1
Изобретение относится к электромеханической размерной обработке металлов.
Известны станки для электрохимической обработки зубчатых колес с дифференцированным съемом металла в зависимости от циклической погрешности обрабатываемых деталей.
Цель изобретения - повысить точность обработки зубчатых колес.
Это достигается вводом в устройство магнитных дисков, на которые подаются импульсы, управляющие технологическим током импульсатора, эталонных шестерней и дисков с диаметрами, равными диаметрам начальных окружностей обрабатываемого колеса и эталонной шестерни.
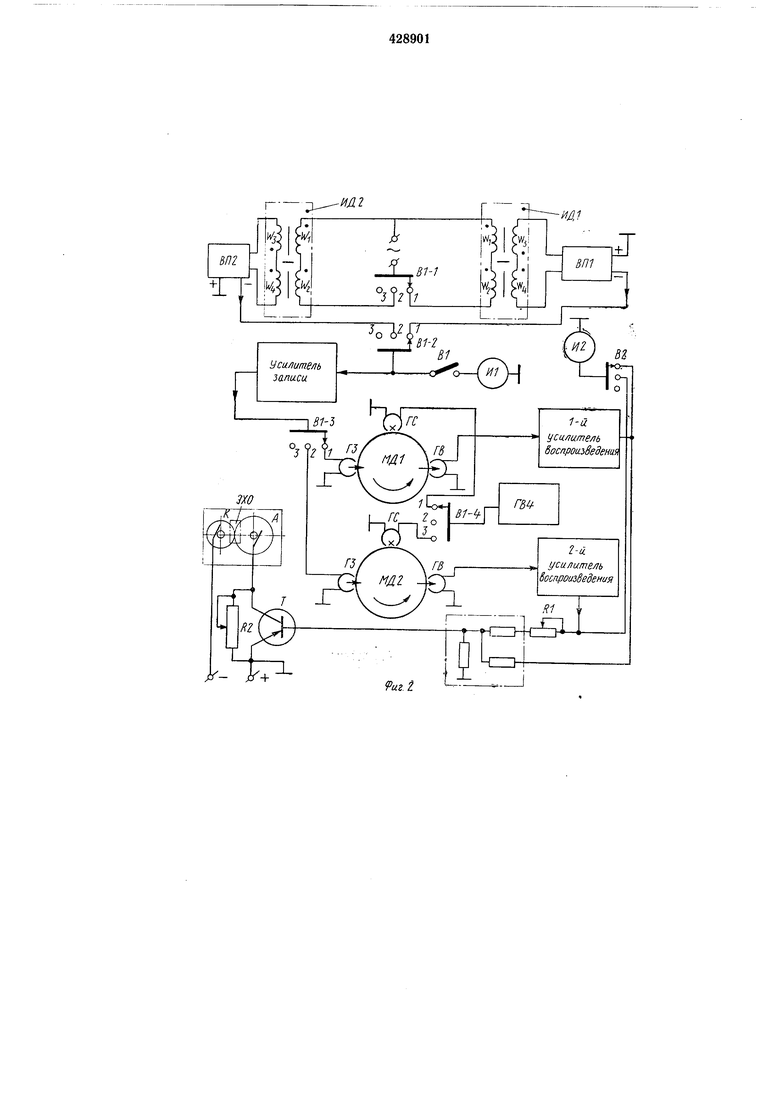
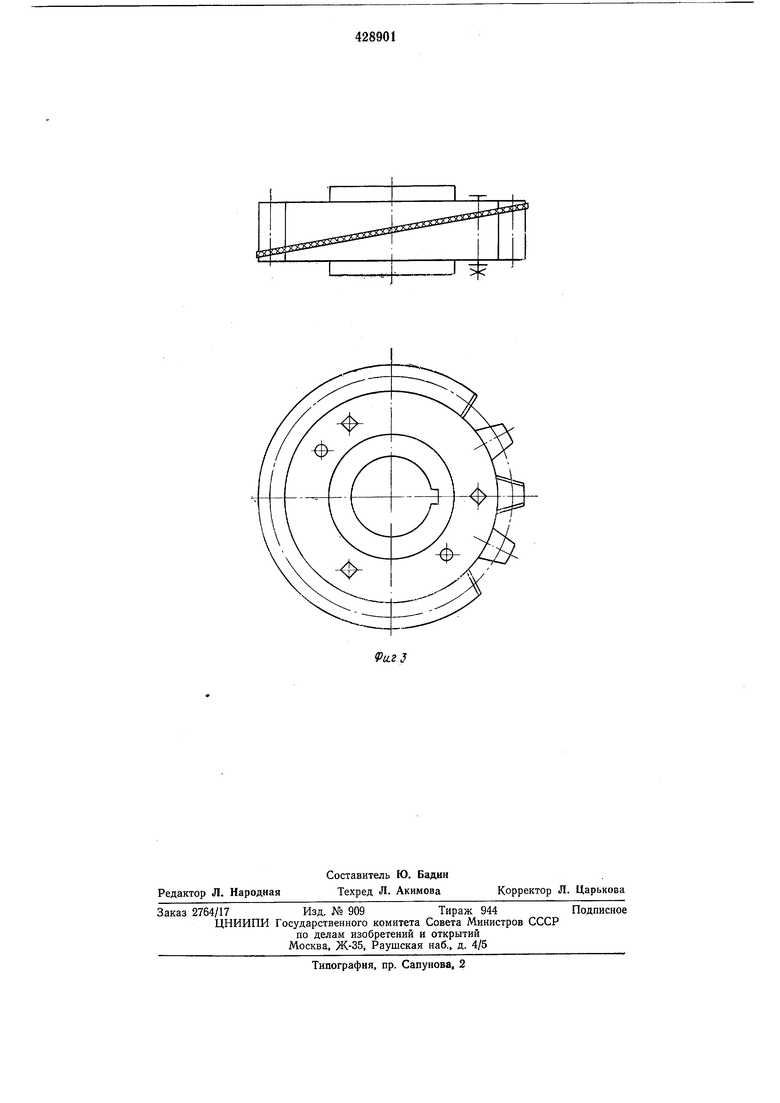
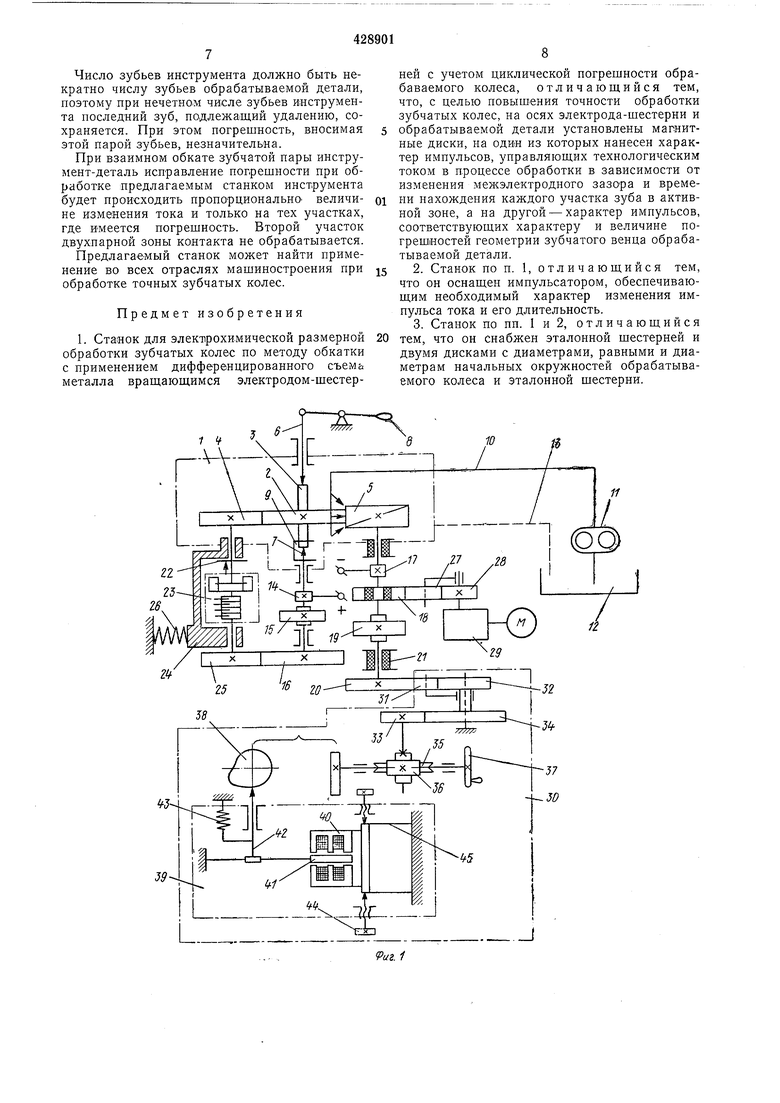
На фиг. 1 показана кинематическая схема станка; на фиг. 2 - функциональная схема устройства; на фиг. 3 - электрод-инструмент.
