1
Изобретение относится к механической обработке металлов,а именно к устройствам для шаржирования поверхностей типа втулок.
Цель изобретения - повышение производительности обработки путем повышения стойкости инструмента.
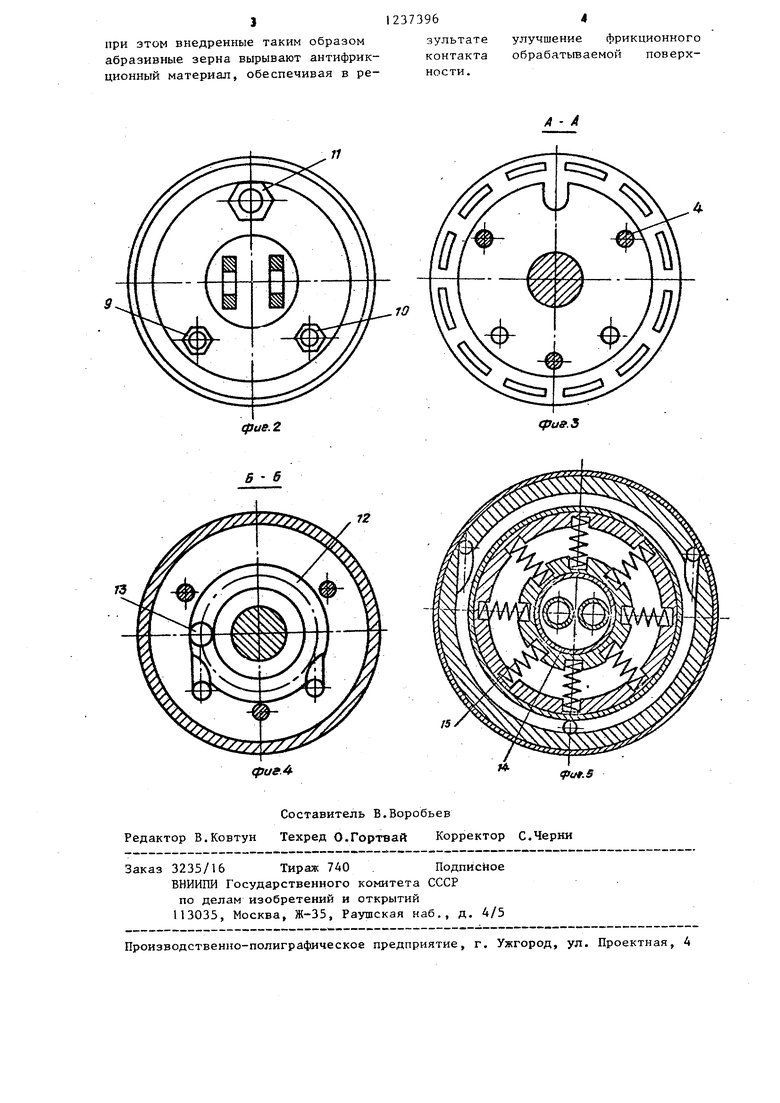
На фиг.1 показана головка, общий вид; на фиг.2 - то же, проекция сверху, рабочий вид; на фиг.З - сечения А-А на фиг.1; на фиг.4 - сечения на фиг.1; на фиг.З - головка с жестким соединением с приводом станка, осевое сечение.
Корпус головки для обработки отверстий состоит из верхней 1, сред- .ней 2 и нижней 3 частей, соединенных между собой болтами 4. На корпус головки надевается кольцевой рабочий элемент 7. Через шарнир Гука 8 голо ка соединяется с исполнительным пви водом станка.
Подвод и отвод сжатого воздуха осуществляется через трубопровод и штуцера 9 и 10. Подвод абразивной суспензии - через трубопровод и штуцера 11. Между средней 2 и нижней 3 частями корпуса выполнена тороидсшь- ная проточка 12, в которую помещен шарик 13. Тороидальная проточка через каналы в средней и верхней частях корпуса и штуцера 9 и 10 соединена посредством трубопровода с пнев мосетью.
