10
15
1238922
Изобретение относится к сварке и ожет быть использовано в автоматах и в полуавтоматах дуговой сварки плавящимся электродом, неплавящимся электродом и плазменно-дуговой сварки.
Цель изобретения - расширение, технологических возможностей и повышение производительности.
Поставленная цель достигается за счет расширения диапазона регулирования скоростей проволоки и снижения вспомогательного времени на переключение устройства с одного техноогического режима на другой.
На фиг.1 и 2 представлена конструкция предлагаемого устройства; на иг.З - принципиальная кинематическая схема.
Стационарный подающий ролик 1 установлен на оси 2 при помощи втулок 3 и.4 и гайки 5. Ось 2 крегант- ся в корпусе,6 на подшипниках 7-9 и затягивается гайкой 10. Ось 2 имеет шестерню 11, сцепленную с центральной выходной шестерней 12 редуктора 13 с двигателем 14. Подвижнь (прижимной) подающий ролик 15 установлен на оси 16 при помощи втулок 17 и 18 и гайки 19. Ось 16 крепится .в ,. корпусе 6 на втулке 20, имеющей подшипники 21 и 22, закрепленной в пазу корпуса 6 гайкой 23. На оси 16 установлен кривошип 24, в паз которого входит палец 25 шатуна 26. Шатун 26 связан с параллельным кривошипом 27 и шатуном 28 при помощи общих осей 29. В паз шатуна 28 входит палец 30, который установлен на кривошипе 31, а сам кривошип 31 установлен на оси 32 с шестерней 33. Ось 32 крепится в корпусе 6 на подшипниках 34 и 35, она закреплена гайкой 36. Корпус 6 закрыт крышкой 37. В корпусе устанавивается винт 38, поджимающий втулку 20.,
20 Н
25 ш
30 д
35 р
40
45
Устройство работает следукнцим образом..
Момент, развиваемый двигателем 14, передается через редуктор 13 с вы-, ходной шестерней 12 одновременно на шестерни 11 и 33 двух кинематических цепей, замыкающихся на подающие ролики 1 и 15. Скорость подачи проволоки определяется формулой
V -TTdn,
где V - скорость подачи электродной проволоки;
5
d - диаметр подающего ролика; п, - частота вращения выходного
вала i
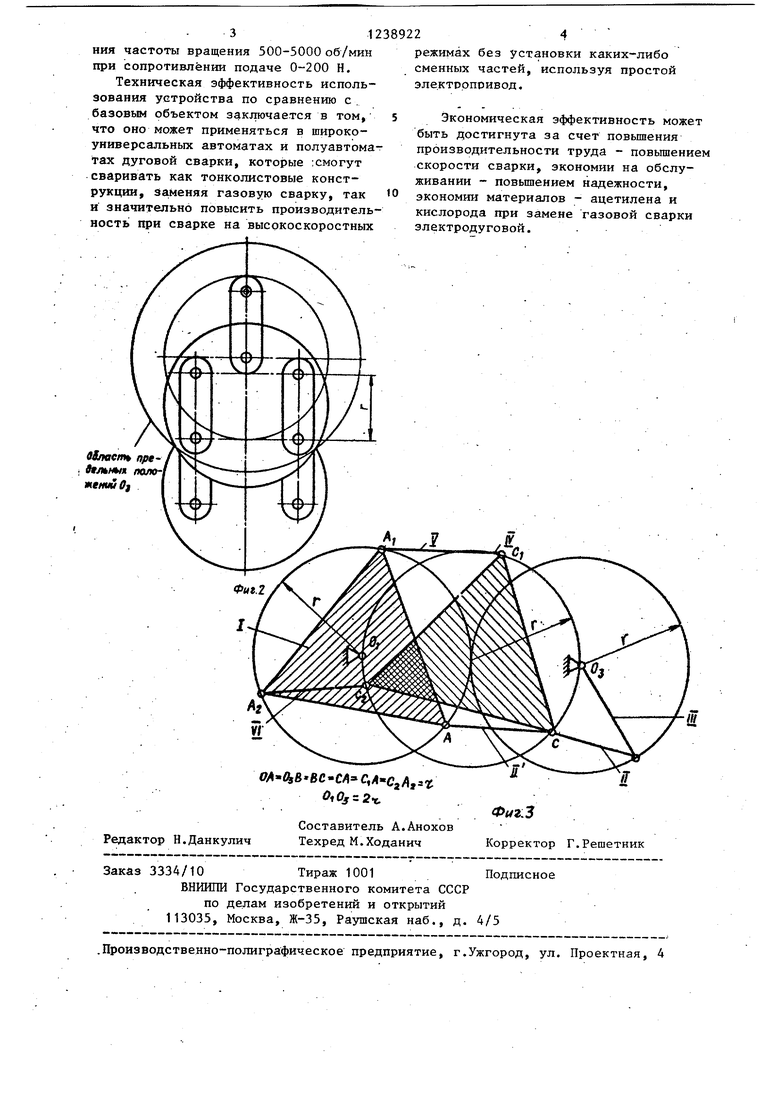
Так как глубина регулирования двигателя привода принята равной 1:10, то и диапазон скоростей подачи имеет ту же кратность 1:10 Для получения расширенного диапазона скоростей подачи в предлаг аемом механизме предусмотрена возможность смены подающих- роликов с изменением межцентрового расстояния при сохранении заданного передаточного отношения. Механизм для изменения межцентрового расстоя- . ния фактически является механизмом для подачи движения между двумя параллельными осями. Расстояние между осями может регулироваться в пределах от.г до 4 t- (фиг.1). При рассмотре0 НИИ кинематической схемы (фиг.З) устройства выделены следующие звенья: I - кривошип 24; П - шатун .29; Ш - : кривошип 30; w - параллельный кривошип 27; V - параллельный криво5 шип 27; vi - шатун 26.
