i4ib
00
;0
&9 О 4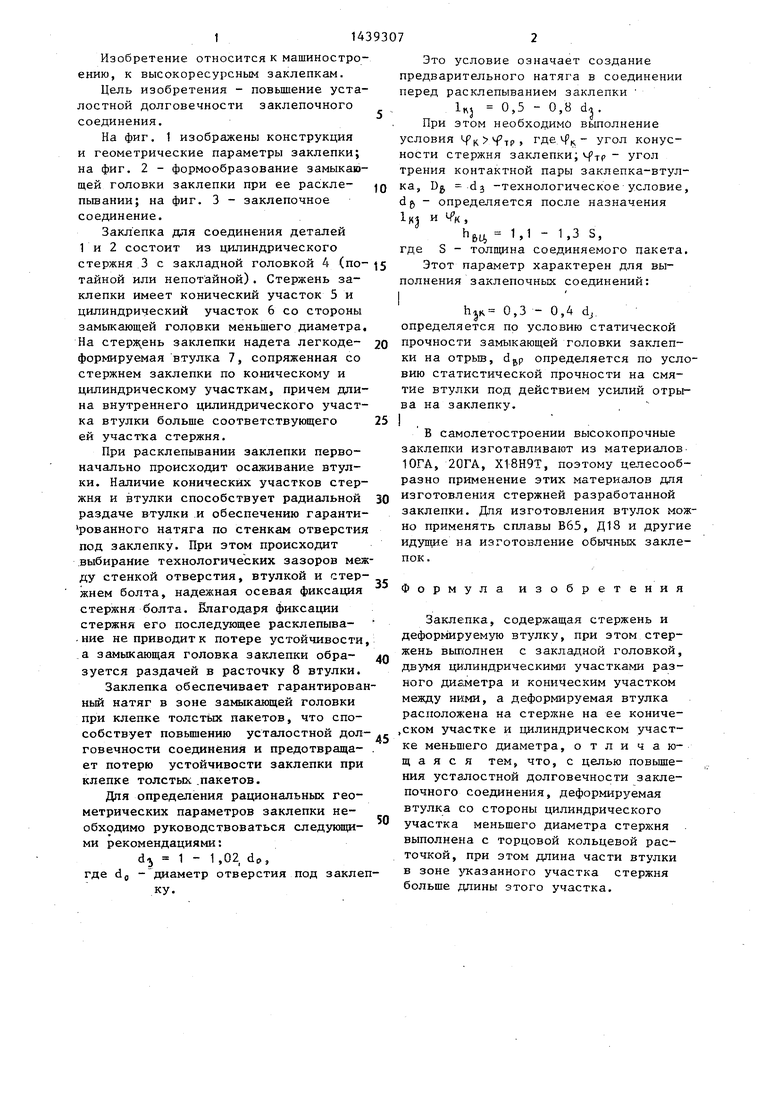
| название | год | авторы | номер документа |
|---|---|---|---|
| Заклепка | 1989 |
|
SU1687944A1 |
| Заклепка | 1986 |
|
SU1401171A1 |
| Заклепочное соединение | 1988 |
|
SU1555549A1 |
| Заклепочное соединение | 1989 |
|
SU1673758A1 |
| Заклепка | 1989 |
|
SU1670205A1 |
| Заклепка | 1986 |
|
SU1350386A1 |
| Способ выполнения заклепочного соединения | 1990 |
|
SU1751460A1 |
| Заклепка | 1988 |
|
SU1620707A1 |
| Способ получения заклепочного соединения | 1989 |
|
SU1732022A1 |
| Заклепка | 1988 |
|
SU1545013A1 |
Изобретение относится к машиностроению, точнее к высокоресурсным заклепкам. Цель изобретения - повышение усталостной долговечности заклепочного соединения. Заклепка содержит стержень 3 и деформируемую втулку 7. Стержень 3 выполнен с закладной головкой 4, двумя цилиндрическими участками разного диаметра и коническим участком 5 между ними. Втулка 7 расположена на коническом участке 5 и цилиндрическом участке 6 меньшего диаметра и выполнена с торцовой расточкой 8. Часть втулки на цилиндрическом участке длиннее этого участка. Заклепка обеспечивает гаран- тированньй натяг в зоне замыкающей головки при клепке толстых пакетов, что способствует повьшению усталост- ; ной долговечности. 3 ил. (Л
ф1/е.1
1143
Изобретение относится к машиностроению, к высокоресурсным заклепкам.
