Изобретение относится к электрофи зическим и электрохимическим Meto- дам обработки и, в частности, может быть использовано при финишной элект рохимической доводке зубчатых колес.
Целью изобретения является расширение технологических возможностей способа размерной электрохимической обработки зубчатых колес методом обкатки профилированным электродом- инструментом за счет того, что по-, следнему дополнительно сообщают колебания вокруг оси, перпендикулярной линии зацепления, проходящей через ось вращения электрода-инструмента в середине зубчатого венца, а импульсы тока подают в момент достижения электродом-инструментом крайних положений его рабочих участков при обкатке.
При колебаниях электрода-инстру-. мента вокруг оси, перпендикулярной линии зацепления, изменяется величина межэлектродного зазора по 1иири- не обрабатываемых зубьев. За счет переменного зазора и нелинейной зависимости плотности тока от зазора при подаче импульсов тока в момент достижения электродом-инструментом крайних положений в процессе колебаний при обкатке на участках обра- батьшаемых поверхностей зубьев по их ширине за цикл обработки снимаетСл различный припуск и форма профиля зуба в нормальном сечении стремится к параболической.
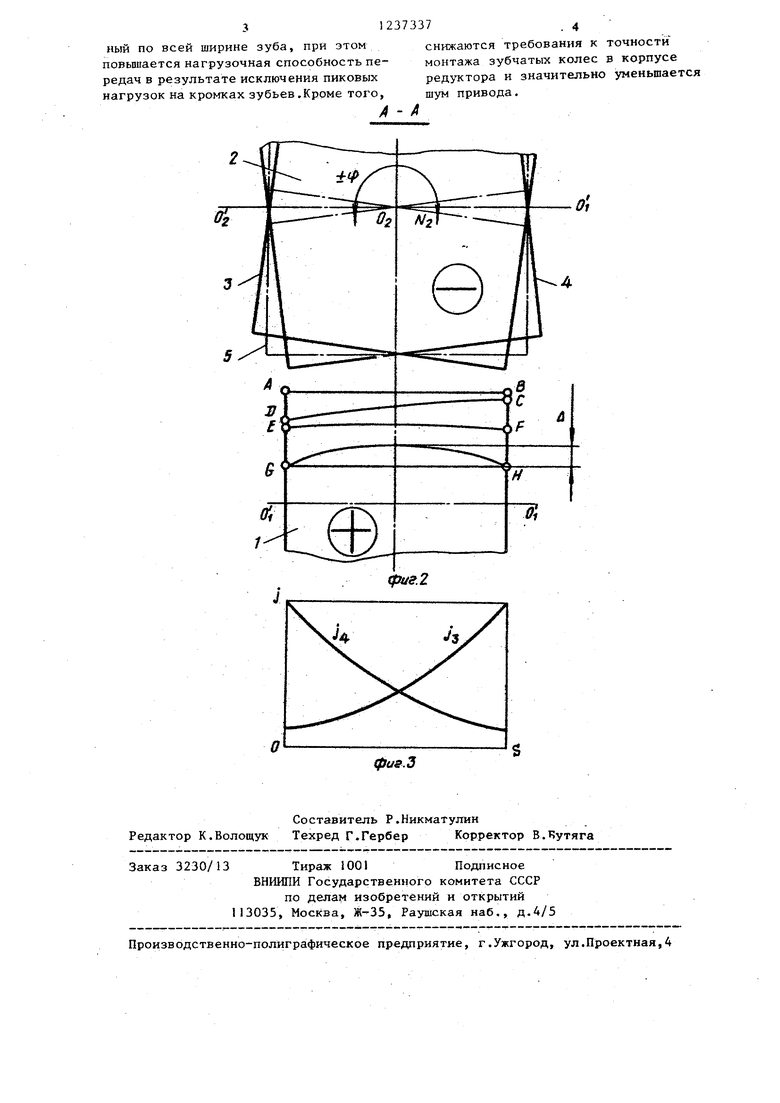
На фиг.1 показана схема обработки на фиг.2 - схема формирования бочкообразного профиля зуба (сечение А-А на фиг.1, совпадающее с линией зацепления NjNj); на фиг.З - совмещенная диаграмма плотности тока от зазора по ширине зуба.
В исходном положении (фиг.1) обра батьшаемое зубчатое колесо 1 и электрод-инструмент 2, вьтолненный в виде BTOpoi o зубчатого колеса, входящего в зацепление с обрабатываемым, устанавливают на межцентровое расстояние а с обеспечением оптимального межэлектродного зазора S по линии зацепления , через который прокачивают электролит в процессе обработки, при этом межэлектродный зазор между профилем электрода-инструмента 2 и зубчатого колеса поддерживается за счет кинематического звена, связьшаюшего валы обрабатываемого зубчатого колеса и эле(трода- инструмента.
Процесс обработки осуществляют следующим образом.
Вращение обрабатьшаемого зубчатосо скоростью Wj и ВХОДЯго колеса I
щего с ним I
инструмента 2 со скоростью w, осузацепление электрода- г
ществляют от привода устройства че-.
