Известны электроды-инструменты для электрохимической обработки зубчатых колес путем обкатки их в потоке электролита, в частности, сборный электрод-инструмент, состоящий из плотно скрепленных пластинчатых элементов с нарезанными по диаметру профильными наклонными зубьями, причем пакет пластин выполнен из чередующихся по ширине инструмента элементов из токопроводящего и изоляционного материала.
Отличием предлагаемого электрода-инструмента является то, что изолирующая пластина расположена по диагонали венца зубчатого колеса.
Это обеспечивает эффективность электрохимической обработки зубчатых колес с обкаткой их на параллельных осях, а также стабильность межэлектродного зазора.
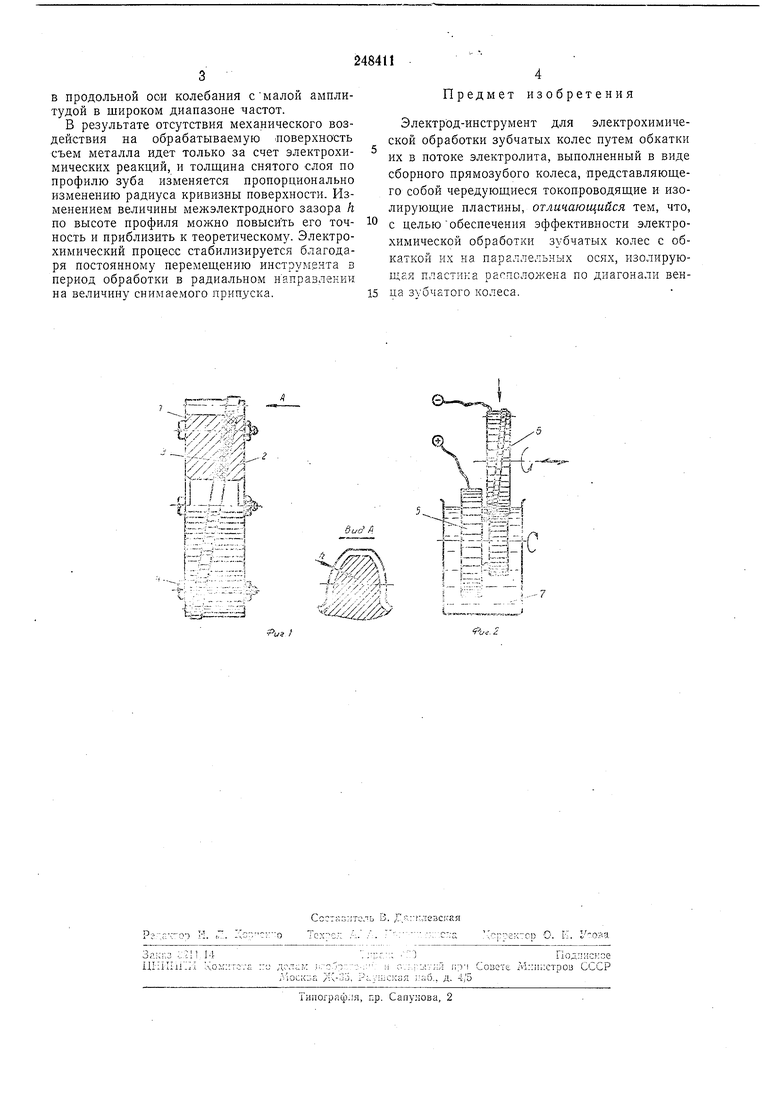
На фиг. 1 показан предлагаемый электродинструмент для электрохимической обработки зубчатых колес; на фиг. 2 - принципиальная схема возможного варианта электрохимической обработки зубчатых колес.
Электрод-инструмент состоит из двух одинаковых, диагонально разрезанных половин / к 2 прямозубого колеса с профилем зуба, меньшим нормального на величину межэлектродного зазора h. Между половинами колеса находится пластина 3 из токоизолирующего материала, выполненная с нормальным профилем зубьев. Разрезанные половины и пластина соединяются прецизионно в пакет и скрепляются стяжными элементами 4. При одном из вариантов электрохимической
обработки зубчатое колесо-заготовка 5, которое является анодом, обкатывается зубчатым колесом-инструментом 6, являющимся катодом. Все устройство размещается в ванне 7. -При совместном вращении инструмента и
обрабатываемого колеса приходит в движение электролит, который постоянно обновляется свободным потоком в ванне. При этом зацепление инструмента с обрабатываемым колесол происходит без поперечных и радиальных усиЛИЙ по теоретическим точкам контакта изолирующей пластины.
Количество зубьев инструмента подбирается некратным количеству зубьев обрабатываемого колеса, поэтому за каждый оборот диагонально расположенный зуб изолирующей пластины меняет свою точку контакта вдоль образующей зуба, что позволяет вести обработку равномерно -по всей поверхности зубьев и компенсировать , кинематическую погрешность
инструмента на каждом профиле зубьев обрабатываемого колеса.
в продольной ООН колебания смалой амплитудой в широком диапазоне частот.
В результате отсутствия механического воздействия на обрабатываемую ловерхность съем металла идет только за счет электрохимических реакций, и толщина снятого слоя по профилю зуба изменяется пропорционально изменению радиуса кривизны поверхности. Изменением величины межэлектродного зазора h по высоте профиля можно повысить его точность и приблизить к теоретическому. Электрохимический процесс стабилизируется благодаря постоянному перемещению инструмента в период обработки в радиальном напразлекии на величину снимаемого припуска.
Предмет изобретения
Электрод-инструмент для электрохимической обработки зубчатых колес путем обкатки их в потоке электролита, выполненный в виде сборного прямозубого колеса, представляющего собой чередующиеся токопроводящие и изолирующие пластины, отличающийся тем, что, с цельюобеспечения эффективности электрохимической обработки зубчатых колес с обкаткой их на параллельных осях, изолирующая пластика расположена по диагонали венца зубчатого колеса.
ЙЗ/
.ВЙ
