f
Изобретение относится к машиностроению, в частности к неразъемньм соединениям, преимущественно компог- зиционных материалов.
Цель изобретения - обеспечение универсальности при потайной и непотайной клепке.
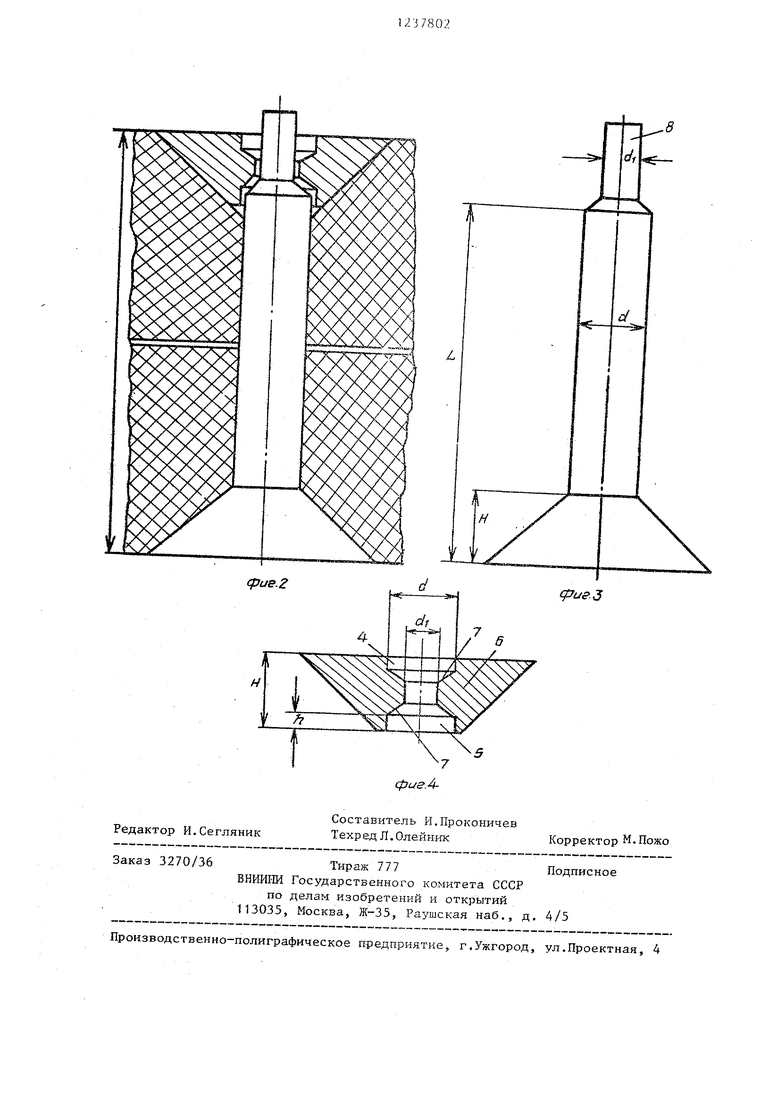
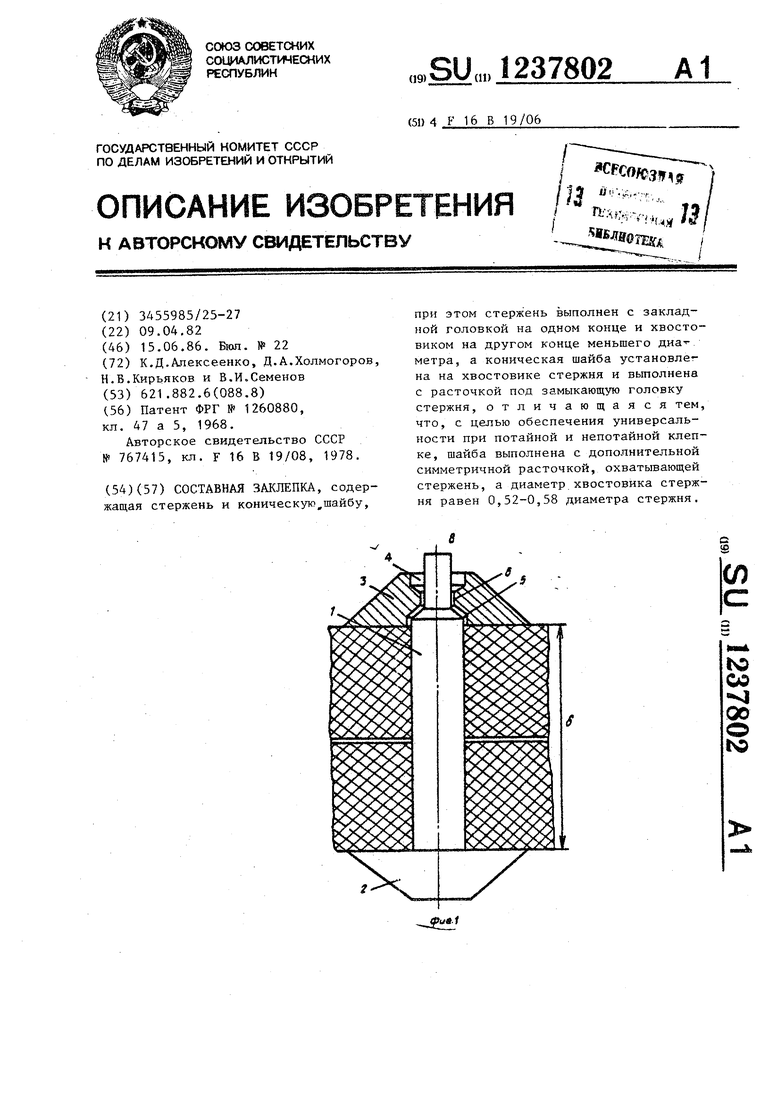
На фиг. 1 изображена составная заклепка для непотайной клепки; на фиг. 2 - то же, для потайной клепки; на фиг. 3 - стержень заклепки; на фиг. 4 - шайба.
