Изобретение относится к металлообработке и может быть использовано при обработке деталей с криволинейными образующими.
Цель изобретения - расширение технологических возможностей способа точения деталей инструментом с монотонно изменяющейся кривизной образующей исходной инструментальной поверхности и поворачивающимся в направлении наиболее полного прилегания образующих инструмента и детали.
Указанная цель достигается тем, что инструменту придают дополнительное движение поворота вокруг оси, перпендикулярной к оси вращения детали или к образующей профиля и проходящей через точку контакта поверхности детали и исходной инструментальной поверхности.
Указанное поворотное движение направляют в сторону наиболее полного прилегания образующих поверхности детали и исходной инструментальной поверхности. При этом появляется возможность обрабатывать детали с криволинейным профилем с больщим диапазоном изменения кривизны.
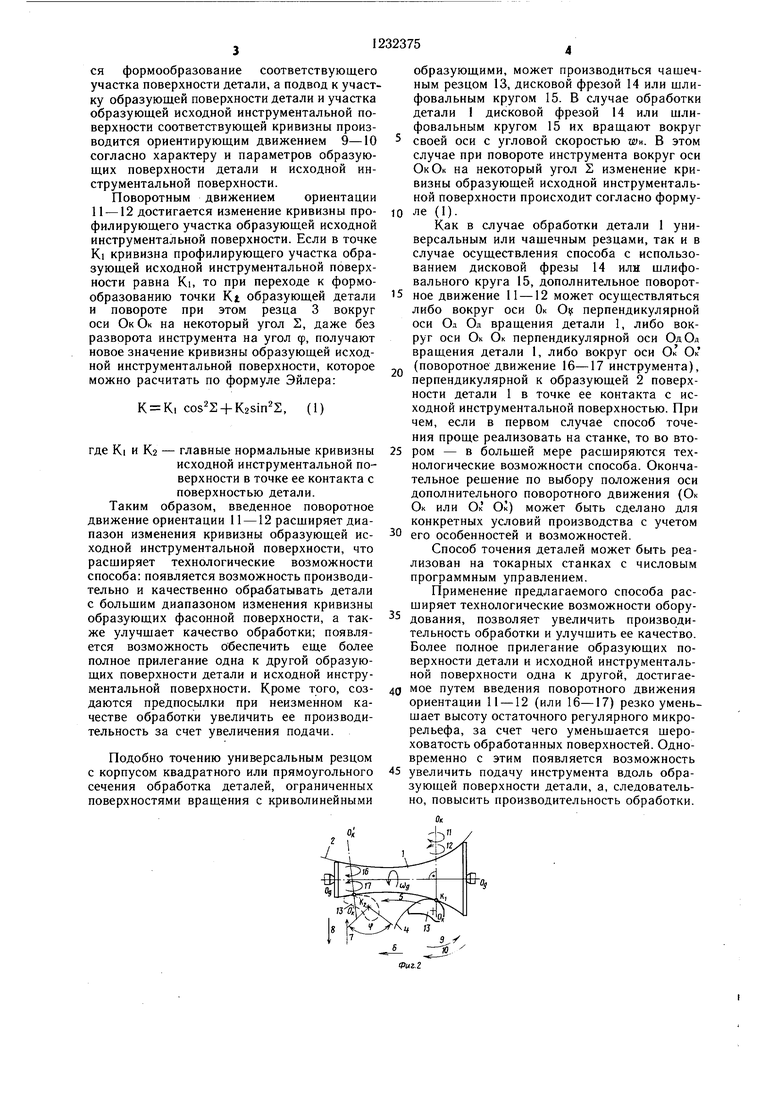
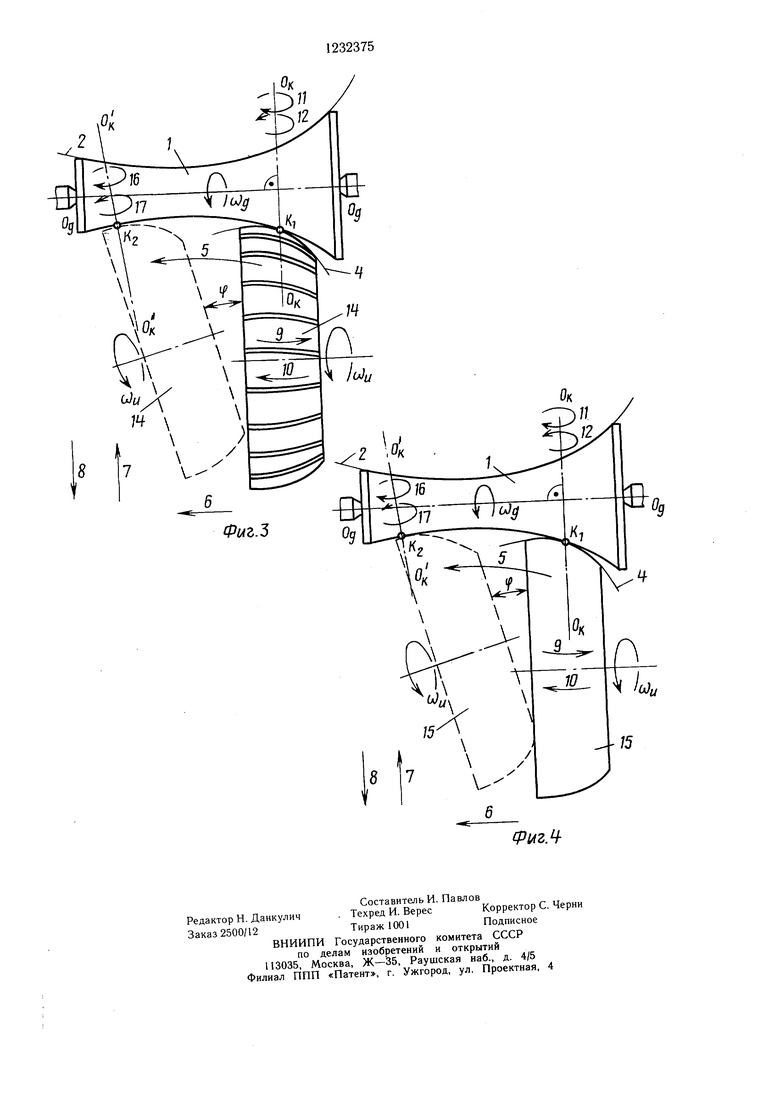
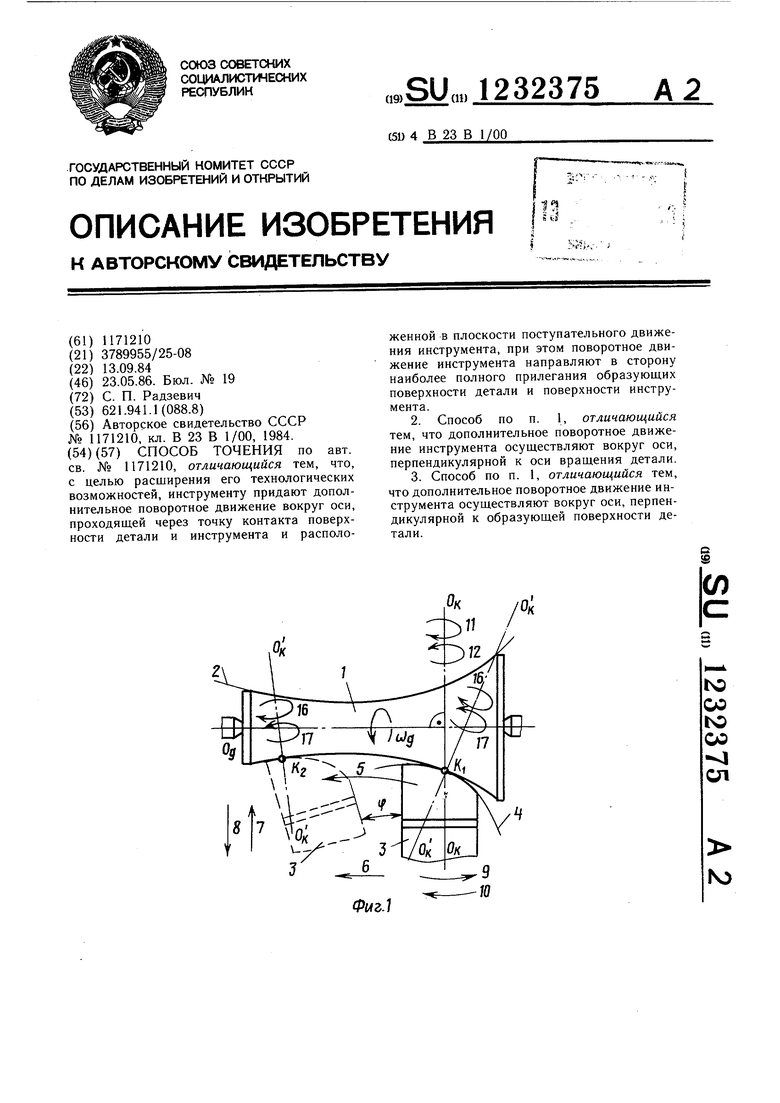
На фиг. 1 показана схема точения деталей с криволинейными образующими проходным резцом с криволинейной режущей кромкой, с монотонно изменяющейся кривизной; на фиг. 2 - схема точения деталей с криволинейными образующими чащечным резцом; на фиг. 3 - схема обработки деталей с криволинейными образующими дисковой фрезой; на фиг. 4 - схема обработки деталей с криволинейным профилем щлифовальным кругом.
