Изобретение относится к области машиностроения, в частности к производству механизмов сжатия оборудования для контактной сварки.
Целью изобретения является повьше ние качества сварных соединений, увеличение диапазо.на свариваемых толщин за счет стабилизации усилия сжатия и упрощения обслуживания.
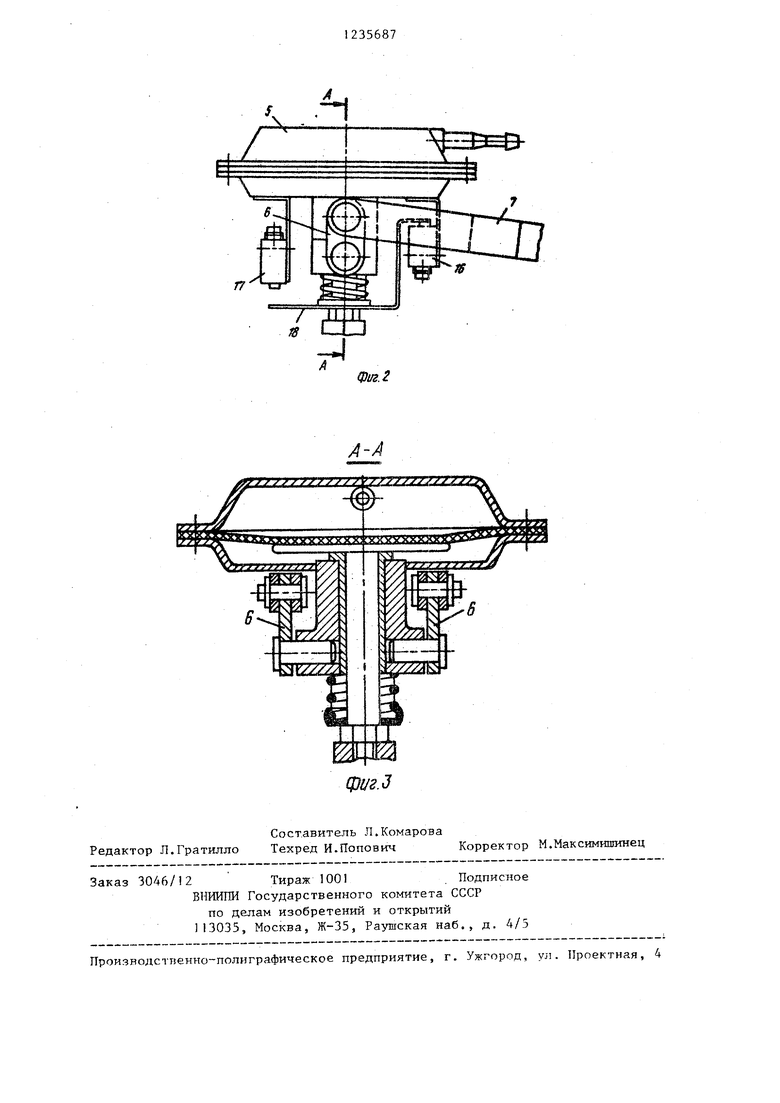
На фиг.1 схематично изображен механизм сжатия машины для контактной точечной сварки; на фиг.2 - пневмо-, дозировщик усилия сжатия в соединении с рычагом; на фиг.З - разрез А-А на фиг.2.
Механизм включает в себя установленный на корпусе машины кронштейн 1 в направляющих качения которого размещен шток 2. На штоке 2 закреплен электрододержатель 3 с гибкой шиной от трансформатора, в электрододержа- теле установлен электрод 4. В верхней части штока 2 закреплен на резьбе пневмодозировщик 5, ступица кото - рого шарнирно через цапфы-пальцы соединена с двумя серьгами 6, которые шарнирно соединены с концом двуплечего рычага 1, Рычаг 7 средней частью установлен шарнирно на кронштейне , вторым плечом шарнирно соединен с штоком пневмопривода 8 (пневмокамеры пневмоцилиндра) и с рычажно-педаль- ным механизмом 9, являющимся ножным приводом. Шарнирно сопрягаемая с рычагом тяга педали имеет телескопическое соединение для относительного продольного перемещения.
Под передним плечом рычага 7 на кронштейне установлен регулировочный винт 10.
Пневмопривод 8 установлен шарнирно на плече двуплечего рычага 11, соединенного шарнирно с корпусом. Второе плечо рычага 11 подпружинено относительно корпуса пружиной 12, жестко связанная с ним планка воздействует на кнопку установленного на корпусе переключателя 13, дающего сигнал на включение сварки.
