Изобретение относится к автомати- ческой загрузке рабочих машин из ма- газиков-накопителей.
Цель изобретения - повышение производительности работы устройства путем исключения подготовительного времени при разгрузке каждой последующей кассеты.
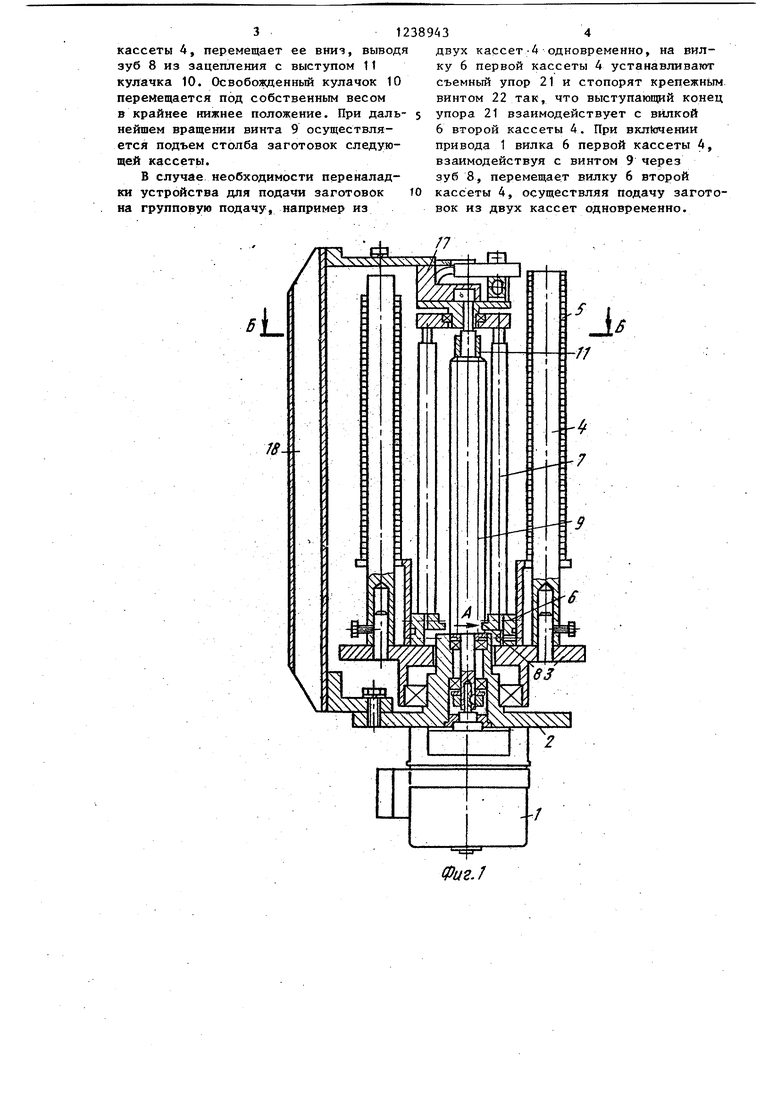
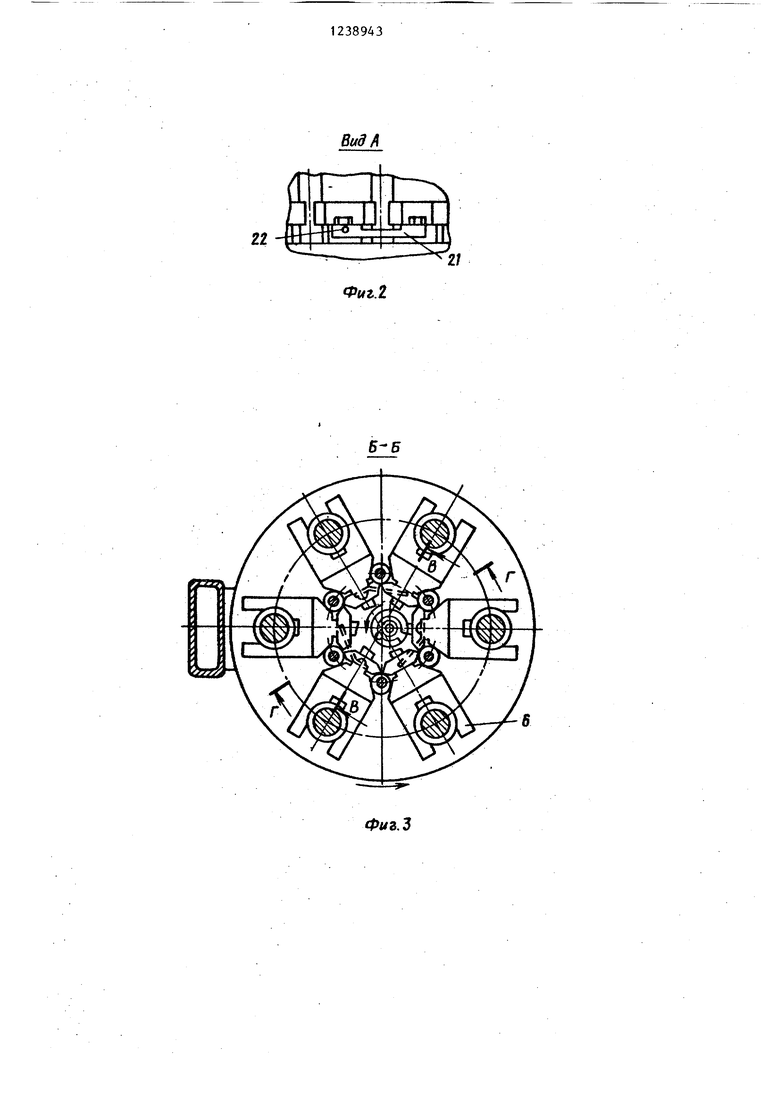
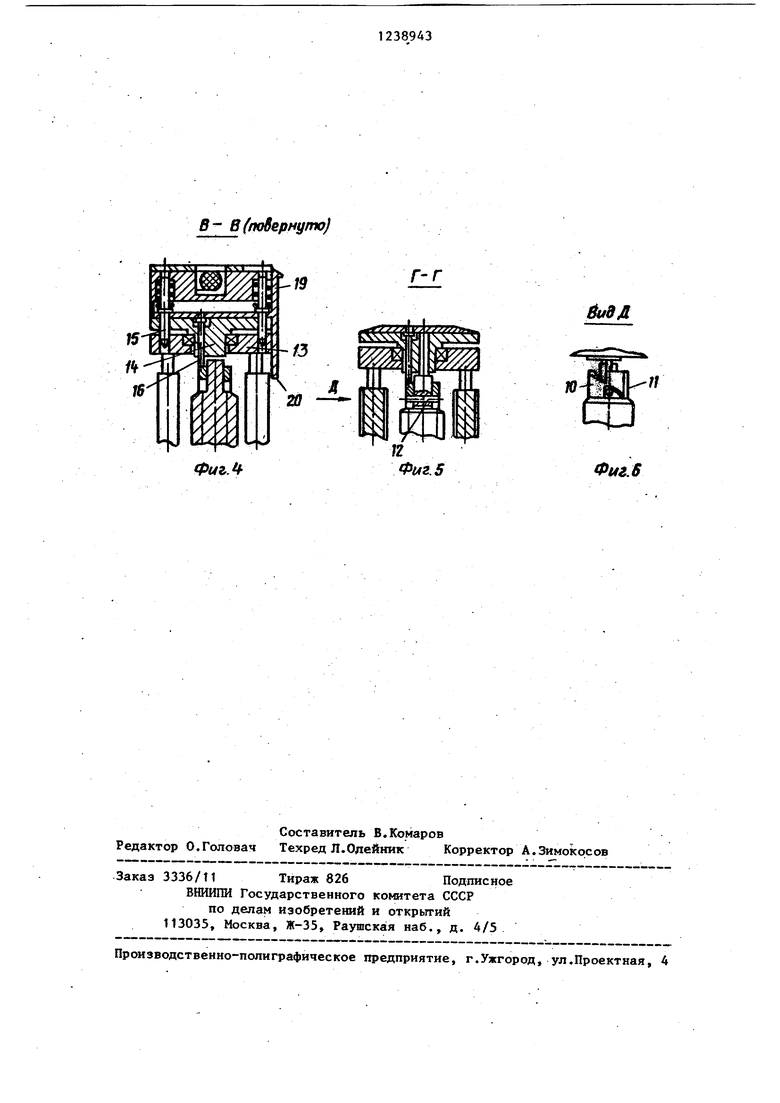
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-В на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3; на фнг. 5 - разрез Г-Г на фиг. 3; на фиг. 6 - вид Д на фиг. 5. : Загрузочное устройство содержит ;привод 1, установленный в нижней части основания 2, в верхней части которого смонтирован поворотный стол 3 со съемными кассетами 4, механизм 5
12389432
ном столе 3, столбы деталей 5 опираются на вилки 6. Поворотный стол 3 зафиксирован так, что зуб 8 одной вилки 6 находится во взаимодействш 5 с ходовым винтом 9. Фиксаторы,15, объ-i единенные кронштейном 19 с толкателем 16, находятся в крайнем нижнем положении в зацеплении с отверстиями делит ельного диска 13. Кулачок 10 to находится в крайнем нижнем положении.
