Изобретение относится к области машиностроения и может быть использовано в двигателестроении для повышения усталостной прочности и эксплуатационной надежности КШМ, в частности для высокофорсированных У-образных дизелей.
Целью изобретения является повышение усталостной прочности и эксплуатационной надежности тонкостенного бесканавочного вкладыша путем компенсации напряжений сжатия в антифрикционном слое при монтаже.
На фиг. I дан тонкостенный бесканавоч- ный вкладыш, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Вкладыш содержит металлический корпус 1, антифрикционный слой 2 и прира- боточное покрытие 3 на внутренней рабочей поверхности Н. Наружную поверхность Е корпуса вкладыша покрывают антифрикционным слоем 4, толш,ина которого h| равна сумме толпдин h антифрикционного слоя и Ьз приработочного покрытия.
При монтаже в постели кривошипной г оловки шатуна во время затяжки шатунных болтов предлагаемый тонкостенный бес- канавочный вкладыш подвергается пластическому обжатию.
/1-А поёерн1/то
у//////////////////.
Сжимающие напряжения acniax в антифрикционном слое па внутренней поверхности Я уравновешиваются и компенсируются растягивающими напряжениями Ор на наружной поверхности корпуса вкладыша, в результате чего в металлическом корпусе 1 при монтаже вкладьппа в постели кривошипной головки шатуна остаются только одни изгибающие напряжения аи, которые нейтрализуются во время затяжки шатунных болтов.
Выполнение тонкостенного бесканавочного вкладыша из трехслойной металлической ленты путем штамповки упрощает технологический процесс изготовления вкладып а по сравнению с заливкой антифрикционного слоя, так как при изготовлении вкладыша из триметаллической ленты не требуются литейная оснастка, выдержка технологических параметров литья (например, травление и обезжиривание корпуса вкладыша перед заливкой, выдержка ста- бильной температуры расплавленного антифрикционного слоя при покрытии корпуса вкладыша и т.д.).
Использование предлагаемого изобретения позволяет повысить усталостную прочность и эксплуатационную надежность тонкостенных бесканавочных вкладышей.
«
фиг. г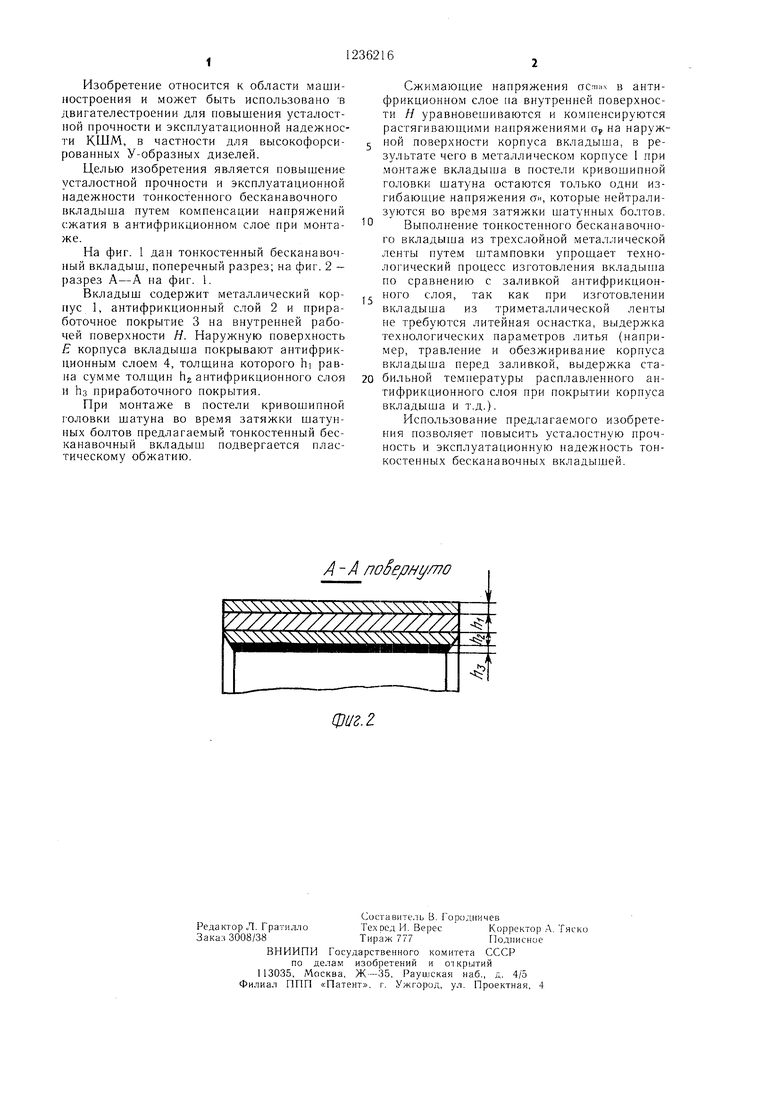
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный шатунный вкладыш коленчатого вала | 2023 |
|
RU2813220C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
| Вкладыш подшипника скольжения высокофорсированного дизеля | 1987 |
|
SU1446375A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 1991 |
|
RU2082579C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2023 |
|
RU2824409C1 |
| Тонкостенный вкладыш подшипникового узла кривошипно-шатунного механизма двигателя внутреннего сгорания | 1991 |
|
SU1809192A1 |
| Способ изготовления вкладышей подшипников скольжения | 2023 |
|
RU2803208C1 |
| Способ сборки двигателя внутреннего сгорания | 1987 |
|
SU1477926A1 |
| АКСИАЛЬНО-ПОРШНЕВАЯ МАШИНА | 1990 |
|
RU2030610C1 |
| КОЛЕНЧАТЫЙ ВАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2106547C1 |

| СПОСОБ ВЕДЕНИЯ ЭЛЕКТРОЛИЗА В АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРАХ С ОБОЖЖЕННЫМИ АНОДАМИ | 2003 |
|
RU2234558C1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Захаров С | |||
| М | |||
| и др | |||
| Подшипники коленчатых валов тепловозных дизелей | |||
| Транспорт, 1981, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
