(54) ХОНИНГСЖАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1971 |
|
SU295657A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
| Головка для шаржирования отверстий | 1984 |
|
SU1237396A1 |
| ЗУБОХОНИНГОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU212726A1 |
| ЗУБОХОНИН ПОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU268870A1 |
| СТАНОК ДЛЯ ОСЕВОГО ХОНИНГОВАНИЯ | 1971 |
|
SU313646A1 |
| Хонинговальный станок | 1975 |
|
SU583914A1 |
| СПОСОБ ПНЕВМОХОНИНГОВАНИЯ | 2004 |
|
RU2252126C1 |
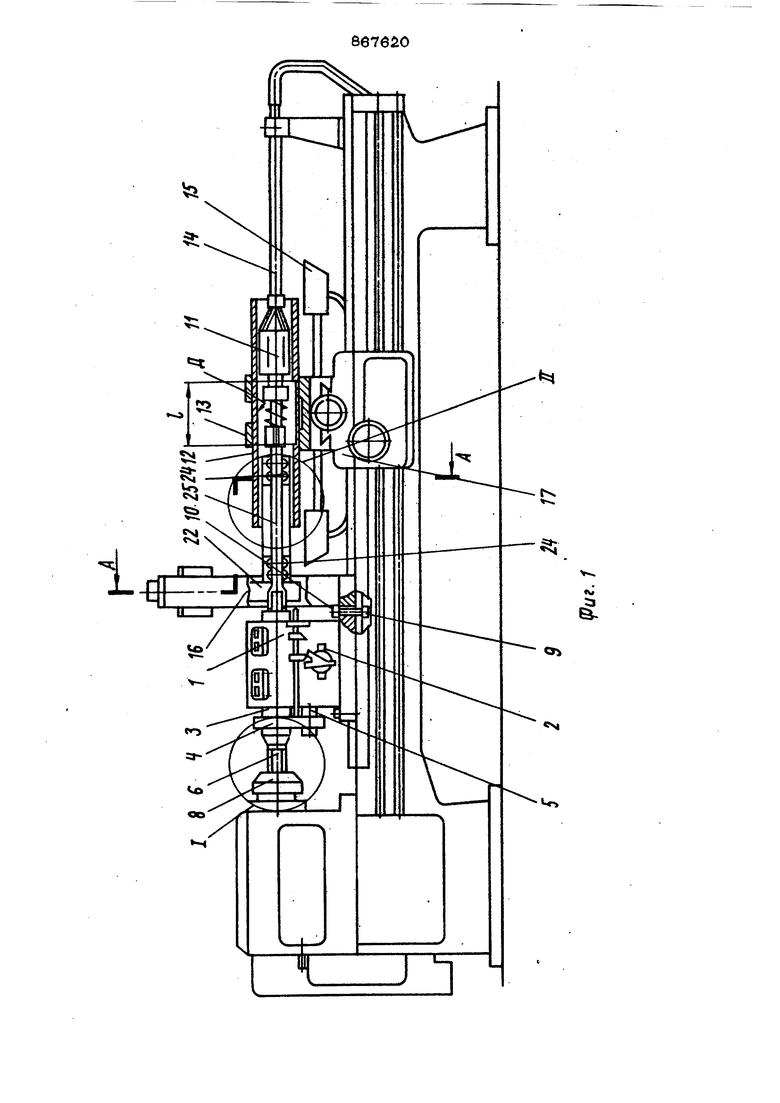
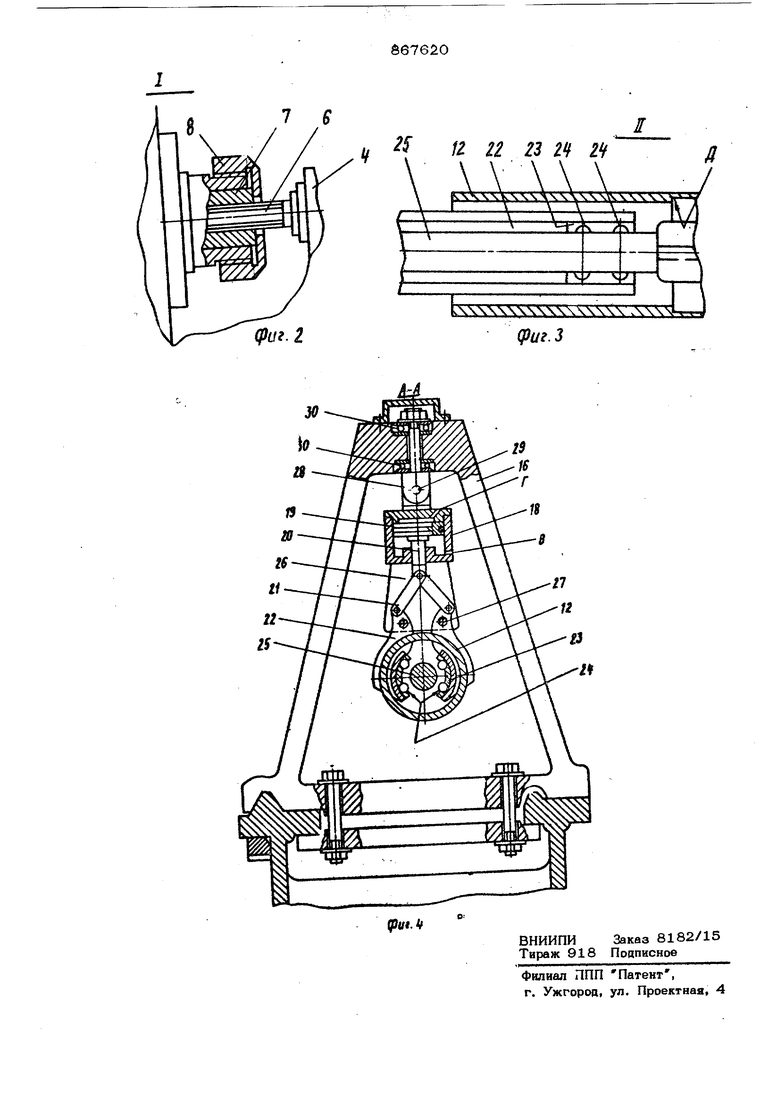
Изобретение относится к станкостроенгао и может быть использовано при обработке длинномерных цилиндрических -деталей. По основному авт. св. № 295657 известен хонинговальный станок для обработки цилиндрических поверхностей выполненный таким образом, что привод вра щения инструмента кинематически овгзан с ведущим звеном механизма его возвратно-поступа ельного перемещения, ведомое звено которого несет хоиинговальную головку, относительно которой изделие совершает осевое поступательное дви жение fl. Механизм возвратно-поступательного движения инструмента (-хона) выполнен в виде реверсивного гидродвигателя, связанного с возвратно-поступательно движущейся в жестком корпусе гильзой, охваты ваюшей с возможностью вращения вал, один конец кслгорого связан с шпинделем станка, а другой, например, посредством щарнира Гука - с хоном. Недостатки хонинговального станка заключаются в ТОМ, ЧТО при наличии шарнира Гука между гильзой и штангой головки хона, с горизонтальным их расположением, последняя в своем свободном состоянии самопроизвольно отклоняется от оси обрабатываемой поверхности цилиндричес- кого изделия. Цель изобретения - повышение точности обработки, за счет ужесточения хени говальной гоповки. Указанная цель достигается тем, что станок снабжен дополнктелы1ым рабочим органом, установленным на направ/яющих станины и выполнен в виде кронштейна с Г-образными консольными захватами, снабженны: ш по меньшей мере двумя рядами губок с элементами качения. На фиг. 1 изображен станок, обший вид; на фиг. 2 - узел 1.