Согласно способу точения детали 1, ограниченной поверхностями вращения с криволинейной образующей 2 переменной кривизны, обработка производится резцом 3 с монотонно изменяющейся кривизной образующей 4 исходной инструментальной поверхности. Заготовке 1 придают вращение вокруг своей оси Од Од с угловой скоростью а инструмент перемещают в осевой плоскости детали 1 (в плоскости чертежа фиг. 1) вдоль ее образующей 2 в направлении 5. Перемещение резца 3 вдоль образующей 2 детали 1 в направлении 5 может осуществляться путем его перемещения вдоль оси Од Од детали 1 в направлении 6 и нормально к этому направлению к оси Од Од детали 1 в направлении 7 и обратно в направлении 8. При этом инструменту придают возвратное поворотное движение ориентации 9-10, которое осуществляют в осевой плоскости детали 1 путем качения со скольжением образующей исходной инструментальной поверхности по образующей 2 поверхности детали 1 в направлении наиболее полного прилегания этих образующих 2 и 4 к другой и которое зависит от характера криволинейности обрабатываемой поверхности.
При обработке детали 1 с монотонно изменяющейся кривизной образующей 2, движением 9-10 инструмента по мере перемещения вдоль образующей 2 поверхности детали 1 поворачивают монотонно в одном направлении, а при обработке детали 1 с переменным характером изменения кривизны ее образующей (не показано), по мере перемещения инструмента вдоль образующей поверхности детали, движением 9, 10 его поворачивают то в одном, то в противоположном направлении.
Кроме того, инструменту 3 придают дополнительное поворотное движение 11 -12, которое осуществляют вокруг оси Ок Ок, проходящей через точку Ki контакта поверх5 ности детали 1 и и(ходной инструментальной поверхности перпендикулярно оси Од Од вращения детали 1 и расположенной в плоскости его поступательного движения в направлении 5. Поворотное движение
Q 11 -12 направляют в сторону наиболее полного прилегания друг к другу образующих 2 и 4 поверхности детали 1 и исходной инструментальной поверхности.
При обработке детали 1 с монотонно изменяющейся кривизной образующей 2 пово5 ротным движением 11 -12 инструмент по мере перемещения вдоль образующей 2 монотонно поворачивают в одном направлении, а при обработке детали 1 с переменным характером изменения кривизны ее образующей, по мере перемещения инструмента
0 вдоль образующей поверхности детали, движением 11 -12 его поворачивают то в одном, то в другом направлении.
Пример. Деталь 1 с криволинейной образующей 2 вращают вокруг оси Од Од с угловой скоростью Wg, а инструмент с монотонно изменяющейся кривизной образующей перемещают вдоль оси детали в направлении бив поперечном направлении 7 или 8 и за счет движений ориентации 9-10 и 11 -12 поворачивают относительно детаQ ли 1. Резец 3 при переходе от формообразования точки Ki образующей 2 детали I к формообразованию ее точки К2 поворачивают на угол ср и на некоторый угол S вокруг оси. Ок Ок. В результате этого каждый участок профиля образующей 2 поверхности детали 1
5 будет формообразован участком образующей исходной инструментальной поверхности, кривизна которого близка к кривизне соответствующего участка образующей 2. Поскольку обработка детали I производится инструментом с переменной кривизной обра0 зующей исходной инструментальной поверхности, то при обработке любого профиля детали на образующей исходной инструментальной поверхности всегда можно выделить участок, кривизна которого минимально от- личается от кривизны соответствующего участка образующей поверхности детали. Указанным участком образующей исходной инструментальной поверхности и производится формообразование соответствующего участка поверхности детали, а подвод к участку образующей поверхности детали и участка образующей исходной инструментальной поверхности соответствующей кривизны производится ориентирующим движением 9-10 согласно характеру и параметров образующих поверхности детали и исходной инструментальной поверхности.
