Изобретение относится к металлооб работке и может быть использовано для закрепления пакета неразрезанных заготовок поршневых колец при их обработке.
Цель изобретения - повышение точ- ности закрепления посредством предотвращения проворота поршневых колец
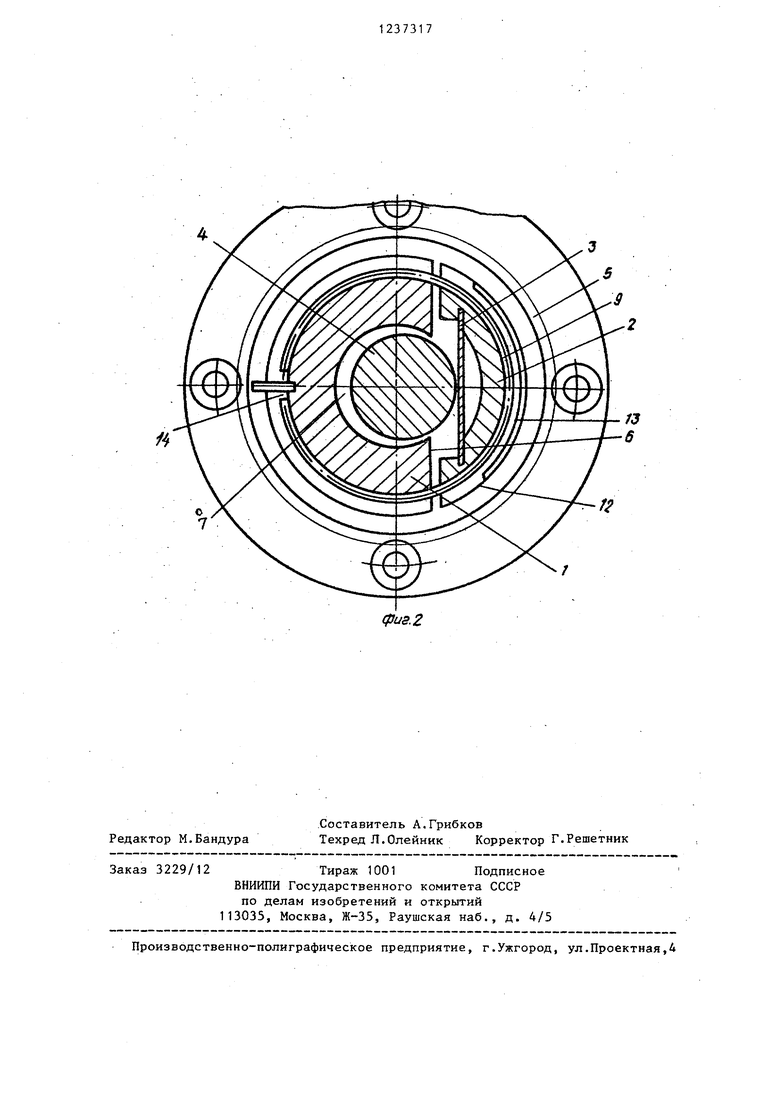
На фиг.1 представлена оправка, общий вид., разрез; на фиг. 2 - то же, вид в плане.
Оправка состоит (фиг.1) из корпуса t, зажимных сегментов 2 с установленными в них плоскими пружинами 3 и эксцентрика- 4.
Корпус 1 предназначен для ориентирования и закрепления на нем пакета заготовок поршневых колец 5. Базирующая цилиндрическая поверхность корпуса 1 вьтолнена овальной и по своей форме эквидистантна поверхности внутреннего диаметра поршневого кольца 5. Часть цилиндрической поверхности корпуса 1 сфрезерована и образует плоскость 6 фиг. 2) для размещения сегментов 2. Вдоль продольной оси корпуса 1 вьшолнено центральное отверстие 7.
Сегменты предназначены для зажима, поршневых колец 5 на оправке. Наружи-. ная (периферийная) поверхность сегментов 2 в положении зажима дополняет базирующую поверхность корпуса 1 до полной цилиндрической овальной поверхности.
На корпусе 1 и сегментах 2 выполнены (фиг.1) кольцевые проточки 8 с шагом, равным высоте спаренной заготовки поршневого кольца 5.
Глубину проточек 8 выбирают .в зависимости от величины выхода обрабатывающего инструмента при разрезке спаренных заготовок. В проточках 8 установлены упругие замковые кольца 9, удерживаюиц е сегменты на оправке.
Пакет сегментов 2 со стороны открытого торца оправки замыкается концевой шайбой 10, жестко закрепленной на корпусе 1 и образующей с пакетом
Поворотом эксцентрика 4 осуществляют перемещение сегментов 2 до упора в поршневое кольцо 5. Дальне ший поворот эксцентрика 4 деформи- рует плоские пружины, передающие
сегментов 2 минимальный осевой зазор,
необходимый для их радиального переме-50 усилие зажима через сегменты 2 на
щения.. каждую заготовку в отдельности.
Сквозь центральное осевое отверс- После зажима заготовок поршневых тие 7 корпуса 1 проходит установлен- колец 5 на оправке производится их ный в опорах 11 эксцентрик 4, контак- . обработка.
тирующий с плоскими пружинами 3 и предназначенный для создания усилия зажима заготовок поршневых колец 5 с помощью пружин 3 и сегментов 2. Для повьш1ения точности ориентирования периферийная поверхность сегментов 2 может быть вьтолнена в виде двух прижимных выступов 12, между которыми расположена впадина 13.