Предлагаемый станок содержит электрохимическую ванну 1, в которой находится обрабатываемое зубчатое колесо 2 с оправкой 3, эталонная зубчатая шестерня 4, инструментшестерня 5.
Оправка 3 крепится в центрах 6 и 7. Центр 6 подвижный и может отжиматься вручную с помощью рукоятки 8, центр 7 осевого перемещения не имеет. Оправка 3 жестко соединяется с вращающимся центром 7 с помощью хомутика 9.
В ванну 1 подводится нагнетающий трубопровод 10 от насоса 11, расположенного над баком-отстойником 12, и сливной трубопровод 13. На вращающемся центре 7 как на вале крепятся токосъемник 14, магнитный 15 и сменный 16 диски.
На валу инструмента-шестерни 5 закреплены токосъемник 17, приводная шестерня 18, магнитный диск 19 и сменная шестерня 20.
Вал инструмента-шестерни 5 изолирован от массы устройства изолирующими прокладками 21.
На валу эталонного зубчатого колеса 4 крепятся подтормаживающее устройство 22 и
круговой идуктивный датчик 23. На одной оси с валом эталонного зубчатого колеса располагается в державке 24 вал вращения сменного диска 25. Державка 24 находится под воздействием пружины, 26.
Приводная щестерня 18 приводится во вращение электродвигателем М через откидную шестерню 27, щестерню 28 и редуктор 29. Сменная шестерня 20 соединяется с импульсатором 30 через откидную шестерню 31.
Импульсатор 30 содержит сменные шестерни 32-34, червячное колесо 35, червяк 36, маховичок 37, кулачок 38, индуктивный датчик 39. Последний состоит из дифференциального
трансформатора 40, якоря 41, измерительного
штока 42 с пружиной 43, регулировочных винтов 44, пружинной подвески 45.
Кроме того, в состав устройства входят «усилитель записи, выпрямители ВП1и ВП2, переключатель режимов, включатели измерительных приборов В1 и В2, измерительные приборы И1 и И2, «1-й усилитель воспроизведения и «2-й усилитель воспроизведения, генератор высокой частоты ГВЧ, магнитные головки; записи ГЗ, воспроизведения ГВ и стирания ГС, переменный резистор 1, суммирующий элемент, .мощный триод Т, переменное нагрузочное сопротивление R2.
К элементам функциональной схемы, которые показаны на кинематической схеме относятся: индуктивный датчик ИД1 (на фиг. 1 обозначен цифрой 23), индуктивный датчик ИД2 (на фиг. 1 обозначен цифровой 39), магнитные диски МД1 и МД2 (на фиг. 1 соответственно обозначены цифрами 15 и 19), инструмент-шестерня К (на фиг. I обозначена цифрой 5), обрабатываемого зубчатое колесо А (на фиг. 1 обозначено цифрой 2).
