1
Изобретение относится к машиностроению, в частности к производству листовых рессор грузовых автомобилей ,
Целью изобретения является повы- щение усталостной прочности рессор- ных. листов за счет исключет1Я возникновения трооститных пятен.
На чертеже схематически представлено сечение гибочно-закалочного штампа на участке контакта штампа 1 с рессорным листом 2. Пунктирной линией показана граница закаленного слоя по полумартенситу.
Поток воды при закалке омывает рессорный лист в направлении, перпендикулярном плоскости чертежа. На гра- закаленного слоя (точка В) скорость охлаждения равна критической (V).p), что обеспечивает образование мартенсита на участке БВ. На расстоянии от поверхности большем, чем ББ, скорость ох.паждення ниже Уцр и обеспечивает получение трооститной структуры. Таким образом, для того, чтобы в середине участка контакта штампа с листом (точка Л) не образовался троостит, отрезок АБ должен быть меньше или равен БВ, т.е. глубине закаленного слоя. Исходя из этого ширина участка контакта штампа с листом должна бьп ь меньше или равна удвоенной глубине закаленного слоя.
Способ бьш проверен при изготовлении коренных листов автомобиля КамАЗ 5511. Рессора состояла их двух коренных и гаестн несугцих листов. Коренные листы 18 90- 1420 мм, изготовленные из сталей РЛ, подвергали индукционому нагреву, закалке в штампах с различной шириной контакта и отпуску при 200°С. Несущий листы из
2,5 3,0 3,5
15 ( 2 и) 15 ( 2Л ) 15 ( 2 д)
37714
стали бОХГС обрабатывали по серийной технологии.
Р1зготовление рессорных листов по способу, взятому за прототип, прово5 дили следующим образом. Коренные лис-, ты, изготовленные из стали РП, подвергали индукционному нагреву аналогично пpeдлaгaeмo fy способу, закалку же проводили в известном штампе с
10 шириной контакта штампа с листом 15 мм.
В качестве базового объекта принимали существующую на рессорных заводах серийную технологию термичес15 кой обработки рессорньк листов, заключающуюся в объемном печном нагреве под закалку, гибке в штампе с шириной контакта штампа с листом 15 мм, охлаждении вместе со штампом в масле,
20 среднетемпературном отпуске и дробе- наклепе. По указанной технологии обрабатывали коренные и несущие листы серийной рессоры автомобиля КамАЗ 5511.
25 Рессорные листы собирали в рессо ру и испытьшали на усталость на прессе с максимальным усилитем 160 т. Испытания вели до поломки коренного JttiCTa, в случае разрушения одного из
несущих заменяли весь пакет из шести дшстов.
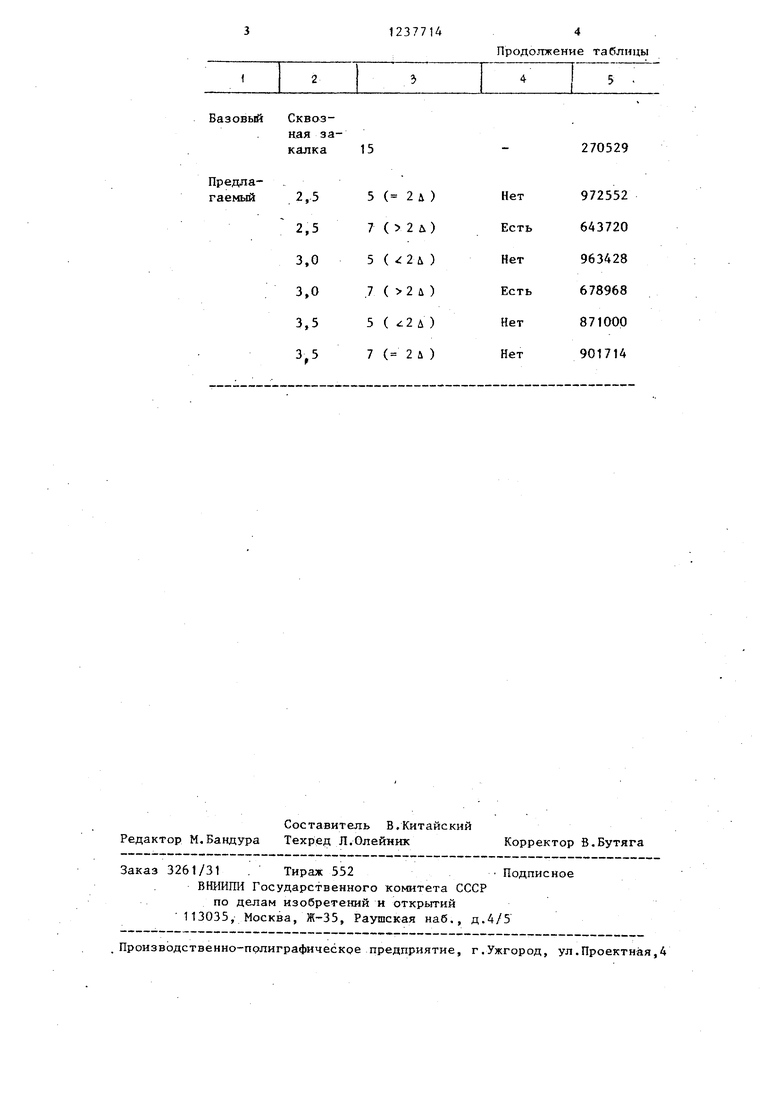
Результаты испытаний представлены в таблице.
