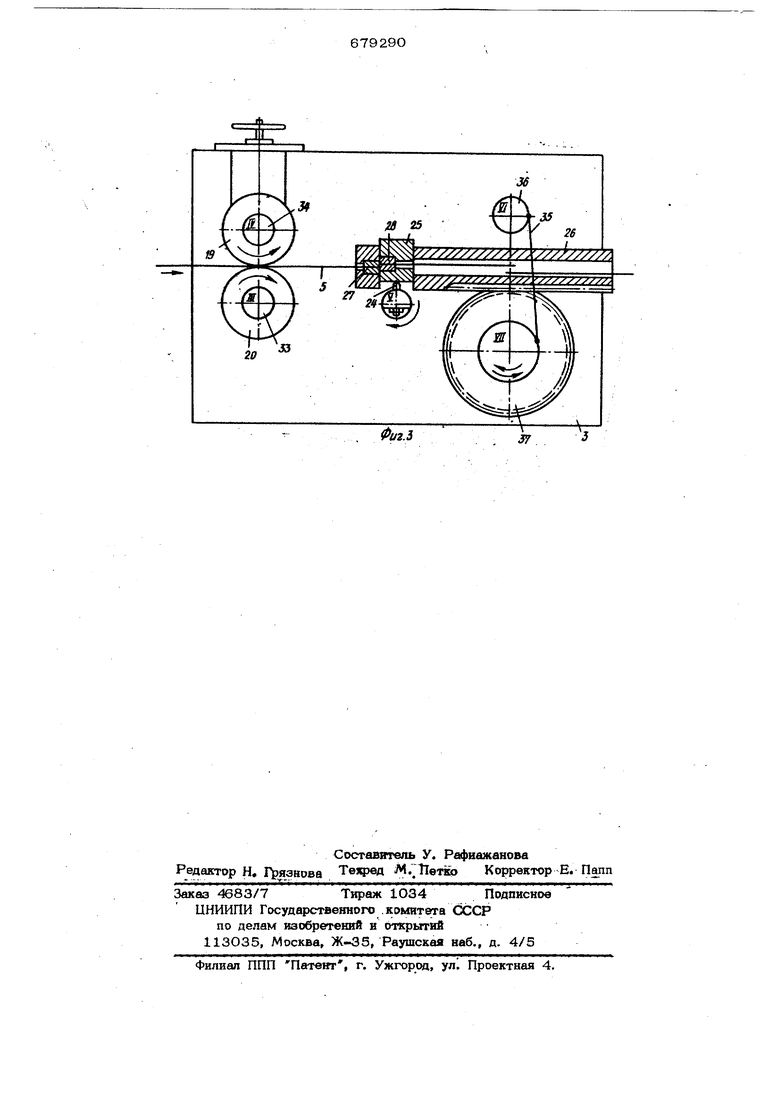
(54) АВТОМАТ ДЛЯ ПРАВКИ И РУБКИ ПРОВОЛСЖИ рами, как принято в кинематических схемах), через зубчатые колеса механизма подачи и рубки проволоки вращение передается валу ЗГ- Число оборотов вала при помощи шестерен 11, 12, 13, 14, 15, 16, 17, 18 будет п- , где Zf,... Z,g -условное обозначение чисел зубьев шестерен. От П вращение передается валу Щ. ведущему ва подающих роликов 19 и 20. Валы Ш иТ соединены шестернями 21 и 22 с равным числом зубьев и вращаются с одинаковой скоростью. Ролики 19 и 2О тянут проволоку 5 из правильного барабана 2. От вала FV через гитару 23 сменных шестерен вращение передается валу У , на котором закреплен толкатель 24. Числ оборотов вала у настраивается при помощи гитары 23 на величину, соответствующую определенным значениям длины отрезков проволоки. Рубящая головка 25 (фиг. 3) крепится в попауне 26, ож 27 закреплен непосредственно в ползуне 26, а нож 28 находится в режущей головке 25. Вал Я (фиг. 2) связан кинематическис валом 91 кривошипа посредством ряда шестерен и гитары 29. Число оборотов вала В кривошипа при помощи шестерен ЗО, 31 и 32 будет П .-J 4Knjt Z9j э. ,г где i -передаточное отношение. Для обеспечения равенства скорости проволоки 5 и скорости движения ползуна 26 в момент рубки, число оборотов вала И кривошипа должно быть равно числу оборотов вала J с толкателем 24 (при рубке отрезков проволоки в интервале 25О-45О мм). При резке отрезков проволоки длиной в два или три раза большей указанного интервала, число оборотов вала V уменьшают гитарой 23 в соответствующее чис раз, а число оборотов вала VM кривошип сохраняют прежним при помощи гитары 29. Этим сохраняется равенство скорост движения проволоки 5 и ползуна 26 в момент рубки. ТЬк как значение скорости движения ползуна изменяется по зависимости то станок настраивается таким образом, чтобы в момент рубки скорость движеНИН ползуна несколько превышала скорость подачи проволоки. Во избежание разрыва проволоки подающие ролики 19 и 20 снабжены обгонными муфтами 33 и 34. Через шатун 35 кривошип 36 заставляет вал VJ совершать повороты в одну и другую стороны на определенный угол. Реечная шестерня 37 перемещает возвратно-поступательно ползун 26. Автомат работает следующим образом. Проволока 5 протягивается через правильный барабан 2 между роликами 