на хг. 1{ на фиг. 3уэел II на фиг. IjHa фиг. 4 - разрез А-А на фиг. 1. Хонинговальный станок содержит 1, привод 2 возвратно-поступательноГО движения, выполненный с регулируемой длиной хода, полую гильзу 3, помешенную в отверстие корпуса на линии центров станка и имеющую возможность осевого перемещения, серьгу 4, жестко связывающую эту гильзу с тягой 5 Привода возвратнопоступательного движения, щпиндель 6, по мещенный внутри гильзы, кинематически связанный одним своим концом со шлицево втулкой 7, закрепленной гайкой 8 в JTверстии шпинделя станка и имеющей возможность вращения относительно гильзы 3. Корпус 1 крепится к направляющим станины станка при помощи планок 9 с винтами 10. К шпинделю 6 с противоположной от щлицевой втулки 7 стороны посредством шарнира Гуна крепится голожа 11 хоиа. Обрабатываемое цилиндрическое изделие 12 крепится на суппорте станка в зажимном приспособлении 13. Смазочно-охлаждающая жидкость подается в зону обработки устройством 14 и сливается в общИй бак через систему слива 15. Для расщирения технологических возможностей хонинговальиого станка он оснащен допольительным рабочим органом 16, содержаь1им задающий и исполнительный элементь, с помощью которых каретк 17 осуществляет быстрые холостые ходы, например в момент отвода от головки 11 хона поверхности одного участка и подвода к ней другого участка такой же повер хности обрабатываемого цилиндрического изделия 12. К задающему элементу относятся: корпус 18 пневмоцилиндра, порщень 19, што 20 и рычаги 21. К исполнительному &лементу относятся механические руки, вьшопненные в виде Г-образных захватов 22, снабженные местными контактными губк€1ми 23, которые служат для удержания от вьтпадания шариков 24, предназначенными для периодического обхвата штанги 25. Корпус 18 пневм(шилиидра имеет кронштейн 26, в котором закреплены паЛЫ1Ы 27, с одной стороны, и имеет шарнирное соединение из ваЛа-серьги 28, оси 29 и подшипников ЗО, с другой сто РОНЫ. Отверстия В и Г служат для подвода сжатого воздуха Рабочий орган 16 крепится к стрнине станка аяалощршо корпусу 1. Губки 23, шарики 24, вал-серьга 28 с осью 2l9 и подшипниками ЗО служат дпя в хэможности обеспечения головки 11 хона соответствующих степеней свободы К ДЛЯ возможности самоустановкн головки она относительно оси обрабатываемой цилиндpиvecкoй поверхности изделия 12 под действием собственного веса в момент срабатью ания задающего и исполнительного элементов дополнительного рабочего органа 16. Правые контактные губки Г-образного Зб1хвата 22 максимально приближены к головке 11 хона, что является непременным условием для ее предупреждения от самопроизвольного отклонения в зоне виутр нней проточки Д и для механического ориентирования головки 11 хонв.