При необходимости использования оправки для базирования и зажима пакета заготовок сдвоенных поршневых колец 5 при их разрезке на индивидуальные кольца каждые сегмент 2 и плоская пружина 3 вьтолнены составными из двух одинаковых элементов соответственно 2 и 2, 3 и 3
высота
каждого из которых не превышает высоты индивидуальной заготовки поршневого кольца 5 или половины высоты спаренной заготовки.
Для облегчения ориентирования корпус 1 оправки может быть снабжен шпонкой 14, входящей в лунку, имеюуюся на внутреннем диаметре заготовки неразрезанного поршневого кольца 5
В исходном положении эксцентрик 4 разззернут таким образом, чтобы сегменты 2 под действием упругих замковых колец 9 находились ближе
5
0
5
к продольной оси оправки.
Базирование и зажим пакета поршне-i вых колец 5 на оправке осуществляется следующим образом.
Заготовки поршневых колец 5 набирают со стороны открытого торца на оправку, ориентируя их шпонкой 14 по лункам овальной поверхности заготовок. При зтом благодаря овальности корпуса 1 оправки и внутреннего диаметра поршневого кольца 5 последние на оправке в окружном направлении устанавливаются вполне определенно.
Поворотом эксцентрика 4 осуществляют перемещение сегментов 2 до упора в поршневое кольцо 5. Дальнейший поворот эксцентрика 4 деформи- . рует плоские пружины, передающие
Редактор М,Бандура
.Составитель А.Грибков
Техред Л.Олейник Корректор Г.Решетник
Заказ 3229/12Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
фиг. 2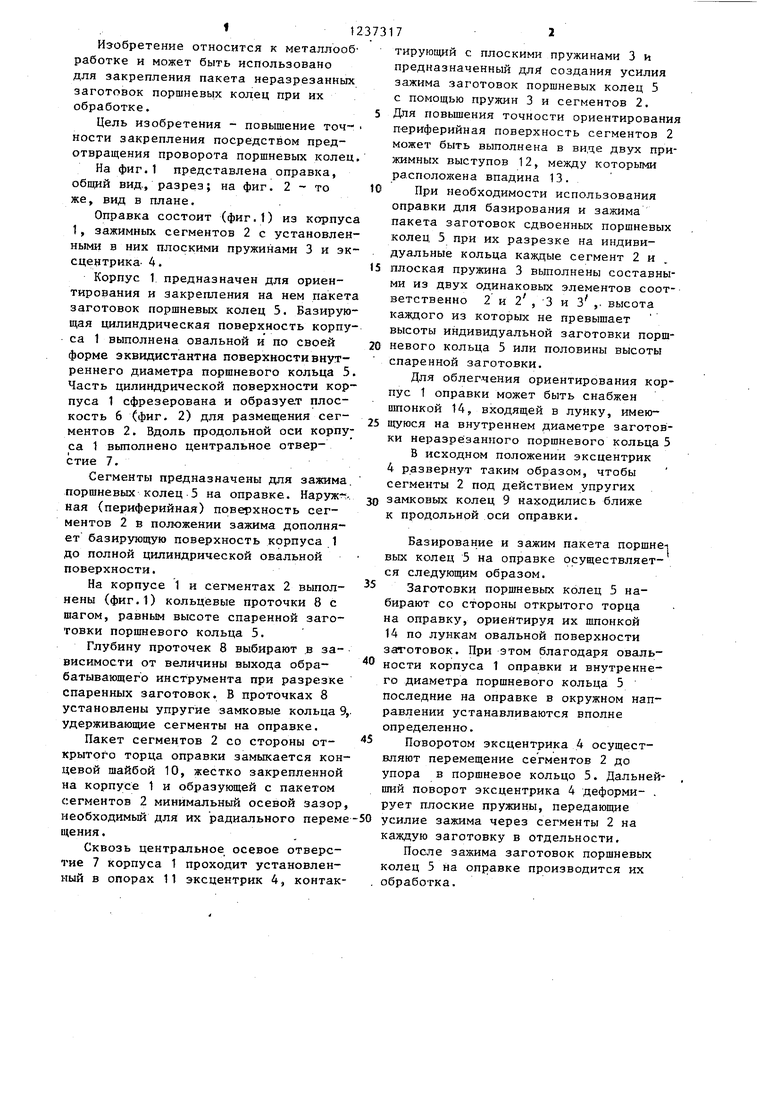
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для закрепления пакета поршневых колец | 1990 |
|
SU1808493A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1998 |
|
RU2132763C1 |
| Устройство для гибки кольцевых деталей | 1978 |
|
SU749512A1 |
| Металлорежущий станок | 1980 |
|
SU1131464A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОРШНЕВЫХ КОЛЕЦ | 2018 |
|
RU2685935C1 |
| Стан для прокатки кольцевых изделий | 1986 |
|
SU1440593A1 |
| Устройство для притирки поршневых колец ДВС | 1989 |
|
SU1715559A1 |
| Автоматическая линия для изготовления колец | 1977 |
|
SU737084A1 |
| СПОСОБ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ С КОНУСНЫМ РАБОЧИМ ПРОФИЛЕМ | 1997 |
|
RU2159697C2 |
| Патент США К 4300419, кл | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