Цель изобретения - повьшение усталостной долговечности заклепочного соединения.
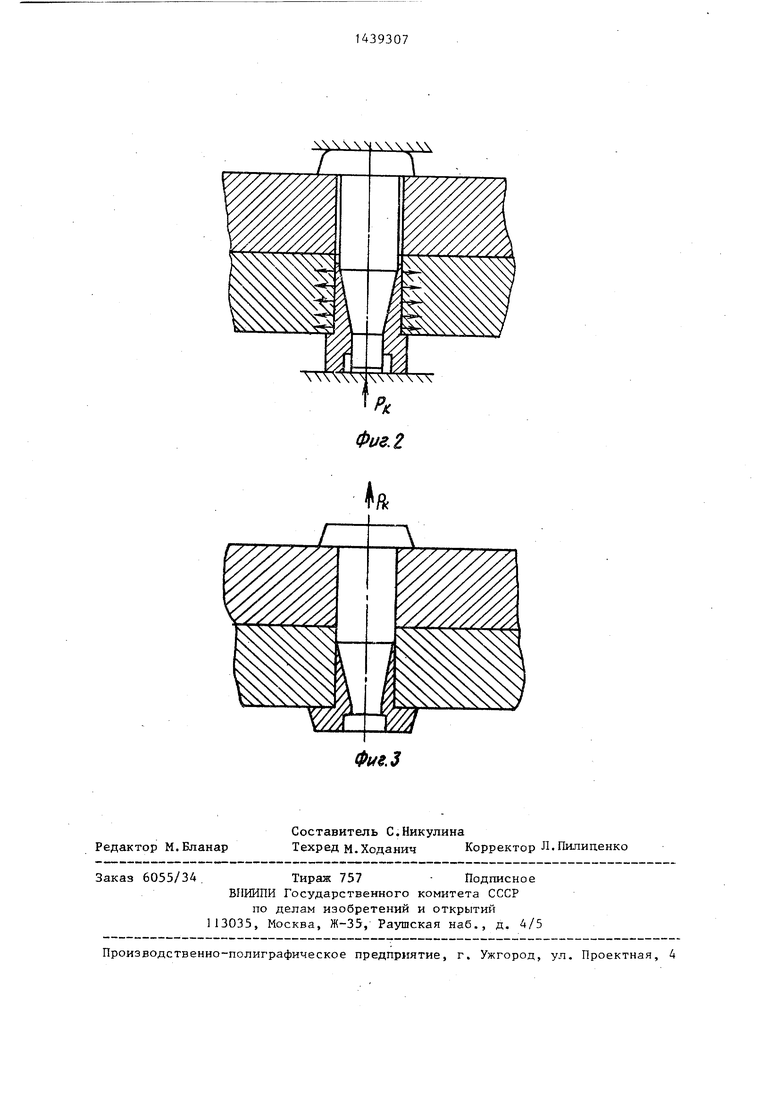
На фиг, 1 изображены конструкция и геометрические параметры заклепки; на фиг, 2 - формообразование замыкающей головки заклепки при ее раскле
пьшании; на фиг, 3 - заклепочное соединение.
Заклепка для соединения деталей 1 и 2 состоит из цилиндрического
где S - толщина соединяемого пакета
стержня 3 с закладной головкой 4 (по- Этот параметр характерен для вы- тайной или непотайной). Стержень заклепки имеет конический участок 5 и цилиндрический участок 6 со стороны замыкающей головки меньшего диаметра. На стерж; ень заклепки надета легкодеформируемая втулка 7, сопряженная со стержнем заклепки по коническому и цилиндрическому участкам, причем длина внутреннего цилиндрического участка втулки больше соответствующего 25 ей участка стержня.
