В настоящее время этот процесс осуществляют с ручной, засыпкой порощка в матрицу. Предлагаемый способ, используя преимущества ротационной мащины, позволяет автоматизировать процесс прессования двухслойных деталей из металлических порошков. Достигается это путем установки двух питателей с различными порошками и подачей под них поворотным столом пресс-форм, а также использованием верхнего и нижнего профилированных кулаков для отвода пуансонов.
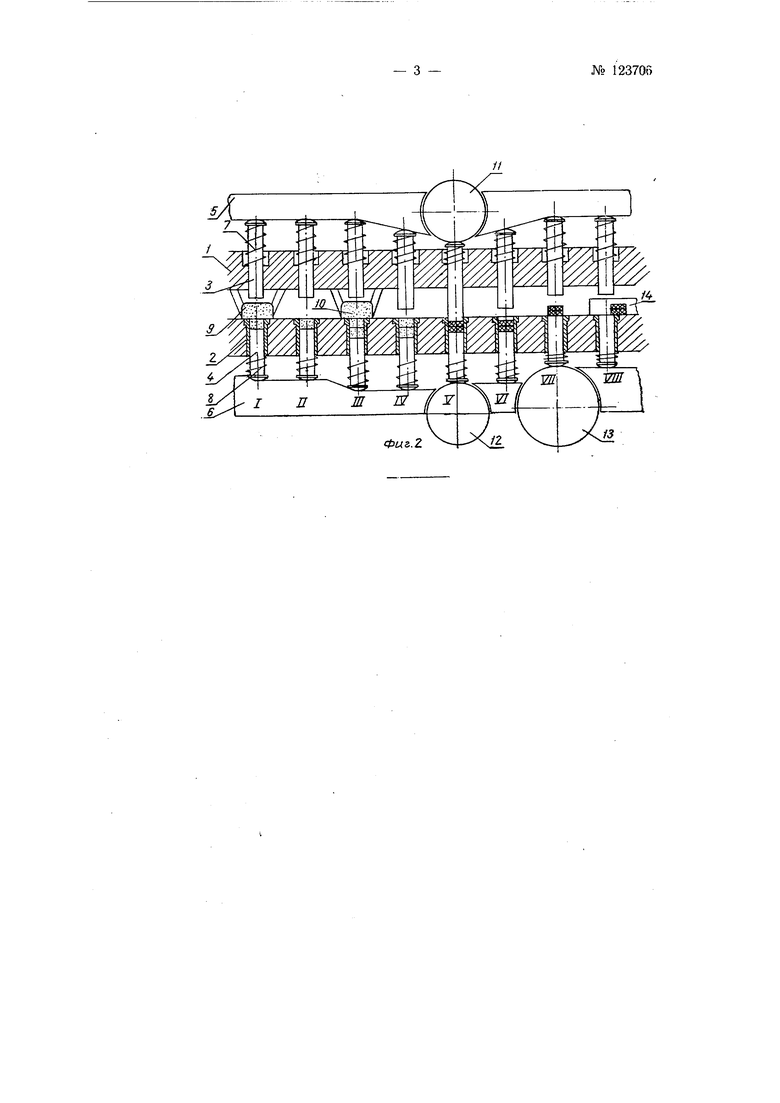
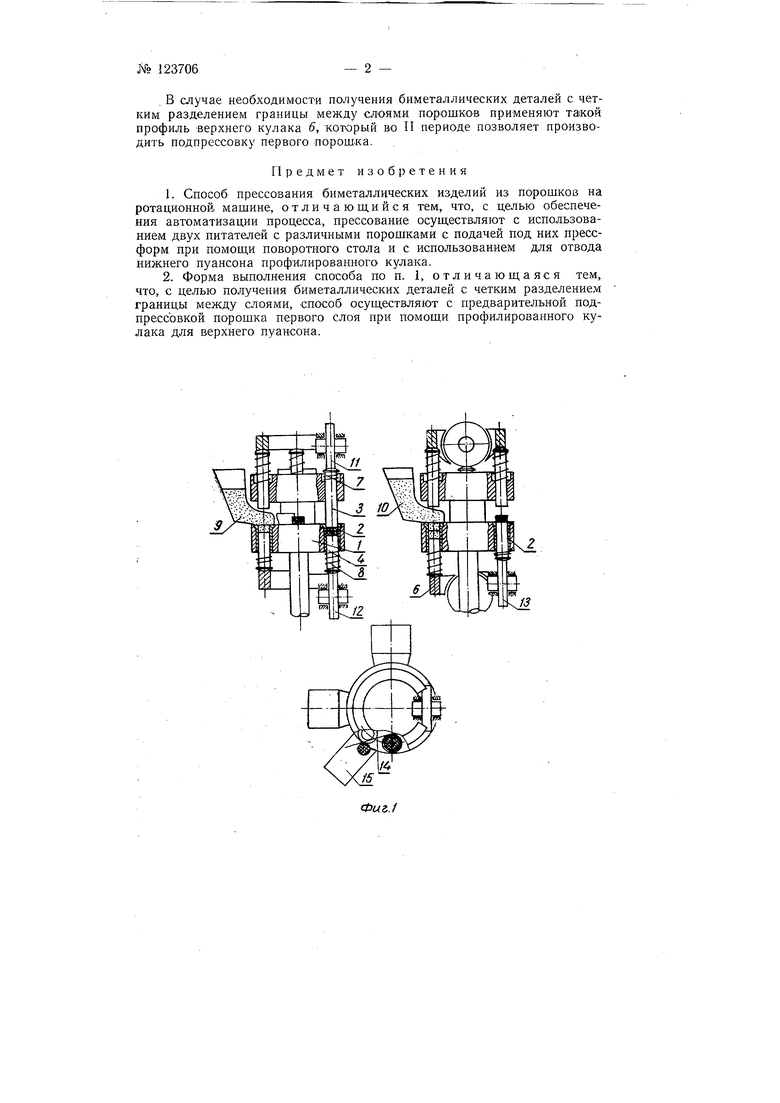
На фиг. 1 показана схема ротационной машины; на фиг. 2 - условно дана развертка на плоскости процесса прессования изделий по периодам.
Во вращающемся блоке стола / установлены матрицы 2 с пуансонами 3 н 4, перемещение которых по вертикальной оси осуществляют при помощи кулаков 5 и б и пружин 7 и 5. Для заполнения матрицы порощком имеются питатели 9 и 10. Ролики 11 и 12 обеспечивают прессование порошков, а ролик 13 - выталкивание отпрессованпого изделия из матрицы. Шибер М сталкивает изделие на лоток 15.
В I период происходит засыпка порошка в матрицу 2 из питателя 9. В III периоде пуансон 4 опускается по кулаку 6 на необходимую величину, после чего матрица из питателя 10 заполняется другим порощком. В IV периоде при помощи кулака 5 происходит опускание верхнего пуансона 3, а в V - изделие прессуется с двух сторон роликами // и 12. В VI периоде пуансон 3 поднимается под действием пружины 7 вверх, а в VII - нижний пуансон 4 выталкивает готовое изделие из матрицы при помощи ролика 13. Наконец в VIII периоде изделие шибером 14 сталкивается на лоток и далее процесс периодически повторяется сначала.