Перед пуском станок налаживают. Для этого обрабатываемое зубчатое колесо, предварительно закреплепное на оправке 3 с хомутиком 9, устанавливают в центры б и 7, подвижный центр 6 отжимается вручную рукояткой 8. В этом положении обрабатываемое колесо входит в зацепление с эталонной шестерней 4 и с инструментом-шестерней 5. Сменные диски 16 и 25 устанавливают и крепят каждый на свою ось, причем диаметр диска 16 равен диаметру начальной окружности обрабатываемого зубчатого колеса 2, а диаметр диска 25- диаметру начальной окружности эталонной шестерни 4.
С помощью сменных зубчатых шестерен 20, 32-34 подбирают такое передаточное отношение между осями инструмента-шестерни 5 и -кулачка 38, что за один оборот кулачка 38 инструмент-шестерня 5 поворачивается на угол, равный углу между ее двумя зубьями. Положение кулачка 38 на оси червяка 36 согласовывается с пололсением инструменташестерни 5 так, что при касании измерительным штоком 42 профиля кулачка в месте перехода цилиндрического участка кулачка на профилированный участок происходит начало контакта зуба инструмента-шестерни 5 с зубом обрабатываемого зубчатого колеса 2.
Откидная шестерня 27 выводится из зацепления с приводной шестерней 18.
Переключатель режимов (см. фиг. 2) устанавливается в третье положение. Ручным вращением маховичка 37 через червячную передачу (червяк 36, червячное колесо 35), сменные шестерни 32-34 и 20 и откидную шестерню 31 поворачивается на один или два оборота магнитный диск 19, который жестко закреплен на валу шестерни-инструмента 5. В результате этого происходит стирание (удаление) ранее нанесенной магнитной записи на магнитном диске 19 за счет подключения генератора высокой частоты ГВЧ через нереключатель BI-4 к головке стирания ГС.
Переключатель режимов переводится во второе положение, выключатель В1 устанавливается во включенное положение. Регулировочными винтами 44 (см. фиг. 1) индуктивного датчика 39 дифференциальный трансформатор 40 устанавливается по отношению к якорю 41 так, что ст|релка измерительного прибора
И1 (см. фиг. 2) показывает нуль. Это соответствует началу входа очередного зуба обрабатываемого колеса 2 в активную зону ЭХО или моменту выхода зуба обрабатываемого колеса 2 из активной зоны ЭХО, поэтому в момент
установки прибора И1 на нуль измерительный шток 42 должен находиться на цилиндрическом участке кулачка 38.
Маховичком 37 вручную производят один полный оборот кулачка 38. При этом за счет
поджима измерительного штока 42 к профилю кулачка 38 пружиной 43 происходит считывание информации с кулачка 38 индуктивным датчиком 39 и перенос ее на магнитный диск 19.
Переключатель режимов устанавливается в первое положение. Рукой поворачивают обрабатываемое зубчатое колесо 2 на небольшой угол до тех пор, пока стрелка измерительного прибора И1 не займет нулевого положения. В
этом положении оправка 3 закрепляется с центром 7 хомутиком 9. Измерительный прибор И1 отключается выключателем В. Таким образом производится установка на нуль кругового индуктивного датчика 23. Откидная
шестерня 31 выводится из зацепления со сменной шестерней 20 и, следовательно, импульсатор 30 полностью отключается от вала инструмента-шестерни 5 и в дальнейшем не принимает участия в работе устройства.
Откидную шестерню 27 необходимо установить в первоначальное положение, т. е. ввести в зацепление с шестерней 18. Заканчивается настройка станка. Станок работает следующим образом.
Включается насос 11, в результате чего электролит из бака-отстойника 12 по трубопроводу 10 подводится в активную зону ЭХО, откуда он стекает на дно электролитической ванны, а затем по сливному трубопроводу
13 - в бак-отстойник 12.
Включается электродвигатель М, который через редуктор 29, шестерню 28, откидную 27 и приводную 18 шестерни вращает инструмент-шестерню 5, а через нее--обрабатываемое зубчатое колесо 2 и эталонную шестерню 4. Ось шестерни 4 подтормаживается устройством 22, в результате чего в процессе вращения эталонной шестерни и обрабатываемого зубчатого колеса 2 происходит однопрофильное кас ание их зубьев.
