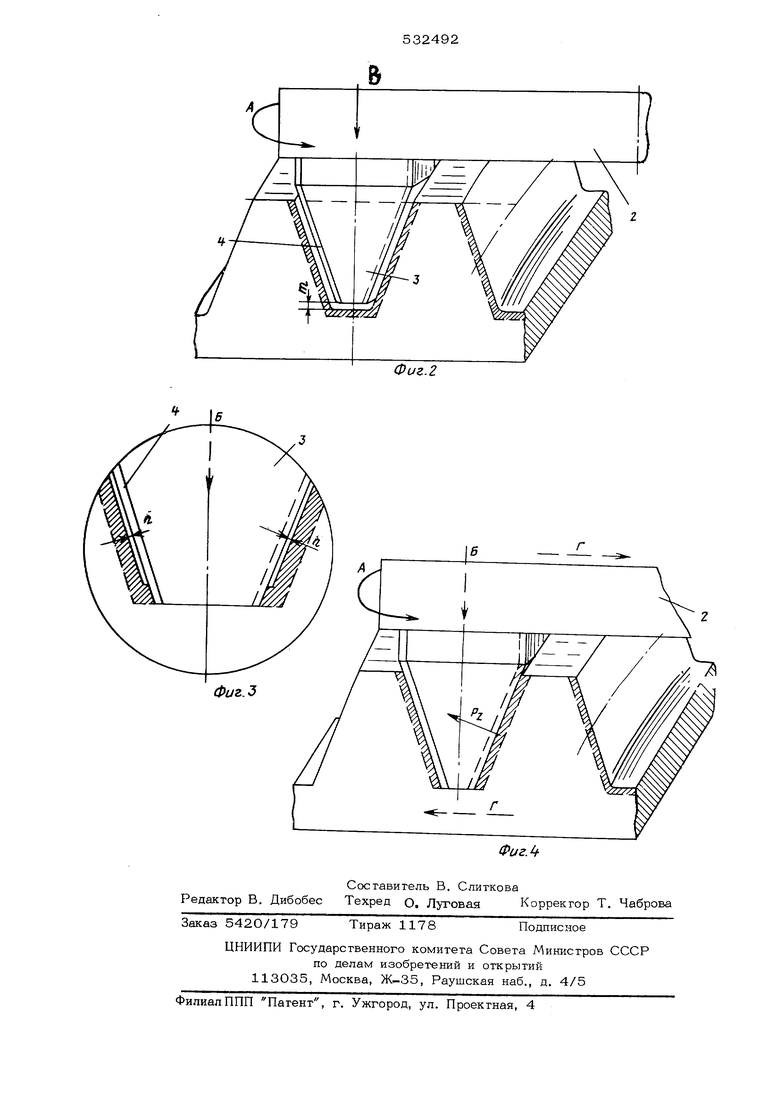
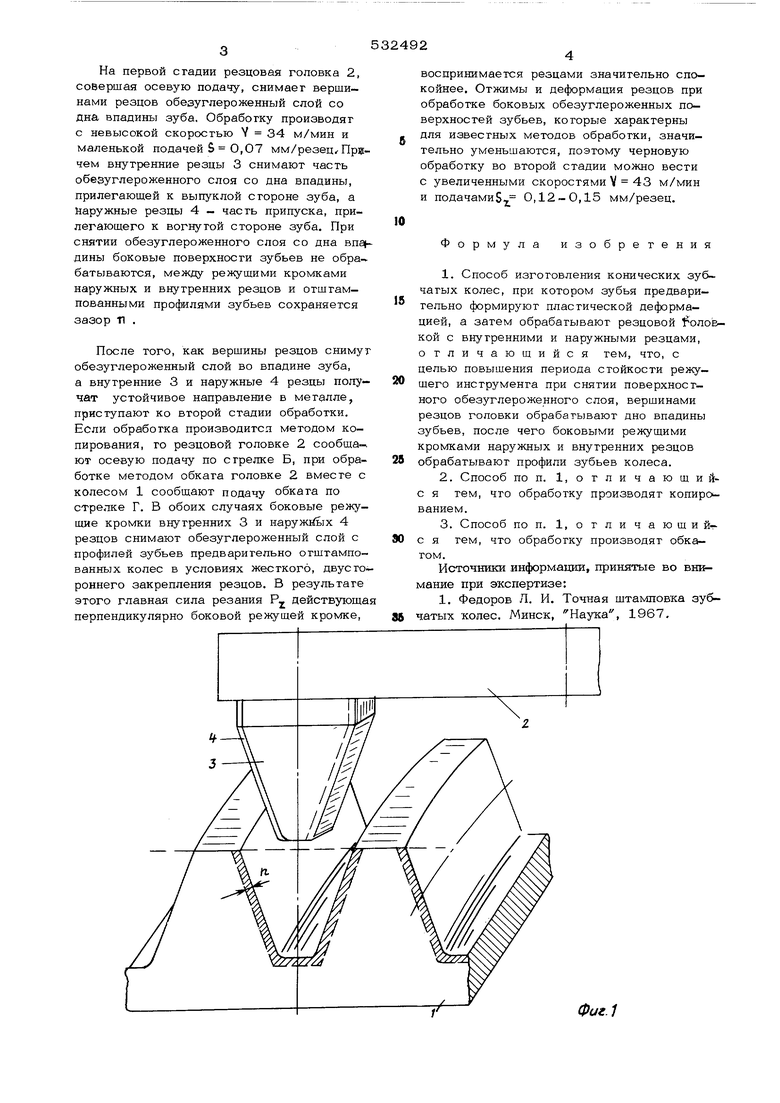
На первой стадии резцовая головка 2, совершая осевую подачу, снимает вершинами резцов обезуглероженный слой со дна впадины зуба. Обработку производят с невысокой скоростью Y 34 м/мин и маленькой подачей S 0,07 мм/резец, Прж чем внутренние резцы 3 снимают часть обезуглероженного слоя со дна впадины, прилегающей к выпуклой стороне зуба, а наружные резцы 4 часть припуска, прилегающего к вогнутой стороне зуба. При снятии обезуглероженного слоя со дна вп дины боковые поверхности зубьев не обра батываются, между режущими кромками наружных и внутренних резцов и отштампованными профилями зубьев сохраняется зазор п . После того, как вершины резцов сниму обезуглероженный слой во впадине зуба, а внутренние 3 и наружные 4 резцы цолучат устойчивое направление в металле, приступают ко второй стадии обработки. Если обработка производится методом копирования, то резцовой головке 2 сообщают осевую подачу по стрелке Б, при обработке методом обката головке 2 вместе с колесом 