При включении привода 1 ходовой винт 9 вместе с кулачком 10 начинает вращаться, а зуб 8 вилки 6 начинает перемещаться по винтовой канавке, 15 поднимая столб деталей 5. Включение привода 1 происходит по мере расходования деталей 5.
После Достижения вилкой 6 крайнего верхнего положения, что соответствует
подъема деталей в кассетах и механизм 20 полной вьщаче деталей из кассеты 4, йоворота стола.зуб 8 выходит из взаимодействия с хоМеханизм 5 подъема деталей в кассетах снабжен вилками 6, соответственно количеству кассет, каждая из которых установлена на направляющих, за.креш1енных на поворотном столе 3 и снабжена зубом 8, установленным с возможностью взаимодействия с ходовым винтом 9, который эксцентрично расположен относительно оси поворотного стола.
Механизм поворота стола и его фиксации содержит кулачок 10, подвижно устанрвлелный в верхней части ходово- го винта 9 и снабженный вьютупом 11, штифт 12, радиально установленный на ХОДОВОМ винте 9 с возможностью взаимодействия с кулачком 10, делительный диск 13, установленный на
довым винтом 9 и входит в зацепление с выступом 11 кулачка 10. Упираясь выступом 11 в зуб 8, кулачок 10 пере25 стает вращаться, ходовой винт 9 продолжает вращение и начинает взаимодействовать через штифт 12 с наклонными пазами кулачка 10, перемещая его в крайнее верхнее положение. Кула30 чок 10 верхним торцом нажимает на толкатель .16, который перемещает кронштейн 19 вместе с фиксатораьм 15 вверх, выводя их из зацепления с отверстиями делительного диска 13.
35 Поворотный стол 3, связанный с делительным диском 13, начинает поворачиваться под действием вращающего момента, передаваемого ходовым винтом 9 через щтифт 12, выступ 11 куaepxHifx торцах направляющих 7, кор- «лачка 10, зуб 8, вилку 6 и направпус 14с отверстиями для подпружинен-ляющие 7. При перемещении поворотноных фиксаторов 15 и толкателя 1б , стола 3 на шаг зуб 8 вилки опустоподвижно закрепленного к основанию 2шенной кассеты 4 выходит из взаимочерез промежуточную крьш1ку 17 крон-действия с винтом 9. В этот момент
штейном 18. Кронтшейн 19, объединяю- 6 устанавливается под упором 20
щий фиксаторы 15 с толкателем 16,кронштейна 19, а зуб 8 следующей вилимеет вьютупающий за габарит делительного диска 13 упор 20, который выполнен с возможностью взаимодействия с вилками 6.
Кроме того, вилки для выгрузки деталей из двух смежных кассет снабжены съемным упором 21, закрепленным с помощью винтов 22.
Устройство работает следующим образом.
В исходном положении кассеты 4 с деталями 5 установлены на поворотки 6 вступает во взаимодействие с винтом 9.
Одновременно с этим толкатель 16 50 Проваливается в паз на верхнем торце кулачка 10, кронштейн 19 вместе с фиксаторами 15 перемещается в крайнее нижнее положение, при этом фиксаторы 15 западают в отверстия дели- 55 тельного диска 13, фиксируя поворотный стол 3.
Одновременно с этим упор 20 воздействует на вилку 6 опустошенной
довым винтом 9 и входит в зацепление с выступом 11 кулачка 10. Упираясь выступом 11 в зуб 8, кулачок 10 перестает вращаться, ходовой винт 9 продолжает вращение и начинает взаимодействовать через штифт 12 с наклонными пазами кулачка 10, перемещая его в крайнее верхнее положение. Кулачок 10 верхним торцом нажимает на толкатель .16, который перемещает кронштейн 19 вместе с фиксатораьм 15 вверх, выводя их из зацепления с отверстиями делительного диска 13.
Поворотный стол 3, связанный с делительным диском 13, начинает поворачиваться под действием вращающего момента, передаваемого ходовым винтом 9 через щтифт 12, выступ 11 кукронштейна 19, а зуб 8 следующей вилки 6 вступает во взаимодействие с винтом 9.
Одновременно с этим толкатель 16 Проваливается в паз на верхнем торце кулачка 10, кронштейн 19 вместе с фиксаторами 15 перемещается в крайнее нижнее положение, при этом фиксаторы 15 западают в отверстия дели- тельного диска 13, фиксируя поворотный стол 3.
