1
(21)411А626/ 23-02
(22)08.09.86
(46) 23.08.89. Бюл. 31
(72) В.И.Павленко
(53) 621.762.4(088.8)
(56) Авторское свидетельство СССР
№ 1245414, кл. В 22 F 3/02, 1985.
Авторское свидетельство СССР 1315131, кл. В 22 F 3/02, 1985.
Авторское свидетельство СССР , кл. В 22 F 3/02, 1983.
(54) УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗ ПОРОШКА ДВУХСЛОЙНЫХ ИЗДЕЛИЙ С ГОРИ- ЗОНТАЛЬНЫН РАСПОЛОЖЕНИЕМ СЛОЕВ
(57) Изобретение относится к порошковой металлургии, в частности к устройствам для прессования многослойных изделий. Целью изобретения является упрощение конструкции. Путем перемещения питателя 2 полость матрицы 1 заполн5тют порошком. Под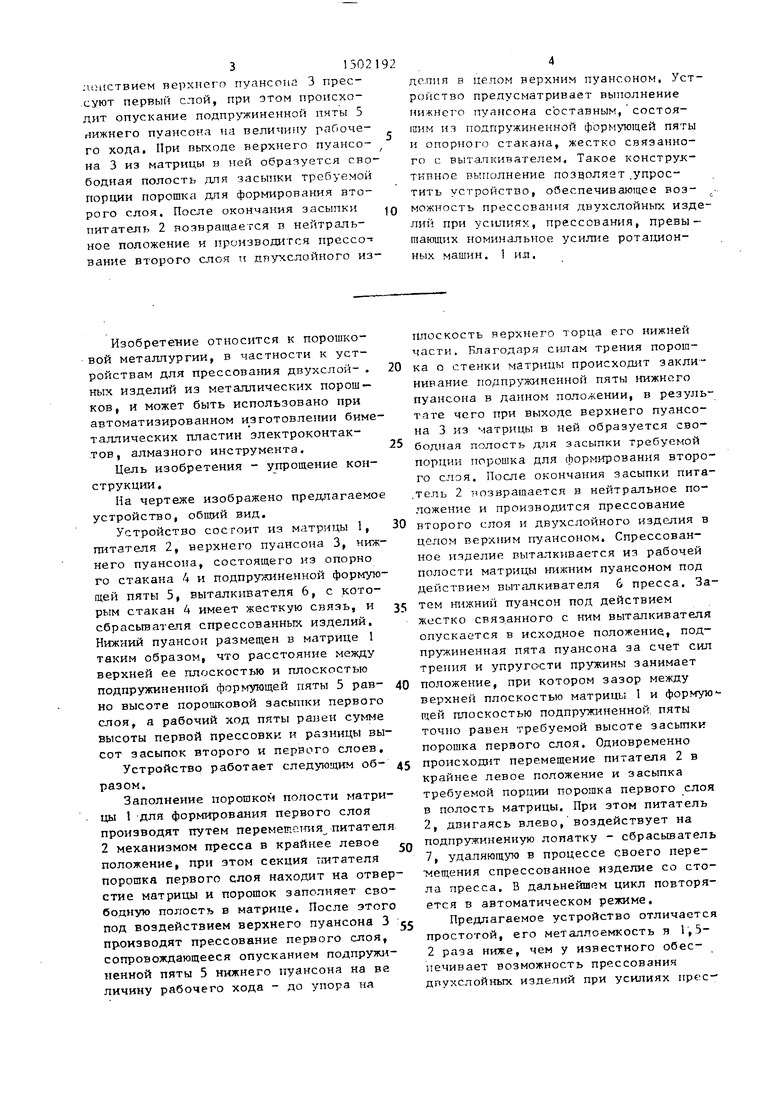
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1980 |
|
SU942889A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |
| Пресс-форма для напрессовки порошкового слоя на поверхность металлического диска | 1983 |
|
SU1144767A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1984 |
|
SU1250393A1 |
| Устройство для прессования многослойных заготовок из порошков | 1980 |
|
SU996098A1 |
| Пресс-форма для прессования изделий из порошковых материалов | 1988 |
|
SU1509181A2 |
| Способ прессования многослойных изделий из порошковых материалов с вертикальным расположением слоев | 1982 |
|
SU1026958A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
Изобретение относится к порошковой металлургии , в частности, к устройствам для прессования многослойных изделий. Целью изобретения является упрощение конструкции. Путем перемещения питателя 2 полость матрицы 1 заполняют порошком. Под действием верхнего пуансона 3 прессуют первый слой, при этом происходит опускание подпружиненной пяты 5 нижнего пуансона на величину рабочего хода. При выходе верхнего пуансона 3 из матрицы в ней образуется свободная полость для засыпки требуемой порции порошка для формирования второго слоя. После окончания засыпки питатель 2 возвращается в нейтральное положение и производится прессование второго слоя и двухслойного изделия в целом верхним пуансоном. Устройство предусматривает выполнение нижнего пуансона составным, состоящим из подпружиненной формующей пяты и опорного стакана, жестко связанного с выталкивателем. Такое конструктивное выполнение позволяет упростить устройство, обеспечивающее возможность прессования двухслойных изделий при усилиях прессования, превышающих номинальное усилие ротационных машин. 1 ил.
