f
Изобретение относится к измерительной технике и средствам неразрушающего контроля и может быть использовано при прогнозировании индивидуальной долговечности лопаток газотурбинных двигателей без их разрушения.
Цель изобретения - повышение точности определения долговечности рабочих лопаток газотурбинных двиг ателей за счет выбора оптимальных режимов нагружения.
На чертеже представлена блок-схема устройства, реализующего предлагаемый способ.
Устройство содержит механический зажим 1, для закрепления в нем рабочей лопатки 2, установленный на ее хвостовике преобразователь 3 акустической эмиссии, соединенный с предварительным усилителем 4, выход которого подключен к входу основного усилителя 5 и регистратор 6 для регистрации суммарной акустической эмиссии.
Акустический способ определения долговечности изделий осуществляют следующим образом.
После закрепления рабочей лопатки 2 в зажиме 1 ее подвергают предварительному статическому нагружению по первой изгибной форме в пределах упругих деформаций до нагрузки, не превышающей 0,202 предела выносливости, с целью приведения всех лопаток, претерпевших в процессе изготовления и эксплуатации различные нагрузки, в равное акустико-эмиссион- ное состояние. Под последним поднимается превышение напряжений выше эксплуатационньпс на фиксированную величину. Затем после снятия нагрузки лопатку вторично нагружают до напряжения, не превышающего 0,206 предела выносливости контролируемой лопатки. Нагружение осуществляют монотонно возрастающей нагрузкой, т.е. с постоянной скоростью изменения напряжений.. В процессе повторного нагружения принимают с помощью преобразователя 3 возникающие при этом сигналы акустической эмиссии. Принятые сигналы акустической эмиссии поступают на предварительный усилитель 4, затем подаются на основной усилитель 5 и регистрируются с помощью регистратора 6. В качестве параметра акустической
10
1236364
эмиссии используют суммарную ак
стическую эмиссию. Усталостную долговечность N контролируемой лопатки 2 определяют по эмпирической фор- j-fyne
,,432 IgN,, где N.,, , - суммарная акустическая эмиссия при повторном нагружении контролируемой лопатки. .
Величина предварительного напряжения экспериментально выбрана, равной 0,202 предела выносливо.рти, обеспечивает приведение лопаток в равное напряженное состояние с учетом нестаци- онарности действующих нагрузок. Дальнейшее увеличение предварительного напряжения нецелесообразно, поскольку ;/меньшс1ется интервал изменения напря- 20 жений, в котором производится кон- троль-ный замер параметров сигналов акустической эмиссии.
Повторное нагружение лопаток напряжением 0,206 предела выносливости является наиболее приемлемым для осуществления контрольного замера параметров сигналов акустической эмиссии и прогнозирования по полученньм данным усталостной долговечности.
15
25
30
35
40
45
50
Формула изобретения
Акустический способ определения дЬлговб;чности изделий, заключающийся в том, что контролируемое изделие статически нагружают на изгиб в об- ласти упругих деформаций, принимают .возникающие при этом сигналы акустической эмиссии и регистрируют суммарную эмиссию принятых сигналов, отличающийся тем, что, с целью повышения точности определения долговечности рабочих лопаток газотурбинных двигателей, производят предварительное нагружение контролируемой лопатки До величины напряжения,, не превышающей 0,202 предела выносливости, снимают нагрузку, затем производят повторное нагружение до величины напряжения, не превышающей 0,206 предела выносливости, а долговечность N контролируемой лопатки определяют по формуле
55
IgN 7,219-1,432 IgN
А9
где N,j - Суммарная акустическая
эмиссия при повторном нагружении.
5
0
5
0
Формула изобретения
Акустический способ определения дЬлговб;чности изделий, заключающийся в том, что контролируемое изделие статически нагружают на изгиб в об- ласти упругих деформаций, принимают .возникающие при этом сигналы акустической эмиссии и регистрируют суммарную эмиссию принятых сигналов, отличающийся тем, что, с целью повышения точности определения долговечности рабочих лопаток газотурбинных двигателей, производят предварительное нагружение контролируемой лопатки До величины напряжения,, не превышающей 0,202 предела выносливости, снимают нагрузку, затем производят повторное нагружение до величины напряжения, не превышающей 0,206 предела выносливости, а долговечность N контролируемой лопатки определяют по формуле
IgN 7,219-1,432 IgN
А9
где N,j - Суммарная акустическая
эмиссия при повторном нагружении.
