Изобретение относится к конструкциям корпусов различных приборов,- во внутренней полости которых необходимо создать заданную газовую атмосферу или вакуум, может быть использована в устройствах электронной, приборной и криогенной техники..
Целью изобретения является- повышение производительности процесса создания требуемой атмосферы в полости корпуса.
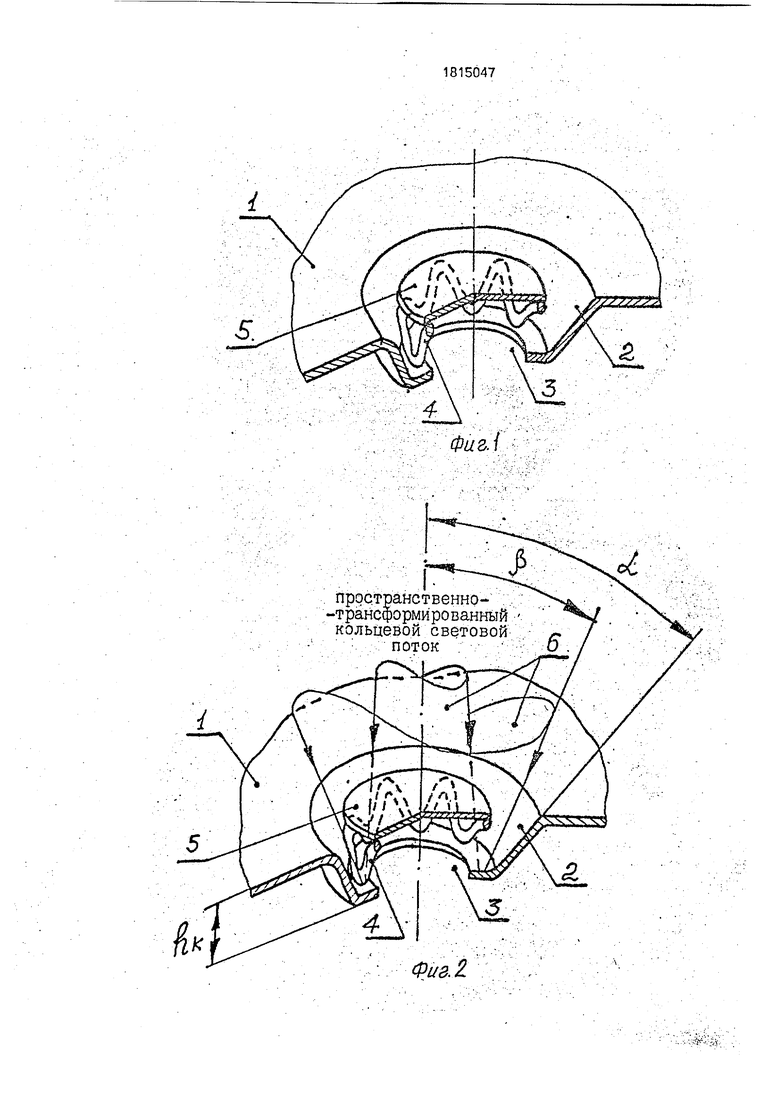
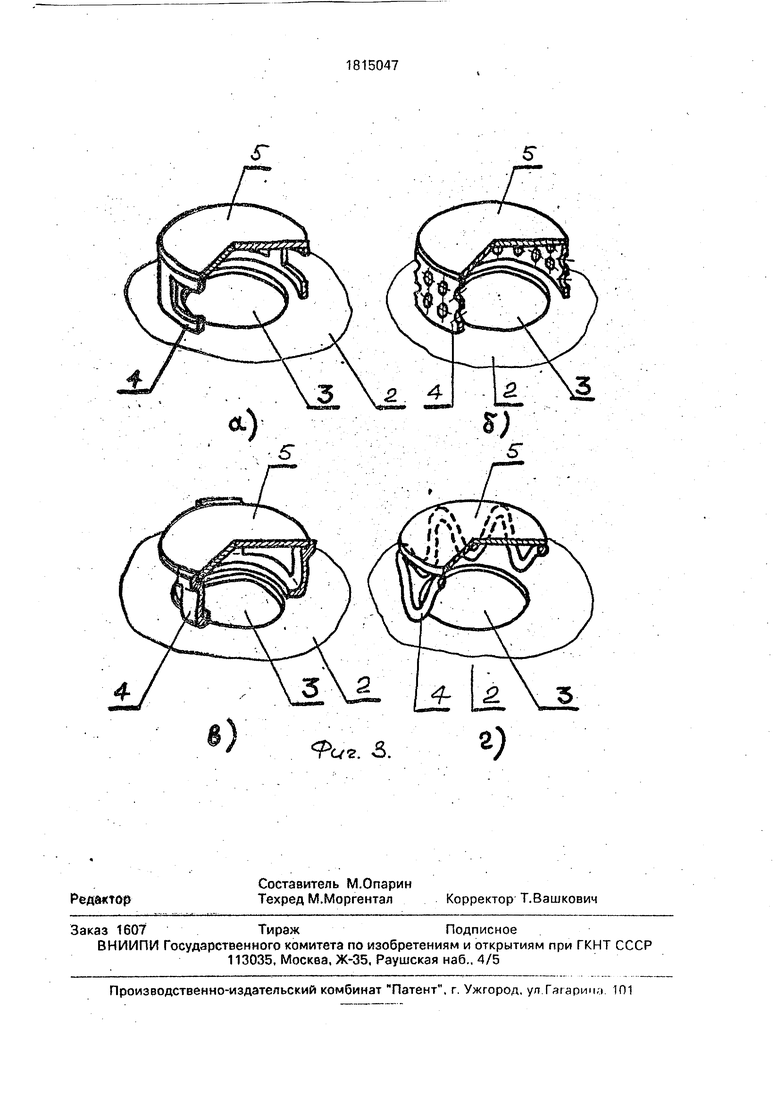
На фиг. 1 изображена конструкция соединения; на фиг. 2 - п одача светового потока , на фиг. 3 (а,б,в,г) - конструкции навесок припоя.
На фронтальной поверхности корпуса Г создана полость 2 в форме обратного усеченного конуса. В меньшем основании конуса выполнено герметизируемое отверстие 3. Соосно отверстию 3 перед пайкой устанавливается навеска припоя 4. На навеску
припоя А уложена заглушка 5. При пайке заглушки 5 к корпусу 1 кольцевым световым потоком 6 угол наклона образующей конической поверхности фронтальной полости а. не менее аппертурного угла /3 светового луча.
Предлагаемое техническое решение позволяет обеспечить расчетную скорость создания требуемой атмосферы или вакуума в полости прибора за счет расположения заглушки на коронке припоя. При этом суммарная площадь отверстий в навеске припоя не менее площади герметизируемого отверстия. Выполнение фронтальной полости в виде усеченного конуса обеспечивает самоцентрирование паяемой заглушки под действием силы тяжести относительно оси герметизируемого отв.ерстия. Следует отметить, что центрирование заглушки будет обеспечиваться даже при неравномерном нагреве паяемого узла и
СО
ст-4
01 О
отсутствии одновременного плавления навески припоя по всем ее периметру-. Однако следует помнить, что при углах наклона образующей конической.полости к ее оси и менее 45° высота навески не должна ире- вышать двойной высоты обратного конуса, Потому что, в противном случае,при нерав-- номерном плавлении навески припоя за- глуш ка может соскользнуть на фронтальную Поверхность корпуса, и не в коническую полость,. ;. :,- .. .... ,...... ... .... . ., .