. В случае необходимости получения биметаллических деталей с четким разделением границы между слоями порошков применяют такой профиль верхнего кулака 6, который во II периоде позволяет производить подпрессовку первого порошка.
Предмет изобретения
1.Способ прессования биметаллических изделий из порошков на ротационной, машине, отличаюш,ийся тем, что, с целью обеспечения автоматизации процесса, прессование осуществляют с использованием двух питателей с различными порошками с подачей под них прессформ при помощи поворотного стола и с использованием для отвода нижнего пуансона профилированного кулака.
2.Форма выполнения способа по п. 1, отличающаяся тем, что, с целью получения биметаллических деталей с четким разделением границы между слоями, способ осуществляют с предварительной подпрессовкой по-рошка первого слоя при помощи профилированного кулака для верхнего пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования двухслойных деталей для металлических порошков | 1958 |
|
SU123708A1 |
| Устройство для прессования металлокерамических деталей с широким фланцем | 1960 |
|
SU137390A1 |
| Пресс-автомат | 1960 |
|
SU145201A1 |
| СПОСОБ ПОЛУСУХОГО ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2378110C2 |
| Револьверный пресс | 1957 |
|
SU114471A1 |
| Установка для прессования изделий из металлического порошка | 1985 |
|
SU1353574A1 |
| Устройство для прессования деталей из порошковых материалов | 1971 |
|
SU535609A1 |
| Роторный пресс | 1981 |
|
SU969541A1 |
| Устройство для прессования из порошка двухслойных изделий с горизонтальным расположением слоев | 1986 |
|
SU1502192A1 |
| Устройство для прессования порошков | 1977 |
|
SU656871A1 |