Изобретение относится к металлообработке и может применяться при производстве зубчатых колес.
Известен способ чернового нарезания конических колес с круговыми зубьями двухрядной зуборезной головкой за несколько циклов, в каждом из которых, включающем рабочую подачу врезания, ускоренный отвод и делительный поворот колеса, производят нарезание двух межзубцовых впадин 1.
Однако в известном способе производящая поверхность наружного ряда резцов зуборезной головки не будет поверхностью зуба производящего колеса, а следовательно, при двойном делении не будет обеспечена необходимая равномерность припуска на чистовую обработку впадин, прорезанных этим рядом,, что приводит в дальнейщем к снижению производительности.
Известен инструмент для нарезания цилиндрических зубчатых деталей по способу зуботочения, в пазах корпуса которого закреплены два ряда разновысоких резцов, имеющих механизм зажима, включающий клин 2.
Однако этот инструмент не предназначен для нарезания конического колеса с круговым зубом.
Известна черновая зуборезная головка для нарезания конических колес с круговыми зубьями, в радиальных пазах корпуса которой по концентрическим окружностям торца размещены два ряда резцов с механизмом их зажима 3.
Однако она имеет низкую производительность.
Цель изобретения - повышение производительности.
Цель достигается тем, что согласно способу чернового Нарезания конических колес в первом цикле производят прорезание одной впадины на полную высоту зуба, а второй - на 0,5-0,7 глубины, в последующих циклах обработки после длительного поворота колеса, который производят на один зуб, сообщают дополнительное ускоренное движение головке на 0,3-0,5 высоты зуба, после чего включают рабочую подачу врезани
Для достижения цели в зуборезной головке высота внещнего ряда резцов выполнена меньше, чем высота внутреннего ряда, при этом механизм крепления резцов представляет собой обойму с размещенными в ней клином, цилиндрическим плунжером, расположенным перпендикулярно оси клина и имеющим на одном торце скос, равный углу клина, на другом торце - сферическую поверхность, предназначенную для взаимодействия с резцами, и на цилиндрической поверхности две параллельные лыски
выполненные с возможностью взаимодействия с пазом корпуса.
При этом высота внещнего ряда резцов составляет 0,5-0,7 высоты внутреннего ряда.
На фиг. 1 представлена схема обработки двух межзубцовых впадин, первый цикл; на фиг. 2 - то же, второй цикл; на фиг. 3 - черновая зуборезная головка, общий вид; на фиг. 4 - механизм крепления резцов.
Способ чернового нарезания конических колес 1 с круговыми зубьями производят двухрядной головкой 2 с разновысотными рядами 3 и 4 резцов.
Нарезание производят за несколько циклов, в каждом из которых прорезают две межзубцовые впадины, причем в первом цикле одна впадина А прорезана на полную расчетную глубину резцом 4, а вторая В на 0,5-0,7 расчетной глубины резцом 3.
Обработку впадин на первом цикле производят на рабочей подаче врезания. После чего производят ускоренный отвод головки 2 и длительный поворот колеса на один зуб. Затем начинается второй цикл обработки. Впоследствии аналогично производят обработку на всех циклах.
Таким образом, все циклы обработки, кроме первого, включают ускоренный подвод головки 2 на высоту 0,3-0,5 зуба, рабочую подачу, отвод головки 2 и делительный поворот на один зуб обрабатываемого колеса 1. Производят ускоренный подвод головки 2 на расстояние, равное 0,3-0,5 высоты зуба. При этом резцы 4, имеющие большую высоту, вводят в предварительно прорезанную впадину В, а резцы 3, имеющие меньшую высоту, отстоят от колеса на расстоянии ДН . Затем включают рабочую подачу, при которой резцы 4 прорезают предварительно обработанную впадину на расчетную глубину, рдвную высоте зуба, а резцы 3 производят прорезание соседней впадины на глубину 0,5-0,7 расчетной.