Вместе с колесом 2 через жесткий хомутик 9 .вращается и центр 7, а следовательно, и закрепленные на нем магнитный диск 15 и диск 16. Через подвижную державку 24 диск
25 поджимается пружиной 26 к диску 16. ТаКИМ образом, при вращении зубчатого колеса 2 будет вращаться и диск 25.
Угловые колебания оси вращения эталонной шестерни 4 и оси диска 25 из-за кинематической погрешности обрабатываемого зубчатого колеса 2 преобразуются индуктивным круговым датчиком 23 в изменение напряжения, снимаемого со вторичных обмоток з и W его дифференциального трансформатора, которое через выпрямительное устройство ВП-1, переключатель В1-2 передается в усилитель записи (см. фиг. 2), откуда усиленный сигнал через переключатель В1-3 подается в головку записи ГЗ магнитного диска 15. Таким образом, сигнал кинематической погрешности от точки зуба обрабатываемого зубчатого колеса 2, которая контактирует с сопрягаемой точкой соответствующего зуба эталонной шестерни 4, заносится на магнитный диск 15. Эта информация о какой-то точке профиля колеса 2 сохраняется магнитным диском МД1 до момента подхода ее к соответствующей точке профиля зуба инструменташестерни 5.
В момент совпадения сопрягаемых точек профилей головка воспроизведения ГВ магнитного диска МД1 снимает эту информацию и подает ее в 1-й усилитель воспроизведения. Усиленный сигнал подается в суммирующий элемент (см. фиг. 2), где он складывается с сигналом, полученным от головки воспроизведения ГВ магнитного диска МД2, на котором записываются корректирующие импульсы от импульсатора 30.
Сигнал от магнитного диска МД2 усиливается во втором усилителе воспроизведения и регулируется по уровню переменным резистором R. После того, как информация о кинематической погрешности от магнитного диска МД1 снимается его головкой воспроизведения ГВ она удаляется (стирается) с него головкой стирания ГС. Таким образом, к моменту нового подхода контактируемого зуба обрабатываемого колеса 2 к эталонной шестерне 4 магнитный диск МД1 снова будет подготовлен к приему новой информации.
В магнитном диске МД2 такого процесса не происходит, так как в рабочем режиме (переключатель В1-4 находится в первом положении) и его головка стирания ГС отключается от генератора высокой частоты ГВЧ, и, следовательно, информация, записанная на магнитном диске МД2 импульсатором 30, будет сохраняться в течение всего времени обработки зубчатого колеса. Эта информация изменяется только в том случае, когда придется обрабатывать зубчатое колесо 2 с другим модулем или с другим инструментом-шестерней 5.
Сигнал от суммирующего элемента подается на базу мощного триода Т, который включен как регулируемое сопротивление в цепь постоянного тока зоны ЭХО. Параллельно триоду Т присоединено нагрузочное проволочное сопротивление R2, с помощью которого устанавливается начальный ток в зоне ЭХО. Отрицательный полюс источника питания подводится к инструменту-шестерне 5 через токосъемник 17. Положительный полюс источника иитания подводится к обрабатываемому колесу через токосъемник 14.
В зависимости от сигнала, подаваемого на базу триода Т, общее сопротивление цепи, в которую входит и зона ЭХО, изменяется. Следовательно, изменяется и ток, от которого зависит интенсивность съема металла с поверхностей зубьев обрабатываемого зубчатого колеса 2.
При уменьшении кинематической погрешности в процессе размерной электрохимической обработки сигнал от 1-го усилителя воспроизведения (см. фиг. 2) будет уменьшаться по величине, а сигнал от 2-го усилителя воспроизведения будет все время оставаться постоянным.
Исчезновение кинематической погрешности проверить включением измерительного прибора И2 переключателем В2, с помощью которых проверяется также уровень сигнала со второго усилителя воспроизведения.
Применение обычной конструкции инструмента на предлагаемом станке практически невозможно, так как коэффициент перекрытия зубчатой пары инструмент-деталь всегда больше единицы, поэтому если погрешность имеется на одном из участков двухпарной зоны контакта, например циклическая погрешность, то изменение величины тока, которое необходимо для устранения этой погрешности, приведет к искажению геометрии зубьев на втором участке двухпарной зоны контактов.