Заклепка содержит стержень 1 с закладной головкой 2 и коническую шайбу 3 с расточками 4 и 5, образующие перемычку 6. Расточки 4 и 5 в конической шайбе выполнены симметричными, одинаковыми по форме и размерам (d и h), и если имеют конический переходный участок 7, то эти участки имеют встречное направление. Стержень вьшолнен на конце противоположном заютадной головке с хвостовиком 8, из материала которого образуют затыкающую головку, при этом диаметр этого хвостовика d, меньше, чем диаметр стержня d. Кроме того, диаметр расточек 4 и 5 в шайбе равен диаметру стержня заклепки, а диаметр отверстия в перемычке 6 шайбы равен диаметру хвостовика 8 стержня. Диаметр d выбирается из соотношения d, (0,520 - 0,585)d. Длину стержня необходимо выбирать из условия контакта или сопряжения шайбы со стержнем по их переходной конической части при минимальной толщине пакета и гарантированного их сопряжения при максимально возможной толщине S пакета.
Эта длина определяется из соотношения
L S + h (при выступающей головке),
L 5 + h - Н (при потайной головке),
37802
где
г мкм
о
L - длина-стержня с учетом
потайной головки; - минимальная толщина пакета;
h - высота цилиндрической части гнезда в шайбе, сопрягаемой со стержнем, при этом
1 -. т / rMOlbr, с Ч
h 2 (Л §) , где
гляке о максимально воз
можная толщина пакета (совместно с минимальной определяется статистически) ;
Н - высота шайбы; d - диаметр стержня;
d, - диаметр хвостовика стержня .
Выполнение функционально равнозначных расточек с обеих сторон шай- бы об€;спвчивает возможность применения последней как при потайной, так и непотайной клепке.
При установке стержня в пакет со- едиияемых деталей шайба устанавливается на пакет (фиг 1) или в зенкованное гнездо одной из соединяемых деталей (фиг, 2), и затем производят обжатие участка 8 стержня для образо- вания замыкающей головки, утопленной в гнезде шайбы, Уменьшенньй диаметр участка 8 стержня снижает усилие расклепывания и контактные напряжения под шайбой, защищая материал соеди- няемых деталей от разрушения.
Соотношение диаметров d 0,520- 0,580d обеспечивает равнопрочность стержня на разрыв и замыкающей головки на смятие.
Кроме этого, равенство диаметра гнезда в шайбе диаметру стержня обеспечивает сопряжение шайбы по двум поверхностям стержня, что улучшает их взаимн та центровку, исключая радиальные перемещения шайбы.
8
Редактор И.Сегляник
Заказ 3270/36Тираж 777Подписное
ВНИИИИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие г.Ужгород, ул.Проектная, 4
фиг.4Составитель И.Проконичев Техред Л.Олейник
Корректор М.Пожо
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| Способ ремонта заклепочного соединения с потайной головкой | 1988 |
|
SU1532177A1 |
| Заклепка | 1987 |
|
SU1439307A1 |
| Заклепка | 1974 |
|
SU567860A1 |
| ЗАКЛЕПКА | 2005 |
|
RU2274773C1 |
| Заклепочное соединение деталей из малопластичных материалов | 1978 |
|
SU767415A1 |
| Потайная заклепка с компенсатором и обжимка для клепки | 1980 |
|
SU928104A1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| Заклепка | 1980 |
|
SU868150A1 |
| Способ клепки и пневматический пресс для его осуществления | 1988 |
|
SU1602603A1 |