2
3
Изобретение относится к ремонту машин и может быть использовано при восстановлении изношенных зубчатых колес.
Целью изобретения является повышение производительности процесса и расширение технологических возможное тей. . .
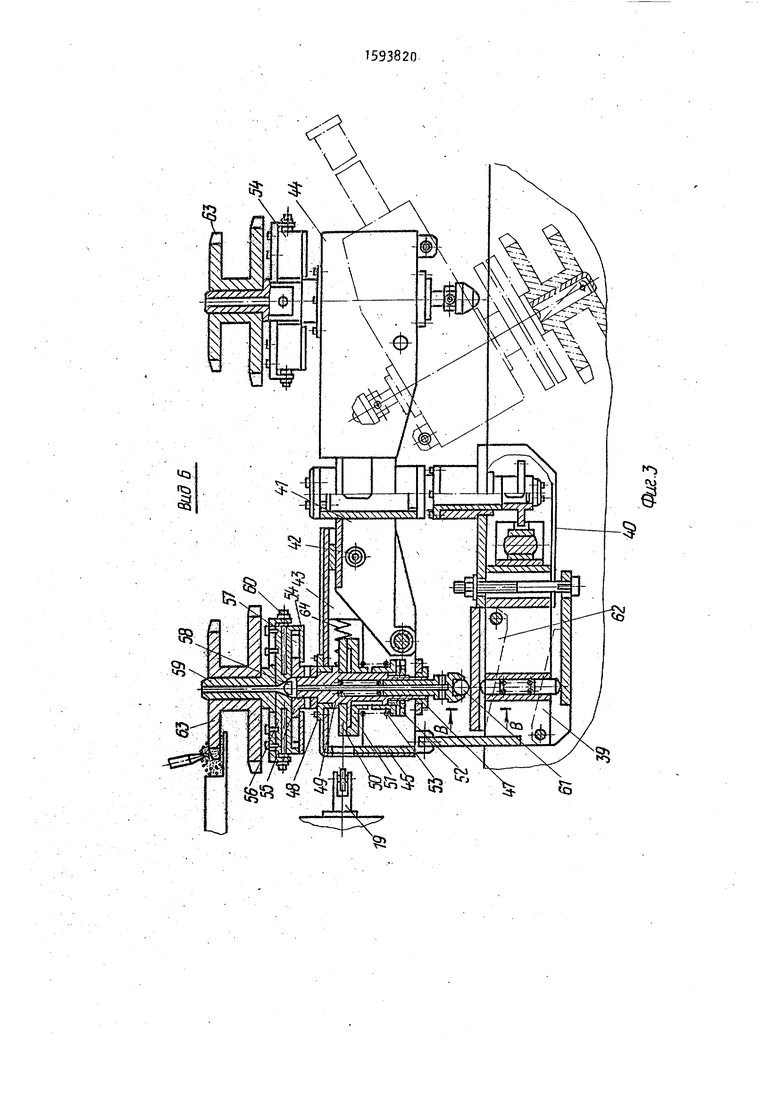
На фиг. 1 представлена установка, общий вид; на фиг. 2 - вид А на фиг.1; на.;фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг . 3; на фиг. 5 - узел I на.фиг. 2.
Установка состоит из основания ,1, к верхней Г-образной части которого крепятся кассета 2 с проволокой 3, направляющая 4 и механизм 5 горизонталь
ной и вертикальной корректировки проволоки, содержащий каретку 6 вертикального положения с регулятором 7, каретку 8 горизонтального положения с регулятором 9, на которой закреплены механизм 10 подачи сварочной проволоки, бункер 11 подачи флюса, гидропривод 12 колебания проволоки, шарнир- но связанный с мундштуком 13, выключатель путевой l4 и выключатель путевой 15, регулируемый относительно мундштука 13 ограничителем 1б угла его колебания.
К нижней наклонной плоскости основания 1 закреплен механизм 17 шагового поворота, в корпусе которого установлены привод 18, связанный с толкателем 19, выключатели путевые 20 и 21, регулируемые относительно толкателя
5
30
35
40
о50
19 ограничителем 22 хода толкателя, В . направляющей втулке 23 механизма 17 . шагового поворота фиксатором 2 закреплена регулируемая в осевом направлении стойка 25, на которой фиксатором 2б закреплен регулируемый вдоль на1зравляющей 27 лоток 28 для удержания флюса, в торцовой части 29 которого установлен регулируемый с помощью винта 30 в поперечном относительно лотка 28 направлении крон.штейн 31 с шарнирно закрепленной на нем собачкой 32, поджатой пружиной 33 к упору 3, - угловое положение которой регулируется винтом 35.