ог.|Юсительно обрабатываемой цилиндрической гюверхности изделий 12. Хонинговальный станок рабо1-ает следующим образом. Головке 11 хона обеспечивается вращательное и возвратно-поступательноедвижение на ка{хггком участке, величина которого связана с размерами привода 2 возвратно-поступательнгго движения, ипя возможности хонингования цилиндрических поверхностей, имеющих большую длину обработки, которые разделены на участки, проточкой Д со значительной длиной t суппорт станка с установленным в нем зажимным приспособлением 13 и изделием 12 получает медленную продольную подачу, которая перемешает первый обрабатываемый участок от начального его торца до проточки Д, а затем так же перемещает второй обрабатываемый участ ж к другому концу этого цилиидричёскс«ч изделия. Быстрый холостой ход каретки 17 а местно с приспособлением 13 и цшшшфическим изделием 12 в 1феделах величины t получают только после срабатывания задающего и испопнителыюго элементов . ;юполнительного рабочего органа 16, на пример, в момент отвода от головкя 11 хона поверхности одного участка и подвода к ней другого участка такой же поверхности этого обрабатыва ъ«ого цилишн рического изделия. При этом шток 2О движется вперед, рычаги 21 расходятся, а Г-образные захваты 22 с местными контактными губками 23 сближаются и обхватывают штаягу 25 посредстве шариков 24, что обеспечивает возможность предупреждения самопроизвольного отклонения, головкя 11 хона от оси обрабатываемой поверхности цилиндрического изделия 12. Дополнительный рабочий орган 16 также используют, например, в момент съеме /обработан.юго цилиндрического изделия .
12 из приспособления 13 и эакреппешга нового иипиидряческого изделия в атом приспособлеини.
Такая конструкция лопопнителыюго рабочею ортана позволяет ужесточить хонинговальную гог.омсу.
Формула изобретений
Хоиинговальный сгажж шт обреЛогпя цилиидрических поверхностей тю авт. св. :№ 295657, о т л и ч а ю к и с
тем, что, с целью повышения точности обработки за счет ужесточения хоиикговалыюй головки, ои снабжен дополнительным . рабочим органом, установленным на иапреюлающих станины и выполмеииым в виде кронштейна с Г-образными консольными захватами, снабженными по меньшей мере двумя рядами губок с элементакт качения,
Источинки ииформЫгаи,
принятые во внимание при ксперт«ве 1. Айтороюе свидетельство ССО № 295657, «л. В 24 В 3/52, 1Э68.
v
:з &.