Поворотным движением ориентации 11 -12 достигается изменение кривизны профилирующего участка образующей исходной инструментальной поверхности. Если в точке Ki кривизна профилирующего участка образующей исходной инструментальной поверхности равна Кь то при переходе к формообразующими, может производиться чашечным резцом 13, дисковой фрезой 14 или шлифовальным кругом 15. В случае обработки детали дисковой фрезой 14 или шлифовальным кругом 15 их вращают вокруг
5 своей оси с угловой скоростью w. В этом случае при повороте инструмента вокруг оси ОкОк на некоторый угол Z изменение кривизны образующей исходной инструментальной поверхности происходит согласно форму10 ле (1).
Как в случае обработки детали 1 универсальным или чашечным резцами, так и в случае осуществления способа с использованием дисковой фрезы 14 или шлифовального круга 15, дополнительное поворотобразованию точки Kt образующей детали 5 ное движение 11 -12 может осуществляться
либо вокруг оси Ок перпендикулярной оси Од Од вращения детали 1, либо вокруг оси Ок Ок перпендикулярной оси Од Од вращения детали 1, либо вокруг оси Ок Ок
и повороте при этом резца 3 вокруг оси Ок Ок на некоторый угол S, даже без разворота инструмента на угол ф, получают новое значение кривизны образующей исходной инструментальной поверхности, которое о (поворотное движение 16-17 инструмента),
перпендикулярной к образующей 2 поверхности детали 1 в точке ее контакта с исходной инструментальной поверхностью. При чем, если в первом случае способ точения проще реализовать на станке, то во втоглавные нормальные кривизны 25 ром - в большей мере расширяются технологические возможности способа. Окончательное решение по выбору положения оси дополнительного поворотного движения (Ок Ок или Ок Ок) может быть сделано для
можно расчитать по формуле Эйлера: K Ki cos2E + K2sin 2, (1)
где Ki и К2
исходной инструментальной поверхности в точке ее контакта с поверхностью детали. Таким образом, введенное поворотное движение ориентации 11 -12 расширяет диапазон изменения кривизны образующей исходной инструментальной поверхности, что расширяет технологические возможности способа: появляется возможность производительно и качественно обрабатывать детали с большим диапазоном изменения кривизны образующих фасонной поверхности, а так- 35 же улучшает качество обработки; появляется возможность обеспечить еще более полное прилегание одна к другой образующих поверхности детали и исходной инструконкретных условии производства с учетом 30 его особенностей и возможностей.
Способ точения деталей может быть реализован на токарных станках с числовым программным управлением.
Применение предлагаемого способа расширяет технологические возможности оборудования, позволяет увеличить производительность обработки и улучшить ее качество. Более полное прилегание образующих поверхности детали и исходной инструментальной поверхности одна к другой, достигаементальной поверхности. Кроме того, соз- 40 путем введения поворотного движения
ориентации 11 -12 (или 16-17) резко уменьшает высоту остаточного регулярного микрорельефа, за счет чего уменьшается шероховатость обработанных поверхностей. Одновременно с этим появляется возможность
даются предпосылки при неизменном качестве обработки увеличить ее производительность за счет увеличения подачи.
Подобно точению универсальным резцом
ориентации 11 -12 (или 16-17) резко уменьшает высоту остаточного регулярного микрорельефа, за счет чего уменьшается шероховатость обработанных поверхностей. Одновременно с этим появляется возможность
с корпусом квадратного или прямоугольного 45 увеличить подачу инструмента вдоль обрасечения обработка деталей, ограниченных поверхностями вращения с криволинейными
зующеи поверхности детали, а, следовательно, повысить производительность обработки.