- 7
g
сл
ел
о
Ьд
00 N9
31502
;им1ствием верхнего пуансона 3 прес- .суют первый слой, при этом происходит опускание подпружиненной пяты 5 нижнего пуансона на пели чииу рабочего хода. При выходе верхнего пуансона 3 из матрицы в ней образуется свободная полость для засыпки требуемой порции порошка для формирования второго слоя. После окончания засыпки питатель 2 возвращается в нейтральное положение и производится прессо-г вание второго слоя т двухслойного изИзобретение относится к порошковой металлургии, в частности к устройствам для прессования двухслой- . ных изделий из металлических порошков, и может быть использовано при автоматизированном изготовлении биметаллических пластин электроконтактов, алмазного инструмента.
Цель изобретения - упрощение конструкции.
На чертеже изображено предлагаемое устройство, обшкй вид.
Устройство состоит из матрицы 1, питателя 2, верхнего пуансона 3, нижнего пуансона, состоящего из опорно го стакана 4 и подпружиненной формующей пяты 5, выталкивателя 6, с которым стакан 4 имеет жесткую связь, и сбрасьгаателя спрессованных изделий. Нижний пуансон размещен в матрице 1 таким образом, что расстояние между верхней ее плоскостью и плоскостью подпружиненной формующей пяты 5 ран- но высоте порошковой засыпки первого слоя, а рабочий ход пяты ранен сумме высоты первой прессовки и разницы высот засыпок второго и первого слоев.
Устройство работает следующим об- разом.
Заполнение порошком полости матрицы 1 ДЛЯ формирования первого слоя производят путем перемешсттия питателя 2 механизмом пресса в крайнее левое положение, при этом секция питателя порошка первого слоя находит на отверстие матрицы и порошок заполняет свободную полость в матрице. После этого под воздействием верхнего пуансона 3 производят прессование первого слоя, сопровождающееся опусканием подпружиненной пяты 5 нижнего пуансона на ве личину рабочего хода - до упора на
делия в целом верхним пуансоном. Устройство предусматривает выполнение нижнего пуансона составным, состоящим из подпружиненной формующей пяты и опорного стакана, жестко связанного с вытапкивателем. Такое конструк- ткпное вь лолнение поздоляет .упрос тить устройство, обеспечивающее воз- можность прессования двухслойных изделий при усилиях, прессования, превышающих поминальное усилие ротационных машин. 1 ил.
0
5
0 5 0
5
п
гшоскость верхнего торца его нижней части. Благодаря силам трения порошка о стенки матрицы происходит заклинивание подпружиненной пяты нижнего пуансона в данном пшто/кении, в результате чего при выходе верхнего пуансона 3 из матрицы в ней образуется свободная полость для засьшки требуемой порции порошка для формирования второго слоя. После окончания засыпки пита- .тсль 2 нозвращается в нейтральное положение и производится прессование второго слоя и двухслойного изделия в целом верхним 1туансоном. Спрессованное изделие выталкивается из рабочей полости матрицы нижним пуансоном под действием выталкивателя 6 пресса. Затем нижний пуансон под действием жестко связ.анного с ним выталкивателя опускается в исходное положение, подпружиненная пята пуансона за счет сил трения и упругости пружины занимает положение, при котором зазор между верхней плоскостью матрицы 1 и формующей плоскостью подпр ткиненной, пяты точно равен требуемой высоте засьтки порошка первого слоя. Одновременно происходит перемещение питателя 2 в крайнее левое положение и засыпка требуемой порции порошка первого слоя в полость матрицы. При этом питатель 2, двигаясь влево, воздействует на подпружиненную лопатку - сбрасыватель 7, удаляющую в процессе своего пере- мещения спрессованное изделие со стола пресса, В дапьнейшг м цикл повторяется в автоматическом режиме.
Предлагаемое устройство отличается простотой, его металлоемкость н 1,5- 2 раза ниже, чем у известного обеспечивает возможность прессования двухслойных изделий при усилиях пре.с -
сования, превышающих номинальное усилие ротационных машин, и может быть использовано на прессах-автоматах.
Формула изобретения
Устройство для прессования из порошка двухслойньпс изделий с горизон502192 ,
тальным расположением слоев, включающее матрицу, верхний и нижний пу
ансон, двухсекционный питатель и выталкиватель, отличаю.щее- с я тем, что, с целью упрощения конструкции, нижний пуансон вьтолнен составным из подпружиненной формующей пяты и опорного стакана, жестко соединенного с выталкивателем.