Инструмент для размерной ЭХО цилиндрических зубчатых колес для предлагаемой конструкции станка (см. фиг. 3) представляет собой цилиндрическое зубчатое колесо, разрезанное по диагонали зубчатого венца. В плоскость разъема устанавливается изолирующая пластина 1, толщина зубьев пластины изготавливается больше на величину рабочего межэлектродного зазора. Можно устанавливать две пластины. В этом случае зубчатый венец пластин изготавливается за одно целое с зубчатым венцом металлической основы инструмента 2. После изготовления одна из пластин разворачивается влево, другая - вправо на величину межэлектродного зазора.
С целью исключения одновременной обработки двух зубьев (в зоне двухпарного зацепления) каждый второй зуб металлической основы инструмента срезается, однако удаляются только зубья металлической основы, а зубья изолирующей вставки сохраняются. Иначе невозмол но осуществить отделку методом свободного обката. Можно не удалять зубья инструмента, а рабочую поверхность каждого второго зуба покрывать электроизоляционным слоем, например, эпоксидной смолой или электроизоляционным лаком.
Число зубьев инструмента должно быть некратно числу зубьев обрабатываемой детали, поэтому при нечетпо-м числе зубьев инструмента последний зуб, подлежащий удалению, сохраняется. При этом погрешность, вносимая этой парой зубьев, незначительна.
При взаимном обкате зубчатой пары инструмент-деталь исправление погрешности при обработке предлагаемым станком инструмента будет происходить пропорционально величине изменения тока и только на тех участках, где имеется погрешность. Второй участок двухпарной зоны контакта не обрабатывается.
Предлагаемый станок может найти применение во всех отраслях машиностроения при обработке точных зубчатых колес.
Предмет изобретения
1. Стаиок для электрохимической размерной обработки зубчатых колес по методу о-бкатки с применением дифференцированного съемь металла вращающимся электродом-шестерней с учетом циклической погрешности обрабаваемого колеса, отличающийся тем, что, с целью повышения точности обработки зубчатых колес, на осях электрода-шестерни и обрабатываемой детали установлены магнитные диски, на один из которых нанесен характер импульсов, управляюш,их технологическим током в процессе обработки в зависимости от изменения межэлектродного зазора и времени нахождения каждого участка зуба в активной зоне, а на другой - характер импульсов, соответствующих характеру и величине погрешностей геометрии зубчатого венца обрабатываемой детали.
2.Станок по п. 1, отличающийся тем, что он оснащен импульсатором, обеспечивающим необходимый характер изменения импульса тока и его длительность.
3.Станок по пп. I и 2, отличающийся тем, что он снабжен эталонной шестерней и двумя дисками с диаметрами, равными и диаметрам начальных окружностей обрабатываемого колеса и эталонной шестерни.
1
+
9иг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической размерной обработки зубчатых колес | 1977 |
|
SU789267A1 |
| Устройство для электрохимической приработки зубчатых колес | 1977 |
|
SU743825A1 |
| Станок для обработки коническихзубчАТыХ КОлЕС | 1979 |
|
SU848201A1 |
| Станок для изготовления по модели объемных изделий сложной формы | 1980 |
|
SU918116A1 |
| Станок для отделки цилиндрических зубчатых колес | 1979 |
|
SU889317A1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ ПЕРЕДАЧ ЗАЦЕПЛЕНИЕМ | 2002 |
|
RU2224232C1 |
| Станок для финишной обработки конических и гипоидных зубчатых колес | 1977 |
|
SU671950A1 |
| СПОСОБ ВИБРОДИАГНОСТИКИ ПЕРЕДАЧ ЗАЦЕПЛЕНИЕМ | 2002 |
|
RU2231768C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| МЕХАНИЗМ ВНУТРИШАГОВОГО ДЕЛЕНИЯ ДЛЯ ПОЗИЦИОННБ1Х СИСТЕМ ПРОГРАММНОГО УПРАВЛЕНИЯ | 1970 |
|
SU286462A1 |