Устройства для прессования металлокерамических деталей с широким фланцем в матрице с верхним и нижним пуансонами известны. Однако прессование на таких устройствах приводит к поломке фланцев.
Этот недостаток устранен благодаря применению подпружиненной втулки, взаимодействуюи;ей с подпружиненной матрицей так что нижний пуансон, воздействуя на изделие при выталкивании, обеспечивает расположение в одной горизонтальной плоскости верхних торцов матрицы и втулки.
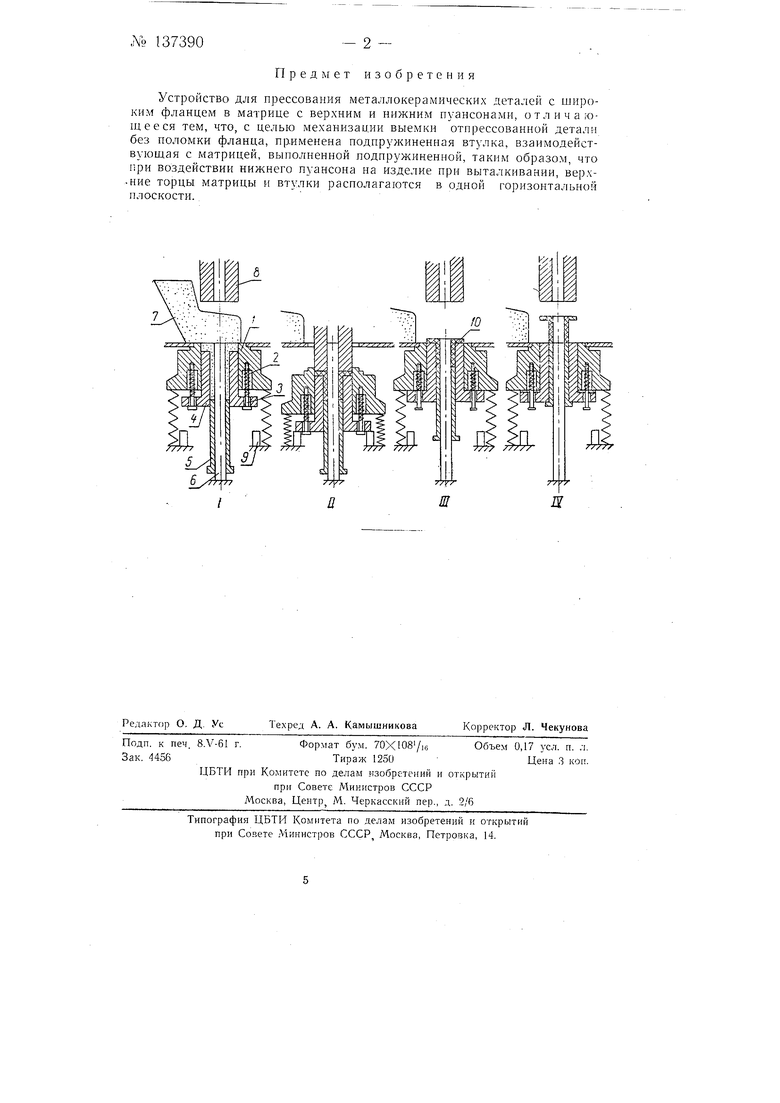
На чертеже схематично изображено устройство для прессования, представляющее собой пресс-форму в четырех рабочих положениях Оно состоит из плавающей матрицы 1, к которой на пружинах 2 винтами 3, крепится втулка 4, и из нижнего пуансона 5, образЧющего нижний торец детали, и центрального стержня 6, образу1ош,его отверстие.
В положении / изображено устройство во время его заполнения пресс-порошком. Питатель размещен над находящейся в верхнем положении матрицей, а нижний пуансон 5 (выталкиватель) находится в нижнем положении.
В положении // устройство показано в момент прессования, когда питатель 7 отведен от матрицы /, а верхний пуансон 8 опущен и прессует изделие, втулка 4 также опущена и опирается на упоры 9.
В положении /// показан процесс выталкивания отпрессованного изделия. Верхний пуансон 8 поднят вверх, а нижний пуансон 5 выталкивает изделие 10, при этом подвижная втулка 4 увлекается кверху силой трения между ее внутренней поверхностью и наружной поверхностью детали, что поддерживает фланец детали и предохраняет его от поломки во время выталкивания.
В положении fV втулка 4 упирается в матрицу J, ее перемещение прекращается и нижний пуансон 5 полностью выталкивает деталь.
2
Л 137390
Предмет изобретения
Устройство для прессования металлокерамических деталей с широким фланцем в матрице с верхним и нижним пуансонами, отличающееся тем, что, с целью механизации выемки отпрессованной детали без поломки фланца, пр.именена иодпружиненная втулка, взаимодействующая с матрицей, выполненной подпружиненной, таким образом, что при воздействии нижнего пуансона на изделие прн выталкивании, верхние торцы матрицы и втулки располагаются в одной горизонтальной плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования биметаллических изделий из порошков на ротационной машине | 1958 |
|
SU123706A1 |
| Устройство для прессования двухслойных деталей для металлических порошков | 1958 |
|
SU123708A1 |
| Пресс-автомат | 1960 |
|
SU145201A1 |
| Устройство для установки арматуры в пресс-форму | 1978 |
|
SU764987A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 1973 |
|
SU385752A1 |
| Устройство для прессования порошкообразных композиционных материалов | 1990 |
|
SU1735029A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХВТУЛОК | 1970 |
|
SU264136A1 |
| Устройство для прессования изделий из порошка | 1973 |
|
SU490686A1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1973 |
|
SU406641A1 |