С учетом принятого разбиения на звенья структурно механизм можно представить состоящим из; основного механизма, составленного из звеньев,
0 П Ш и стойки; совокупности двух добавочных механизмов с параллельными кривошипами, содержащих звенья 1 , V В YI I V и стойку. Основной механизм служит для пе5 редачи вращательного движения между и Од с передаточным отно uJ .
0
ОСЯМИ о Шением
Звенья II
и п
. . 1 ХА М. ООРЗ
зуют шатун основного механизма с параллельными кривошипами. В процессе движения звенья I иЦ остаются жестко связанными между собой,, наличие шарнира в точке С необходимо для изменения длины шатуна основного механизма в связи с изменением рассто0
5
яния 0.0.
между осями 0 и Пусть 2г и шатун АВ 2г. Если, не изменяя положение звена 1 , точку О, звена и
о,0з
в О
3
сместить по линии то L . и И займут новое
ста-положение и шатуном механизма нет звено АС В .
Испытания макета устройства показали, что оно обеспечивает нормаль- 55 ную подачу электродной проволоки диаметром 0,6-6 мм в диапазоне скоростей подачи 50-2500 м/ч с электродвигателем, имеющим пределы регулирования частоты вращения 500-5000 об/мин при сопротивлении подаче 0-200 Н.
Техническая эффективность использования устройства по сравнению с. базовым объектом заключается в том, что оно может применяться в широко- универсальных автоматах и полуавтомат так дуговой сварки, которые :смогут сваривать как тонколистовые конструкции, заменяя газовую сварку, так и значительно повысить производительность при сварке на высокоскоростных
режимах без установки каких-либо сменных частей, используя простой электропривод.
Экономическая эффективность может быть достигнута за счет повышения производительности труда - повьппение скорости сварки, экономии на обслуживании - повьппением надежности, экономии материалов - ацетилена и кислорода при замене газовой сварки электродуговой.
ОХавст преввММИЯ /KLW-j
mefiuuOj
W
Н.Данкулич
OA l BBC CA C,,г tf,t7j 2it.
Составитель А.Анохов Техред М.Ходанич
А J
Фиг:3
Корректор Г.Решетник
Заказ 3334/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4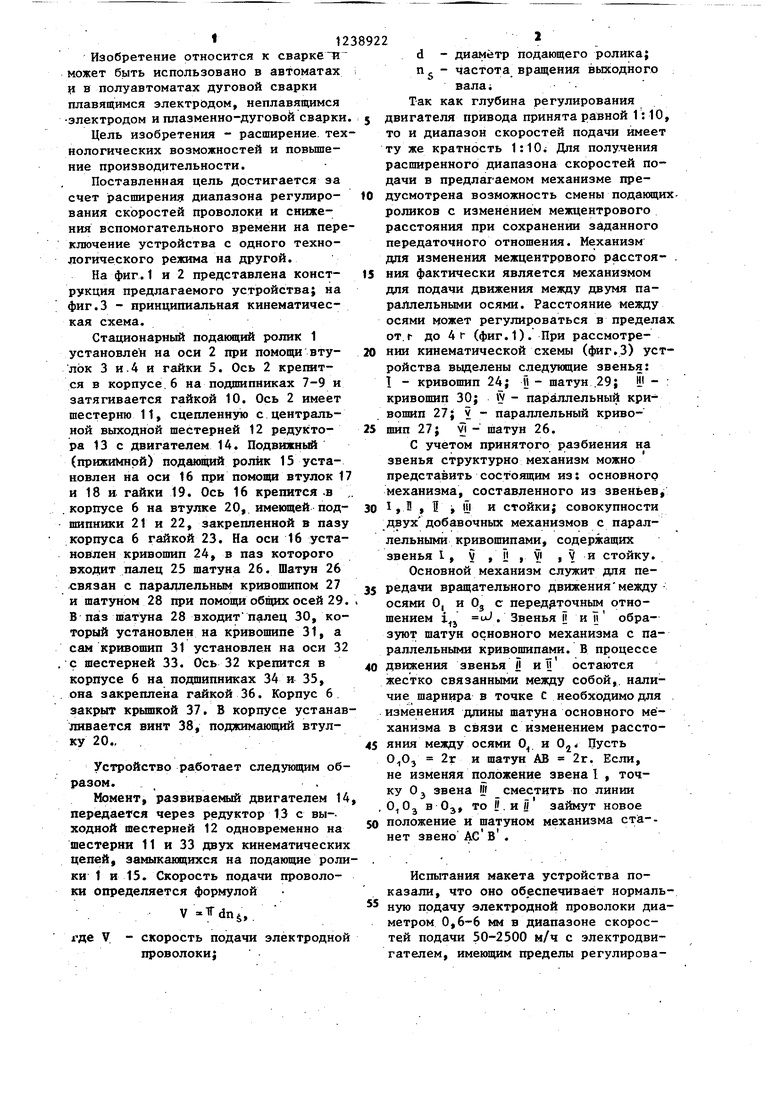
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1985 |
|
SU1294526A1 |
| Устройство для подачи электродной проволоки | 1983 |
|
SU1199521A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| Устройство для подачи электродной проволоки | 1988 |
|
SU1532227A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1983 |
|
SU1094695A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Двухвалковая дробилка | 1979 |
|
SU902805A1 |
| Автомат для правки и рубки проволоки | 1977 |
|
SU679290A1 |

| Бельфор М.Г | |||
| Оборудование для дуговой сварки и наплавки | |||
| - Наукова думка, 1976 | |||
| Устройство для подачи проволоки | 1978 |
|
SU841841A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