При использовании в качестве источника нагр ева. кольцевого светового потока угол наклона образующий конической поверхности а -более аппертурного угла све-„ тового пучка /3 позволяет обеспечить Доступ лучей непосредственно к зоне пайки уЩлйчить скорость нагрева паяемого узла .;teWnep.aTypb пайки, увеличивая тем са-. чЩ р звоДительнрсты.. .,; . , .Предлагаемое техническое решение б.ыло использовано в конструкции цельно. ;. металлического бытового термоса. Диаметр герметизируемого отйерстия, исходя из ус-; лбвий наивысшей скорости откачки вакуума до глубины рт.ст,, составил 20 мм, При этом диаметр заглушки выбирался рав-- : ным 25 мм, а высота-навески припоя,.равная, глубине конической полости составила 5,0 мм; Угол образующей конической полости .а-при этом равен 45°.-Следует отметать также , что диаметр меньшего основания об- patH6.ro усеченного конуса-равен диаметру заглушки. ...... . .. . .,
: При отработке технологии -герметизации межстенного пространства бытового- термоса из-коррозионностойкйй стали- 12Х18Н10Т толщиной 0,5 мй были опробо: ваны конструкции навесок припоя из меди Ш приведенные на фиг/3. Навески делились на три категории: скрученные в виде цилиндра из ленты припоя с вырубленными окнами прямоугольной илкруглой формы
;, (фиг. За,б); выполненные в виде коронки
п рнпоя вырубленной из Медного листа с формованными лапками (фиг.3в);-в виде ko- pOHkn сформованной из медной проволоки (фиг.Зг). Во всех случаях были пЪлучеНы качественные паяные .соединения, однако -с
0
15
0
5
0
35
40
45
50
точки зрения технологичности изготовления навески и экономии материальных ресурсов наиболее целесообразно использовать навеску припоя ыполненную в виде коронки из медного, провода диаметром 1,0 мм.
Герметизация производилась в вакуумной камере,о.беспечивающей скорость откачки до 10г5 мм рт.ст. за 1,5-2,0 мин и надежное обезгаживания межстенного пространства термоса за 30-35 мин. При этом время пайки световым лучом от дуговой-ксе- ноновой лампы мощностью 10 кВт составила 20-30. с,- Следует отметить, что аппертурный угол светового луча / пространственно-трансформирующей оптической системы был равен 40°;
Предложенная конструкция паяного соединения для герметизации межстенного пространства термоса позволяеготказатьсй от использования дефицитной медной Штенгельной трубки и экономить ее до 50 г на каждый термос, а также сократить время вакуумирования и обезгаживания с 24,0 ч до 0,5 ч,--:-..-.У; -:-. : :-.. , : . . . --;.
Технико-экономические показатели базового варианта наиболее широко используемого, в промышленности и .предложенного технического решения приведены.в таблице. - ; ;.
Ф о р м у л а и з о б р е т ё н и я
Конструкция соединения для герметизации пайкой полости корпуса, содержащая корпус с отверстием во фронтальной полости, заглушку, установленную соосно с отверстием во фронтальной полости корпуса, и навеску припоя, размещенную по периметру заглушки/о т л и ч а ю щ а я с я тем, что , с целью повышения производительности процесса создания требуемой атмосферы в полости корпуса, на фронтальной поверхности корпуса выполнена полость в. виде обратного усеченного конуса, отверстие корпуса выполнено в меньшем основании конуса коаксиально последнему, заглушка установлена с зазором относи- . тельно дна полости, навеска припоя выполнена с отверстиями, суммарная площадь которых не менее площади герметизируе- мого отверстия, и размещена между дном полости и заглушкой.