Одновременно с этим упор 20 воздействует на вилку 6 опустошенной
кассеты 4, перемещает ее вниз, выводя зуб 8 из зацепления с выступом 11 кулачка 10. Освобожденный кулачок 10 перемещается под собственным весом в крайнее нижнее положение. При даль- нейшем вращении винта 9 осуществляется подъем столба заготовок следующей кассеты.
В случае необходимости переналадки устройства для подачи заготовок на групповую подачу, например из
двух кассет-4 одновременно, на вилку 6 первой кассеты 4 устанавливают съемный упор 21 и стопорят крепежным винтом 22 так, что выступающий конец упора 21 взаимодействует с вилкой 6 второй кассеты 4. При вклЬяении привода 1 вилка 6 первой кассеты 4, взаимодействуя с винтом 9 через зуб 8, перемещает вилку 6 второй кассеты 4, осуществляя подачу заготовок из двух кассет одновременно.
Фи2
Фиг.1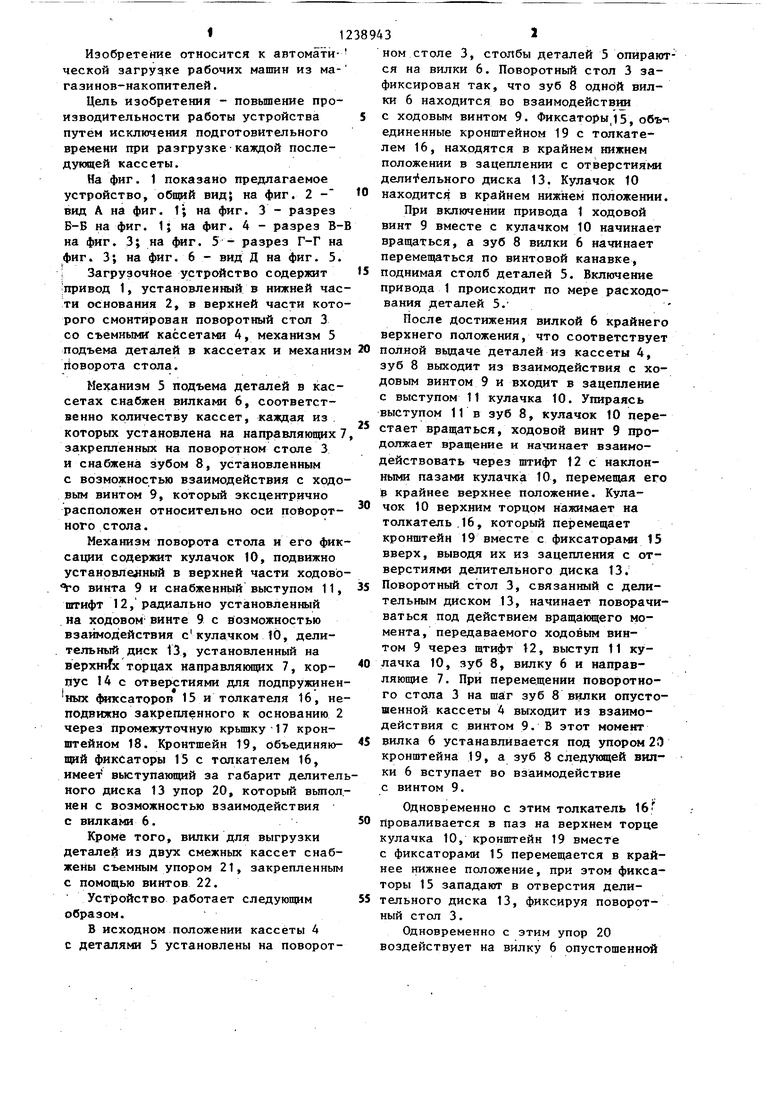
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для электроконтактной резки | 1983 |
|
SU1115865A1 |
| Устройство для манипулирования деталями при обработке | 1988 |
|
SU1717302A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Гравировальный полуавтомат | 1980 |
|
SU910367A1 |
| Поворотный стол | 1985 |
|
SU1292987A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1989 |
|
SU1736664A1 |
| Ударный инструмент | 1983 |
|
SU1105284A2 |
| Полуавтомат для стачивания деталей по заданному контуру | 1974 |
|
SU506665A1 |

Фиг.З
В в (повернуто}
ФигЛ
г-г
бидД
Фиг.6
Составитель В.Комаров Редактор О.Головач Техред Л.ОлеЙник Корректор А.Зимокосон
Заказ 3336/11 Тираж 826 Подписное ВНИИПИ Государственного комитета СССР
по делан изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Кувшинекий В.В | |||
| Автоматизация технологических процессов в машиностроении.- М | |||
| : Машиностроение, 1972, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Солесос | 1922 |
|
SU29A1 |