Под подвижным электродом 4 установлен на корпусе изолированно от него кронштейн с электрододержателем 14 и электродом 15.
На корпусе дозировпщка 5 установлены переключатели 16 и 17, на которые воздействуют двумя концами установленная на штоке дозировщика контактная пластина 18, При прогибе пру
5
0
5
0
5
0
5
O
5
жины и диафрагмы дозировщика 5 пластина 18 отпускает кнопку переключателя 16, после чего подается сигнал на сварку, при дальнейшем прогибе пластина 18 воздействует на переключатель 17, даюпшй аварийный сигнал о перегибе диафрагмы дозировщика 5.
Замкнутый объем пневмодозировщи- ка 5 соединен гибкой трубкой с регулятором-воздухораспределителем 19, с помощью которого можно установить требуемое давление воздуха в замкнутом объеме пневмодозировщика, т.е. установить заданную жесткость упругого элемента, определяющего усилие сжатия механизма на электродах.
Механизм работает следующим образом.
С помощью регулятора-воздухораспределителя 19 устанавливают требуемое давление воздуха в пневмодозиров- щике 5, соответствующее заданному усилию сжатия на электродах.
Установив необходимые режимы на электрических блоках машины, располагают свариваемые детали на электроде 15, нажимают педаль рычажно-педаль- ного механизма 9. Рычаги и тяги проворачиваются перемещают шток 2 до соприкосновения электрода 4 со свариваемыми деталями, шток пневмопривода 8 при этом свободно перемещается.
Включают пневмопривод 8, шток которого через рычаги, тяги, пневмодозировщик, шток с электродом сжимает свариваемые детали до требуемого усилия. Усилие на электроды передается через щток пневмодозировщика 5, который перемещается относительно корпуса, прогибая диафрагму и пружину пневмодозировщика. При прогибе диафрагмы и пружины пневмодозировщика 5 пластина 18 отпускает кнопку переключателя 16. После чего подается , сигнал на сварку. При дальнейшем прогибе, пластина 18 воздействует на переключатель 17, который дает аварийный сигнал о перегибе диафрагмы.
Регулировочный винт 10 устанавливают таким образом, чтобы он являлся jTiopoM для рычага 7 при сжатии злек- трода1 ГИ свариваемых изделий в положении, когда кнопка переключателя 16 пластиной 18 отпущена, кнопка переключателя 17 не задействована.
При срабатывании пневмопривода 8, когда рычаг 7 пришел в соприкоснове31
ние с винтом 10 и дальше не проворачивается, проворачивается рьмаг II, отжимая жесткую пружину 12, в результате чего отпускается кнопка переключателя 13, подается второй сигнал на сварку. В данный момент кснлие сжатия электродов стабилизировано, не нарастает. Происходит сварка.
При отпускании педали, отключении пневмопривода механизм приходит в первоначальное исходное положение н готов к очередной операции. При автоматическом отключении пневмопривода 8 после срабатьгаания переключателей 16 и 13 и включении его при обратном срабатывании механизм работает в ав- то| атическом режиме по заданной программе до 4200 операций в час.
По техническим данным машины типа МТК-1601, TKM-I7 и машины МТК-2001,
235687
имеющей предлагаемый механизм, можно определить основные показатели, которые обуславливают экономическую эффективность и. представлены в таб- 5 лице.
Наибольшая длительная производитель- ность сварки, ч
Наработка на отказ, ч
2200
1000
2500
1500
20
фиг.1
17
фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм сжатия машин для контактной точечной сварки | 1981 |
|
SU975281A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1214364A1 |
| Пневмопривод машины для контактной точечной сварки | 1990 |
|
SU1759582A1 |
| Механизм сжатия машины для микросварки | 1982 |
|
SU1047636A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1798088A1 |
| Клещи для контактной точечной сварки | 1988 |
|
SU1824274A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1993 |
|
RU2042486C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 1972 |
|
SU356069A1 |
| Клещи для контактной точечной сварки | 1983 |
|
SU1131619A1 |

Редактор Л.Гратилло
Составитель Л.Комарова
Техред И.Попович Корректор М.Максимишинец
Заказ 3046/12 Тираж 1001. Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| МЕХАНИЗМ СЖАТИЯ МАШИНЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU305971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм сжатия машины для контактной точечной сварки | 1979 |
|
SU772766A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм сжатия машин для контактной точечной сварки | 1981 |
|
SU975281A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