Черновая зуборезная головка,для нарезания конических колес 1 с круговыми зубьями состоит из корпуса 5, обоймы 6 и расположенных концентрично по торцу головки двух рядов резцов, наружного 3 и внутреннего 4. Резцы выполнены разновысотными и высота резцов наружного ряда составляет 0,5-0,7 высоты резцов внутреннего ряда. Резцы закреплены в радиально расположенных пазах 7 корпуса 5. Крепление резцов в пазу осуществлено размещенными в обойме 6 винтом 8, клином 9 и плунжером 10. На одном конце плунжера 10 выполнена сфера 11, а на цилиндрической поверхности плунжера две параллельные лыски 12 с возможностью взаимодействия со стенками паза. На плунжере выполнена

| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| СПОСОБ НАРЕЗАНИЯ КРУГОВЫХ ЗУБЬЕВ КОНИЧЕСКИХ КОЛЕС | 1995 |
|
RU2106939C1 |
| Зуборезная головка | 1983 |
|
SU1121111A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС ГИПОИДНОЙ ПЕРЕДАЧИ | 1996 |
|
RU2111094C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС С КРИВОЛИНЕЙНЫМИ ЗУБЬЯМИ | 1998 |
|
RU2123410C1 |
| Зуборезная головка | 1990 |
|
SU1787714A1 |
| Способ нарезания зубьев прямозубых конических колес | 1977 |
|
SU671948A2 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| Черновая двухсторонняя резцовая головка | 1970 |
|
SU365916A1 |
1. Способ чернового нарезания конических колес с круговыми зубьями двухрядной зуборезной головкой за несколько циклов, в из которых, включающем рабочую подачу врезания, ускоренный отвод головки и делительный поворот колеса, производят нарезание двух межзубцовых впадин, отличающийся тем, что, с целью повышения производительности, в первом цикле осуществляют прорезание одной П. .v;.-; дины на полную высоту зуба, а второй - на 0,5-0,7 глубины, в последующих циклах после делительного поворота колеса, который производят на один зуб, сообщают дополнительное ускоренное движение головке на 0,3-0,5 высоты зуба, после чего включают рабочую подачу врезания. 2.Черновая резцовая головка для нарезания конических колее с круговыми зубьями, в радиальных пазах корпуса которой по двум концентрическим окружностям торца установлены резцы с механизмами их крепления, отличающаяся тем, что, с целью повышения производительности, высота внешнего ряда резцов выполнена меньшей, чем высота внутреннего ряда, а механизм крепления представляет собой обойму с размещенными в ней клином, цилиндрическим плунжером, расположенным перпендикулярно оси клина и имеющим на одном торце скос, равный углу клина, на другом торце - сферическую поверхность, предназначенную для взаимодействия с резцами, и на цилиндрической поверхности две параллельйые лыски, выполненные с возможностью взаимодействия с пазом корпуса. 3.Головка по п. 2, отличающаяся тем, что высота внешнего ряда резцов составляет 0,5-0,7 высоты внутреннего ряда.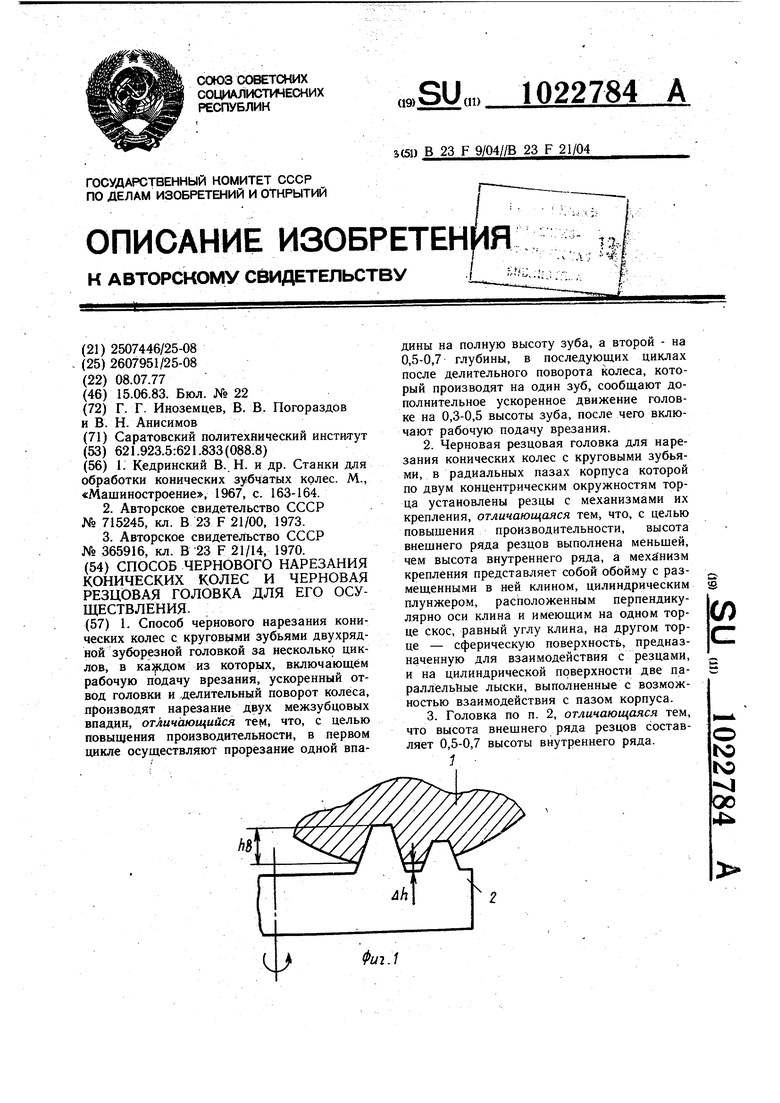
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Н | |||
| и др | |||
| Станки для обработки конических зубчатых колес | |||
| М., «Машиностроение, 1967, с | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