Принцип работы головки заключается в том, что под действием подводимого сжатого воздуха шарик 13 перемещается по тороидальной проточке, за счет чего головка совершает сложные колебательные движения в радиальном направлении. Абразивная суспензи через штуцер 11 поступает в кольцевую проточку в верхней части 1 корпуса и через окна, выполненные в верхней части корпуса, попадает в зону обработки.
Для расширения технологических возможностей головки она может соединяться с исполнительным приводом станка как через шарнир Гука 8 (фиг.1), так и через вал 14, жестко закрепленный с приводом станка. В этом случае сама головка для шаржирования, соединена с пустотелым валом 14 через пружины 15. Трубопровода:, подводящие сжатый воздух и абразивную суспензию, помещены в пустотелом валу и через гибкие шланги и штуцер
ш
15
25
-20
5 5S
373962
9 и 10 соединяются с тороидной проточкой 12. Абразив подается либо поливом в виде суспензии на обрабатываемую поверхность, либо наносится в виде пасты.
Головка может использоваться на хонинговальных станках при обработке внутренних тел вращения.
Вращательное и возвратно-поступательное перемещения головки относительно обрабатываемой поверхности осуществляется от шпинделя станка, с которым она соединяется через шарнир Гука. Подача и отвод сжатого воздуха в головку происходит через вра- щаюшлйся золотник, закрепляемый на шпинделе станка, и гибкие трубопроводы. Емкость с абразивной суспензией также закрепляется на шпинделе станка.
При обработке наружных тел вращения (валов) детали придается вращательное движение (обычно от шпинделя токарного станка), а головка через вал 14 закрепляется в резцедержателе и перемещается вдоль оси обрабатываемого изделия.
При обработке плоских поверхностей головка совершает колебательные 30 движения, перпендикулярные обрабатываемой детали, совершающей возвратно-поступательное перемещение относительно головки. Обычно используются 3 ат 04 ные и пл о скошлифо в ал ь ные станки.
Установка головки в шпиндель заточного станка с приданием ей вращения позволяет производить эффективную обработку деталей типа колец. В этом случае подвод сжатого воздуха осуществляется через вращающийся золотник.
Рабочий элемент 5, предназначенный дпя шаржирования абразива, может быть выполнен в виде цельной цилиндрической втулки из твердого сплава. .
35
40
45
Рабочий элемент 5 может быть выполнен в виде чередующихся в окружном направлении брусков из различного по твердости и фрикционным свойствам материала. Такие антифрикционные материалы как медь, олово, дисульфид молибдена могут чередоваться с участками твердого сплава. Твердосплавные участки вбивают зерна абразива в обрабатываемую поверхность
I1237396
при этом внедренные таким образом зультате абразивные зерна вырывают антифрик- контакта ционный материал, обеспечивая в ре- нести.
улучшение фрикционного обрабатываемой поверх
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки и шаржирования доводочного дискового инструмента | 1977 |
|
SU738847A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1978 |
|
SU867620A2 |
| ЦЕПЬ ПРИВОДНАЯ ПЛАСТИНЧАТАЯ, ИМЕЮЩАЯ ШАРНИРЫ КАЧЕНИЯ С ШАРЖИРОВАННЫМИ ПОВЕРХНОСТЯМИ | 2009 |
|
RU2472050C2 |
| Вертикальный доводочный станок для доводки отверстий волочильных фильер | 1956 |
|
SU110741A1 |
| Устройство для центробежной обработки колец | 1981 |
|
SU986747A2 |
| Станок для абразивной обработки торцов дисков | 1979 |
|
SU856762A1 |
| Способ полирования поверхностей деталей с гальваническим никелевым покрытием | 2020 |
|
RU2741314C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| Устройство для гидроабразивной обработки деталей типа лопастных колес | 1979 |
|
SU889412A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |

(рае 4
Составитель В.Воробьев Редактор В.Ковтун Техред О.Гортвай Корректор С,Черни
Заказ 3235/16 Тираж 740 . Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Головка для обработки отверстия | 1982 |
|
SU1017475A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