образующими, может производиться чашечным резцом 13, дисковой фрезой 14 или шлифовальным кругом 15. В случае обработки детали дисковой фрезой 14 или шлифовальным кругом 15 их вращают вокруг
5 своей оси с угловой скоростью w. В этом случае при повороте инструмента вокруг оси ОкОк на некоторый угол Z изменение кривизны образующей исходной инструментальной поверхности происходит согласно форму0 ле (1).
Как в случае обработки детали 1 универсальным или чашечным резцами, так и в случае осуществления способа с использованием дисковой фрезы 14 или шлифовального круга 15, дополнительное поворот5 ное движение 11 -12 может осуществляться
конкретных условии производства с учетом его особенностей и возможностей.
Способ точения деталей может быть реализован на токарных станках с числовым программным управлением.
Применение предлагаемого способа расширяет технологические возможности оборудования, позволяет увеличить производительность обработки и улучшить ее качество. Более полное прилегание образующих поверхности детали и исходной инструментальной поверхности одна к другой, достигае путем введения поворотного движения
ориентации 11 -12 (или 16-17) резко уменьшает высоту остаточного регулярного микрорельефа, за счет чего уменьшается шероховатость обработанных поверхностей. Одновременно с этим появляется возможность
зующеи поверхности детали, а, следовательно, повысить производительность обработки.
л
Ф :/
2х
-
Составитель И. Павлов
Редактор Н. Данкулич, Техред И. ВересКорректор С. Черни
Заказ 2500/12Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж- 35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
fPlAZ.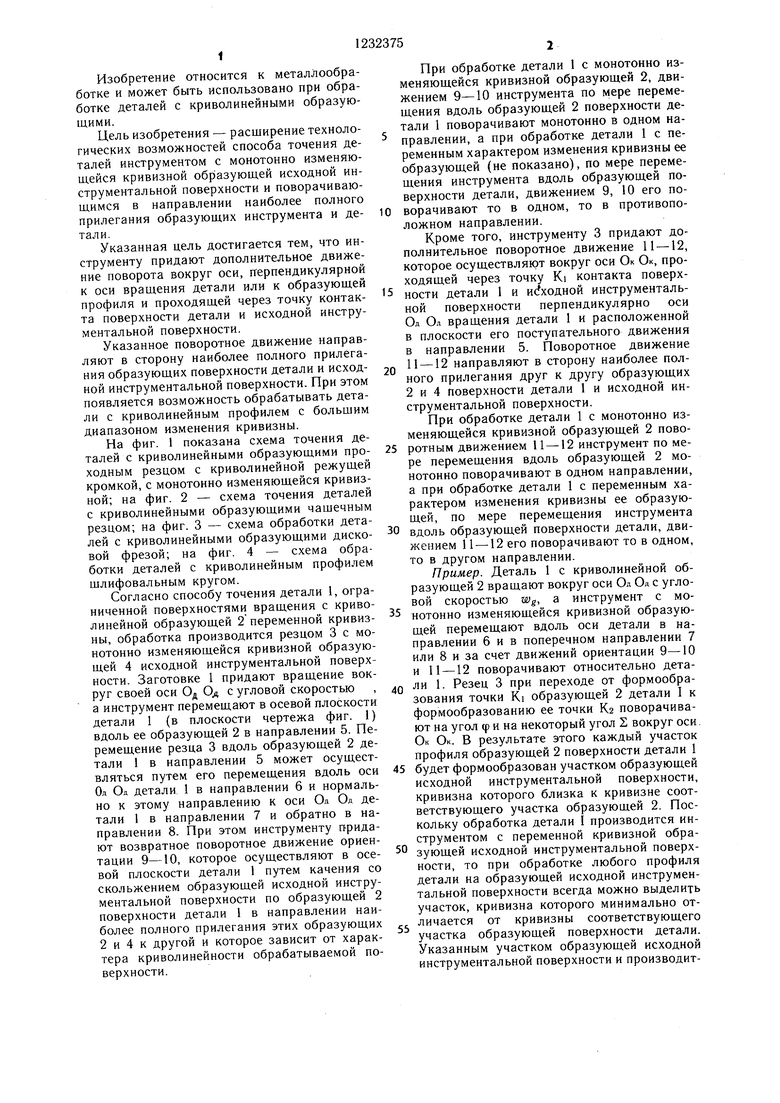
| Способ точения | 1984 |
|
SU1171210A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