niiu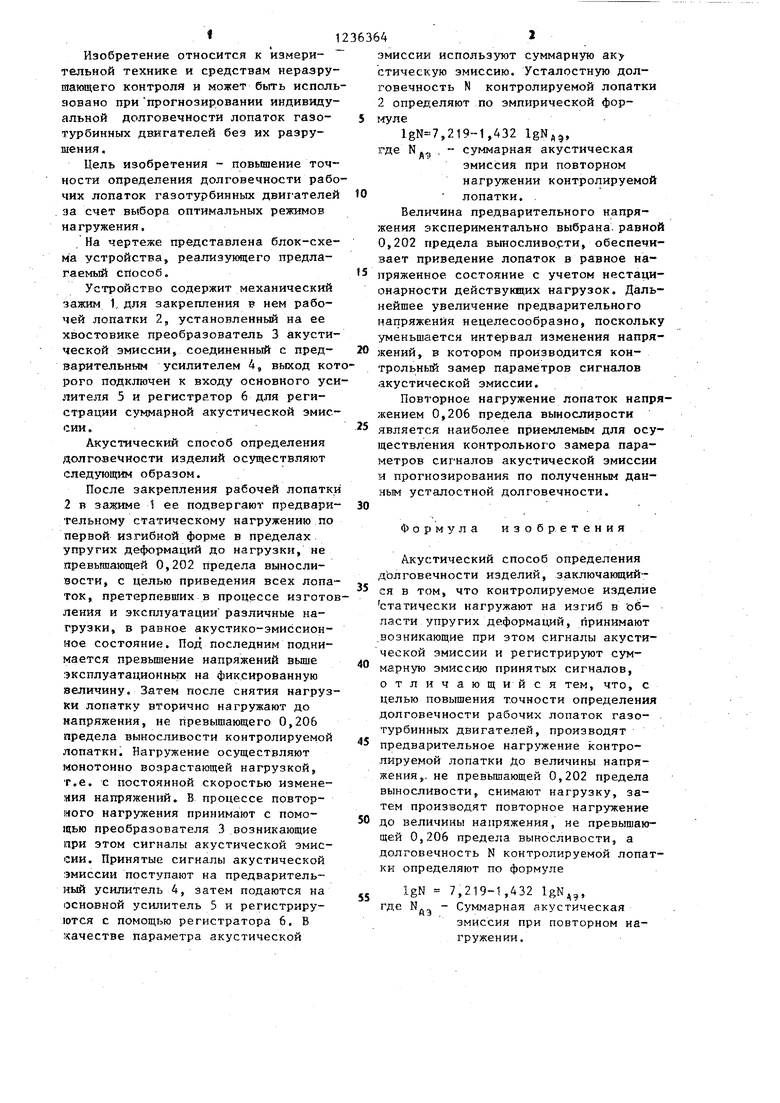
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2445616C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ РЕЛАКСАЦИОННОЙ СТОЙКОСТИ ТАРЕЛЬЧАТЫХ ПРУЖИН | 2011 |
|
RU2469310C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ДЕТАЛЕЙ | 2004 |
|
RU2293304C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448343C2 |
| Способ контроля качества лопаток турбин | 1976 |
|
SU970208A1 |
| СПОСОБ ОЦЕНКИ ПРОЧНОСТИ ЭЛЕМЕНТОВ СВАРНОГО КОРПУСА ПОДВОДНОГО АППАРАТА | 2016 |
|
RU2617195C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОГО РЕСУРСА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2361199C2 |
| Способ контроля прочности керамического изделия на изгиб | 1990 |
|
SU1758540A1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ ИЗДЕЛИЙ | 2004 |
|
RU2270444C1 |
| Способ контроля качества лопаток газотурбинных двигателей | 1979 |
|
SU953553A1 |
Изобретение относится к измерительной технике и средствам неразрутающего контроля деталей машин и может быть использовано при прогнозировании индивидуальной долговечности рабочих лопаток турбин без их разрушения. Цель изобретения - повышение точности определения долговечности рабочих лопаток газотурбинных двигателей. Контролируемую лопатку предварительно нагружают до нагрузносливости, снимают нагрузку, вторично нагружают до напряжений, не превышающих 0,206 предела выносливости, а долговечность определяют расчетным путем. 1 ил. о S
Редактор Н. Даккулич
Составитель С. Волков Техред В.Кадар
Заказ 3083/46 Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. -Проектная, 4
Корректор В, Бутяга