рез кинематическое звено. Затем с помощью гидронасоса в зону обработки подают электролит. В процессе обработки электроду-инструменту 2 сообщают колебания вокруг оси , перпендикулярной линии зацепления и проходящей через ось вращения электрода-инструмента Oj в середине зубчатого венца, на угол ttf (фиг.1), совмещая подачу импульсов тока с
моментом достидения электродом-инструментом крайних положений 3 и 4 в процессе обкатки (фиг.2), когда зазор по ширине зуба - переменный. При повороте электрода-инструмента на угол С| вокруг оси от исходного положения 5 в крайнее положение 3 и подаче импульса тока плотрюсть тока по ширине зуба изменяется в соответствии с кривой j
(фиг.,3) и с обрабатываемой поверхности зуба в сечении А-А, совпадающем с линией зацепления , снимается припуск ABCD Сфиг.2).
При повороте электрода-инструмента вокруг оси в положение 4 и подаче импульса тока плотность тока по ширине зуба изменяется в соответствии с кривой j (фиг.З) и с обрабатываемой поверхности зуба снимаемого припуск DCFE.
Таким образом, в течение одного рабочего цикла с обрабатываемой поверхности зуба снимается припуск ABFE и прямолинейная форма профиля зуба АВ в нормальном сечении по его ширине преобразуется в параболическую EF.
При повторении циклов степень модификации зуба увеличивается, а при
дальнейшей импульсно-циклической обработке зубчатого колеса, когда профиль EF переместится в положение GH-, достигнет величины д .
Зубчатые колеса с бочкообразнь1М
профилем зуба имеют повышенную долговечность, так как они быстро при- рабатьшаются и локальный контакт зубьев в зацеплении переходит в пол31237337. 4
ный по всей ширине зуба, при этом снижаются требования к точности повьшается нагрузочная способность пе- монтажа зубчатых колес в корпусе редач в результате исключения пиковых редуктора и значительно уменьшается нагрузок на кромках зубьев.Кроме того, шум привода.
А - i
фие.З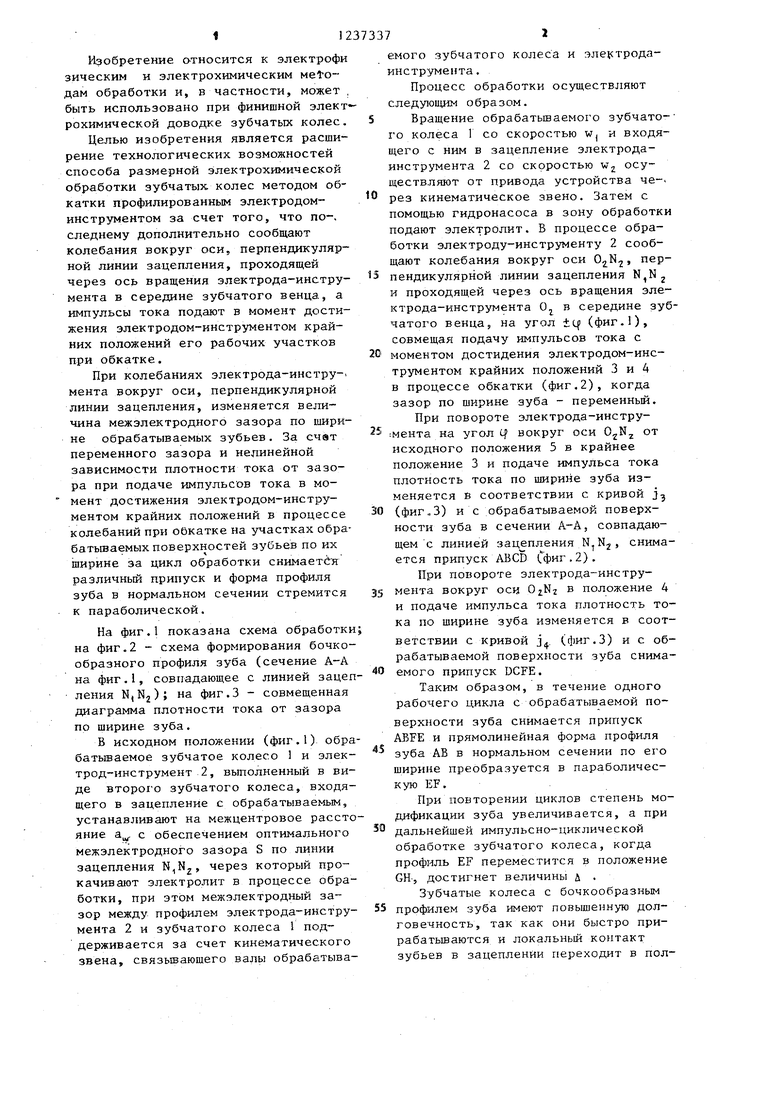
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1969 |
|
SU248411A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU298454A1 |
| Способ электрохимической обработкизубчАТыХ КОлЕС | 1977 |
|
SU804327A2 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1972 |
|
SU428901A1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
| Способ электрохимического нанесения покрытий на поверхности сложнопрофильных изделий | 1987 |
|
SU1638216A1 |
| ЗУБЧАТЫЙ ИНСТРУМЕНТ ДЛЯ УПРОЧНЕНИЯ | 2011 |
|
RU2470731C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 1997 |
|
RU2151033C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2468881C2 |

Составитель Р.Никматулин Редактор К.Волощук Техред Г.Гербер Корректор В.Яутяга
Заказ 3230/13 Тираж 1001 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Патент ФРГ 1958818, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