Максимальная усталостная прочность рессорньк листов достигается в случае их изготовления по предла- г аемому способу при ширине участка контакта штампа с листом, меньшей удвоенной глубины закалки., когда отсутствуют трооститные пятна.
420781 507042 468704
Вазовый
Сквозная закалка
2,5 2,5 3,0 3,0 3.5
3,5
Составитель В,Китайский Редактор М.Бандура Техред Л.Олейник
Заказ 3261/31 , Тираж 552 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Продолжение таблицы
5
5( 2л)
7( 2 U )
5( 2& )
7( 2 л )
5( 2д )
7(20
Нет
Есть
Нет
Есть
Нет
Нет
270529
972552 643720 963428 678968 871000 901714
Корректор В.Бутяга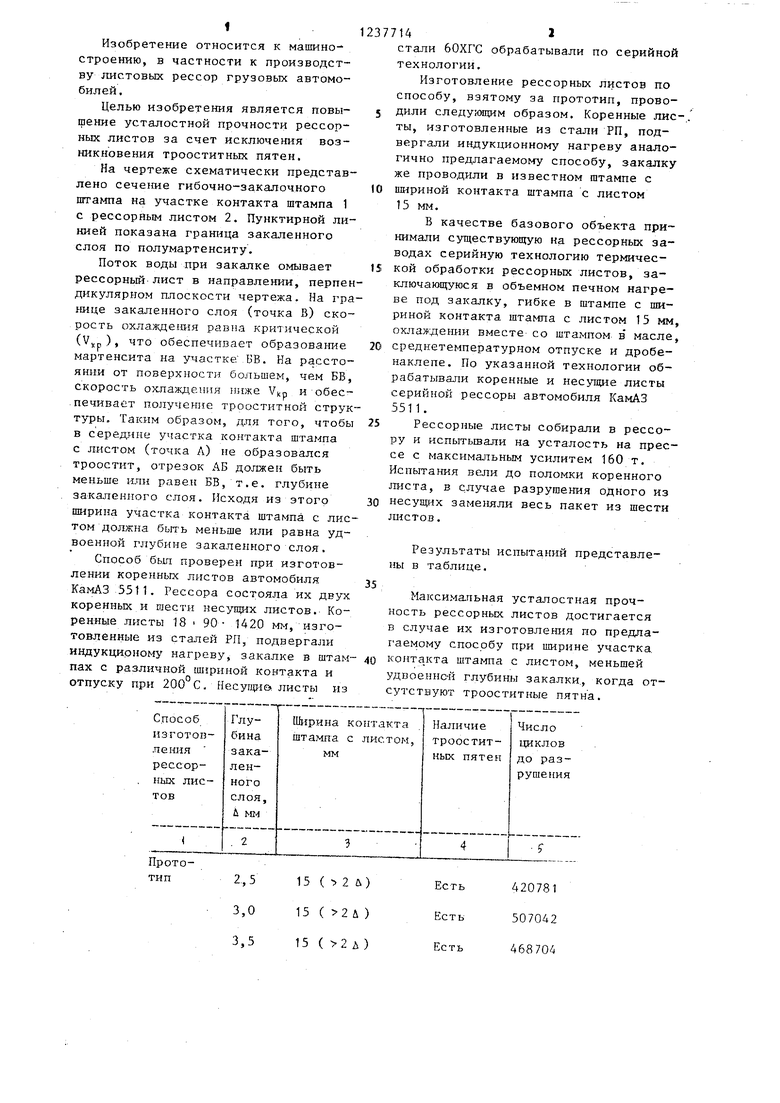
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рессорных листов | 1976 |
|
SU688529A1 |
| Рессорный лист | 1982 |
|
SU1086021A1 |
| Способ изготовления рессорных листов | 1987 |
|
SU1514807A1 |
| РЕССОРНЫЙ ЛИСТ ВЫСОКОЙ ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ | 1999 |
|
RU2158314C1 |
| Способ изготовления рессор транспортных средств | 1988 |
|
SU1546478A1 |
| ЛИСТОВАЯ РЕССОРА АВТОТРАНСПОРТНОГО СРЕДСТВА | 2002 |
|
RU2213280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ УПРОЧНЕНИЯ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2002 |
|
RU2231565C2 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| Способ закалки рессорных листов | 1985 |
|
SU1425227A1 |

| Способ изготовления рессорных листов | 1976 |
|
SU688529A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рессорный лист | 1963 |
|
SU523949A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