19. и 20 и заводится через ножи 27, 28 в ползун 26. Гитары 23, 29 настраиваются на заданную длину отрезков проволоки. Включаются приводы 6 и 7, подающие ролики 19 и 20 протягивают проволоку 5 через правильный барабан 2, который ее выравнивает, и далее проволока проталкивается через ползун 26. Рубящая головка 25 с ножом 28 поднимается в определенный момент тол1 ателем 24. В этот момент величина и направление скорости движения ползуна равна или несколько выше скорости движения проволоки. Происходит рубка. Затем рубящая головка опускается и следующий отрезок проволоки свободно проходит через отверстие ножей 27 и 28 - цщиг повторяется. Испытание и работа опытного образца предложенного автомата показали, что данный станок успешно вьшолняет правку и рубку электродной проволоки для всех размеров электродов и, кроме того, другие равнообразные работы, где требуется большое количество правленных отрезков проволоки различной длины. Это особенно важно в мелкосерийном и единичном производстве. Универсальность предлагаемого. гштомата позволяет .вдвое сократить производственную площадь, что дает экономию в народном хозяйств ве. Формула изобретения Автомат для правки и рубки проволоки, содержащий установленные на станине правильный барабан, кривошипно-шатунный механизм, связанный с толкателем и сообщающий возвратно-поступательное движение ползуну, отличающийс я тем, что, с целью расширения диапазона длин О1резаемой проволоки при сохранении габаритов станка, он снабжен дополнительным валом, кинематически связанным с валом кривошипа, например, по r-nonr-TROKX fkxeHHMT «ioo-ror,ew ппю средством сменных шестерен, при этом толкатель укреплен на дополнительном валу. Источники информации, принятые во внимание при экспертизе 1. Крюковский Н. Н. ПРОИЗВОДСТВО. электродов для дуговой сварки М., 1956, с. 46.


| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Автомат для ротационного обжатия | 1990 |
|
SU1814959A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| РОТОРНЫЙ ГВОЗДИЛЬНЫЙ АВТОМАТ | 1996 |
|
RU2117545C1 |
| ОТРЕЗНОЕ УСТРОЙСТВО АВТОМАТА ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1991 |
|
RU2028202C1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Гвоздильный автомат | 1982 |
|
SU1121085A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
fff
J5 369.8
/
Фиг.2
Фиг.Ь