1 сообщают подачу обката по стрелке Г. В обоих случаях боковые режущие кромки внутренних 3 и наружйьтх 4 резцов снимают обезуглероженный слой с профилей зубьев предварительно отштампованных колес в условиях жесткого, двустороннего закрепления резцов. В результате этого главная сила резания Р действующа перпендикулярно боковой режущей кромке, воспринимается резцами значительно спокойнее. Отжимы и деформация резцов при обработке боковых обезуглероженных поверхностей зубьев, которые характерны для известных методов обработки, значительно уменьшаются, поэтому черновую обработку во второй стадии можно вести с увеличенными скоростями V 43 м/мин и подачами$ 0,12-0,15 мм/резец. Формула изобретения 1. Способ изготовления конических зубчатых колес, при котором зубья предварительно формируют пластической деформацией, а затем обрабатывают резцовой Золовкой с внутренними и наружными резцами, отличающийся тем, что, с целью повышения периода стойкости режущего инструмента при снятии поверхностного обезуглероженного слоя, вершинами резцов головки обрабатывают дно впадины зубьев, после чего боковыми режущими кромками наружных и внутренних резцов обрабатывают профили зубьев колеса. 2.Способ по п. 1, отличающий с я тем, что обработку производят копиров ванием. 3.Способ по п. 1, отличающийя тем, что обработку производят обкатом. Источншш информации, принятые во вниание при экспертизе: 1. Федоров Л. И. Точная штамповка зубатых колес. Минск, Наука, 1967.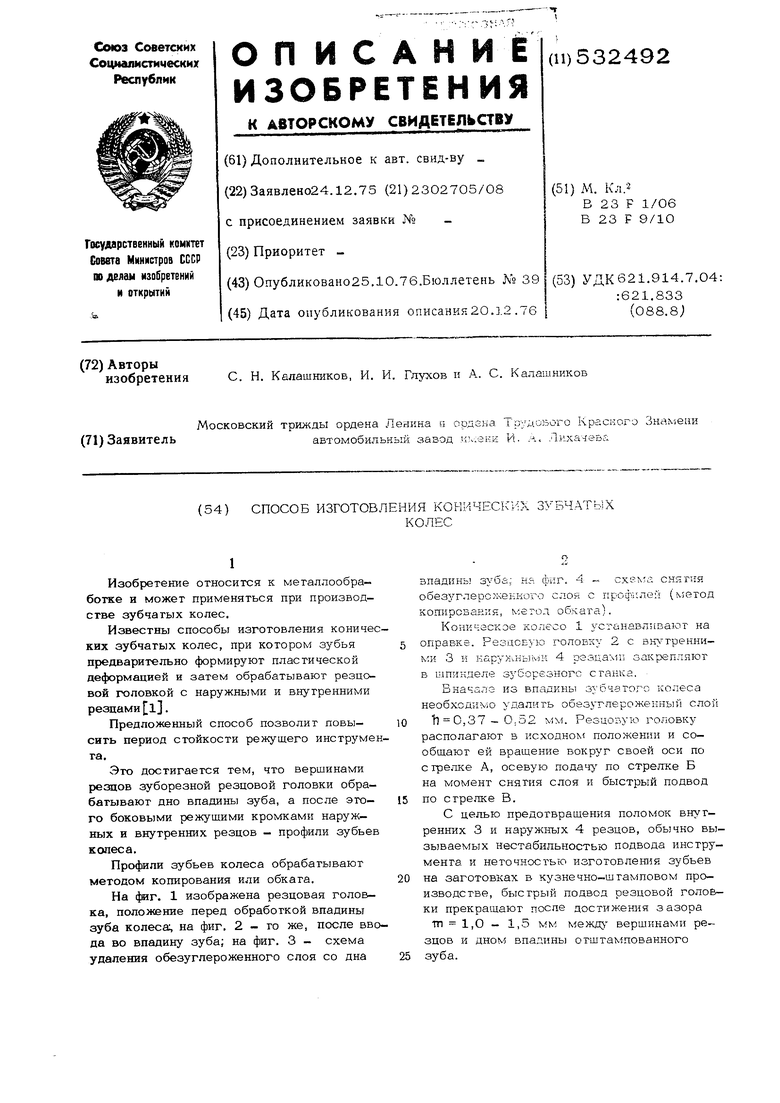
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| СПОСОБ УДАЛЕНИЯ МАТЕРИАЛА ВПАДИНЫ МЕЖДУ ЗУБЬЯМИ ЦИЛИНДРИЧЕСКОГО АРОЧНОГО ЗУБЧАТОГО КОЛЕСА | 2019 |
|
RU2749955C1 |
| Резцовая головка | 1973 |
|
SU486653A1 |
| Способ нарезания пары зубчатых колес | 1983 |
|
SU1164010A1 |
| Резцовая головка | 1982 |
|
SU1039656A1 |
| Способ нарезания обкаткой дуговых зубьев конических колес | 1971 |
|
SU550247A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговыми зубьями | 1983 |
|
SU1093447A2 |
| Способ нарезания цилиндрических зубчатых колес с криволинейными по длине зубьями | 1989 |
|
SU1726169A1 |