При расклепывании заклепки первоначально происходит осаживание втулки. Наличие конических участков стержня и втулки способствует радиальной раздаче втулки и обеспечению гаранти- рованного натяга по стенкам отверстия под заклепку. При этом происходит выбирание технологических зазоров между стенкой отверстия, втулкой и стержнем болта, надежная осевая фиксация стержня болта. Благодаря фиксации
стержня его последующее расклепыва- . ние не приводит к потере устойчивости,
а замыкающая головка заклепки обра- 0
зуется раздачей в расточку 8 втулки. Заклепка обеспечивает гарантированньй натяг в зоне замыкающей головки
при клепке толстых пакетов, что спополнения заклепочных соединении:
hjK 0,3 - 0,4 dj.
определяется по условию статической 20 прочности замыкающей головки заклепки на отрьш, d{,p определяется по усл вию статистической прочности на смятие втулки под действием усилий отры ва на заклепку.
В самолетостроении высокопрочные заклепки изготавливают из материалов ЮГА, 20ГА, Х18Н9Т, поэтому целесооб разно применение этих материалов для 3Q изготовления стержней разработанной заклепки. Для изготовления втулок мо но применять сплавы В65, Д18 и други идущие на изготовление обычных закле пок.
35
Формула изобретения
Заклепка, содержащая стержень и деформируемую втулку, при этом стержень выполнен с закладной головкой, двумя цилиндрическими участками разного диаметра и коническим участком между ними, а деформируемая втулка расположена на стержне на ее кониче- ,ском участке и цилиндрическом участке меньшего диаметра, о тли чающаяся тем, что, с целью повьш1е- ния усталостной долговечности заклепочного соединения, деформируемая втулка со стороны цилиндрического участка меньшего диаметра стержня выполнена с торцовой кольцевой расточкой, при этом длина части втулки в зоне тсазанного участка стержня больше длины этого участка.
собствует повышению усталостной дол- говечности соединения и предотвраща- ет потерю устойчивости заклепки при клепке толстых .пакетов.
Дпя определения рациональных геометрических параметров заклепки необходимо руководствоваться следующими рекомендациями:
d 1 - 1,02 do,
где dg - диаметр отверстия под заклепку.
Это условие означает создание предварительного натяга в соединении перед расклепыванием заклепки Uj 0,5 - 0,8 d.
При этом необходимо выполнение условия где.Ч к- угол конусности стержня заклепки; угол трения контактной пары заклепка-втулка, D, dj -технологическое условие, d f) - определяется после назначения
IHJ и К
&L1,
1,1 - 1,3 S,
где S - толщина соединяемого пакета.
Этот параметр характерен для вы-
полнения заклепочных соединении:
hjK 0,3 - 0,4 dj.
определяется по условию статической прочности замыкающей головки заклепки на отрьш, d{,p определяется по условию статистической прочности на смятие втулки под действием усилий отрыва на заклепку.
Этот параметр характерен для вы-
В самолетостроении высокопрочные заклепки изготавливают из материалов ЮГА, 20ГА, Х18Н9Т, поэтому целесообразно применение этих материалов для изготовления стержней разработанной заклепки. Для изготовления втулок можно применять сплавы В65, Д18 и другие идущие на изготовление обычных заклепок.
Формула изобретения
Заклепка, содержащая стержень и деформируемую втулку, при этом стержень выполнен с закладной головкой, двумя цилиндрическими участками разного диаметра и коническим участком между ними, а деформируемая втулка расположена на стержне на ее кониче- ,ском участке и цилиндрическом участке меньшего диаметра, о тли чающаяся тем, что, с целью повьш1е- ния усталостной долговечности заклепочного соединения, деформируемая втулка со стороны цилиндрического участка меньшего диаметра стержня выполнена с торцовой кольцевой расточкой, при этом длина части втулки в зоне тсазанного участка стержня больше длины этого участка.
0lfS.3
| Заклепочное соединение деталей из малопластичных материалов | 1978 |
|
SU767415A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Заклепка | 1982 |
|
SU1154497A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