ФигЛ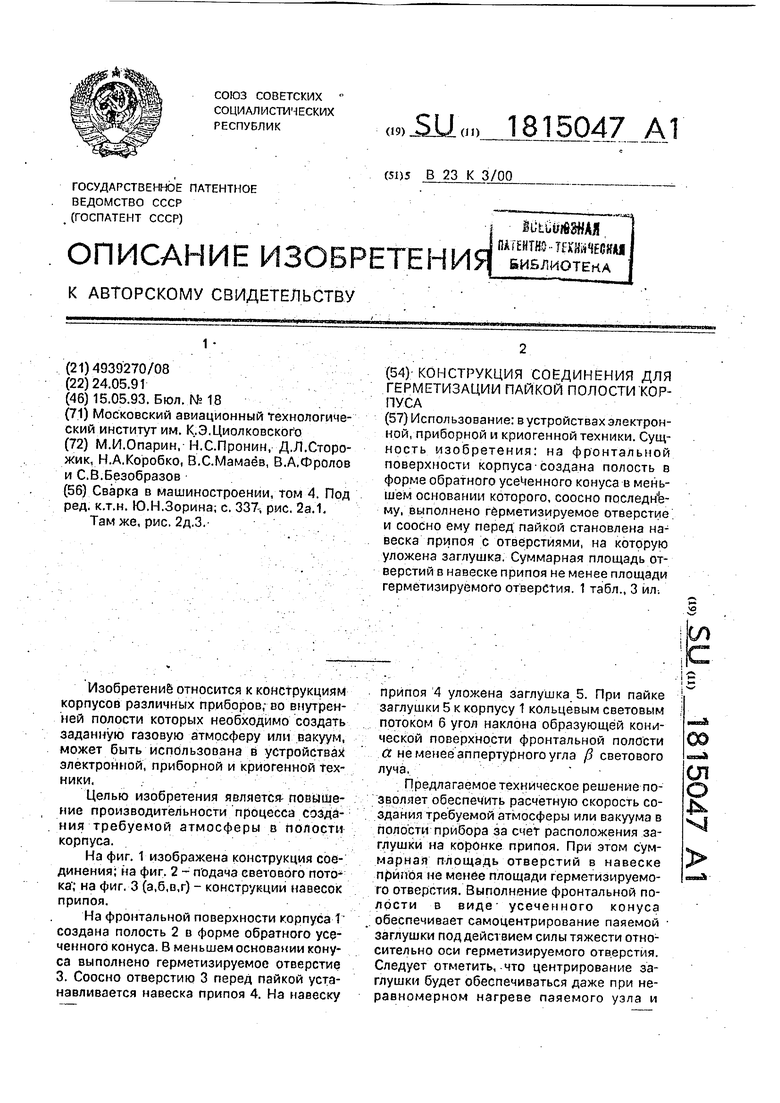

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выполнения стеклометаллических спаев | 1989 |
|
SU1762333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА КРИТИЧЕСКОГО СЕЧЕНИЯ СОПЛА КАМЕРЫ ЖИДКОСТНОГО РАКЕТНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2352445C2 |
| Способ герметизации сосуда Дьюара | 1989 |
|
SU1681135A1 |
| Способ изготовления сосуда Дьюара | 1986 |
|
SU1395894A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Способ бесфлюсового лужения деталей | 1990 |
|
SU1743746A1 |
| Способ изготовления металлического термоса | 1990 |
|
SU1725819A1 |
| Приспособление для пайки | 1980 |
|
SU893430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ И ДОРОЖНЫХ МАШИН | 1995 |
|
RU2079651C1 |
Использование: в устройствах электронной, приборной и криогенной техники. Сущность изобретения: на фронтальной поверхности корпуса-создана полость в форме o6paf ного усеченного конуса в меньшем основании которого, соосно последнему, выполнено герметизируемое отверстие, и соосно ему перед пайкой становлена навеска припоя с отверстиями, на которую уложена заглушка. Суммарная площадь отверстий в навеске припоя не менее площади герметизируемого отверстия. 1 табл., 3 ил-.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Под ред | |||
| к.т.н | |||
| Ю.Н.Зорина; с | |||
| Ленточный тормозной башмак | 1922 |
|
SU337A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