К наклонной части основания 1, под которой установлено устройство Зб для сбора и транспортировки флюса по пневмопроводу 37 в бункер 11 подачи флюса, закреплен механизм 38 установки, и фиксации изделий, содержащий раму 39 с реечным приводом +0, предназначенным для поворота коромысла kl , на концах которого в шариковых фиксаторах k2 шарнирно закреплены ложементы и h,
Каждый ложемент состоит из корпуса Ц с рукояткой 6 для фиксации .его в - период наплавки изделия и опрокидывания в период выгрузки, в направляющих втулках 7 и +8 которого находится втулка 9 с соосно посаженными на ее среднюю часть кулачком 50 и фрикционным диском 51, которые, поджимаясь к бурту втулки ks через гайку 52 пружиной 53, образуют между собой фрикционную пару. К верхней хвостовой части втулки 9 закреплена регулируемая оправка S, представляющая собой корпус 55 в виде втулки с тремя направляющими элементами, расположенными по кольцевому периметру друг относительно друга, в которых перемещаются ползуны 5б, поджатые пружинами 57 к стержню 58, и на каждом из которых крепятся JQ кулачки. 59, регулируемые винтами 60 от центра к периферии регулируемой оправки S при настройке последней под конкретный диаметр изделия.
Одним концом стержень 58 жестко 15 крепится к шарикоопоре б1, упирающейся на позиции наплавки в подпружиненную скобу б2, шарнирно закрепленную к раме 39, усилие от которой передается через шарикоопору б1 стержню 58, 20 ползунам 5б и кулачкам 59, зажимающим и центрирующим соосно втулку Э и направляемую блок-шестерню 63. Кулачок 50 поджимается пружиной б . Использованный флюс попадает в сборное устрой-25 ство Зб через решетку 65, а на основании 1 установлен счетчик 66 зубьев.
Установка работает следующим образом
бачка 32 входит к зацепление с зубом блок-шестерни 63 или отжимаясь, зависает на его вершине. Включается привод 18 механизма 17 шагового поворота, который через отверстие в ложементе k3 вводит толкатель 19 в зацепление с кулачком 50 фрикциона и, растягивая пружину 6, взводит его, поворачивая через фрикционное зацепление с диском 51 втулку {9 и регулируемую оправку 5 с блок-шестерней 63 на один шаг. Выключатель путевой 2Т переключает привод механизма 17 шагового поворота, который отводит толкатель 19 в исходное положение.
Если зубья блок-шестерни 63 вошли в зацепление с собачкой 32, кулачок 50 под действием пру)«ины 6 проскальзывает во фрикционе, возвращаясь в исходное положение, В противном случае, если на зубе блок шестерни 63 нет сопротивления со стороны собачки 32, TO, сцепляясь с фрикционным диском 51 через втулку 9 и регулируемую оправку 5, она доворачивает блок-шестерню 63 до упора в собачку 32.
Усилие зажима блок-шестерни 63 в кулачках 59 регулируемой оправки
В фиксаторах +2 коромысла 41 фикси-30 5 подобрано так, чтобы момент трения
35
руют ложементы и 4. На предварительно отрегулированную оправку 5 ложемента устанавливают предназначенную для наплавки блок-шестерню 63. Включают устройство 36 для сбора и инжекции просеенного флюса, которое через бункер 11 порачи флюса подает его на лоток 28 для удержания флюса. При включении реечного привода 40 механизма .38 установки и фиксации шестерни 40 коромысло tl разворачивается на l80 , например, против часовой стрелки и переносит какой-либо из ложементов, например ложемент 43, если тот перед этим стоял на позиции выгрузки, на по- зицию наплавки, вводя блок-шестерню 63 под предварительно настроенный регуляторами 7 и 9 мундштук 13 и бункер 11 подачи флюса, который засыпает
в кулачках 59 блок-шестерни 63 при упоре последней в собачку 32 был на порядок выше момента трения во фрик ционе.
Последующее возвратно-поступательное движение толкателя 19 обеспечивает зацепление собачки 32 с зубом блок- шестерни 63, поворачивая ее на ijar, фиксируя зуб относительно мундштука 13 поджимом его к собачке 32 ,и на возврате толкателя 19 в исхо.цное положение, выключателем путевым 20 вкпючает счетчик 66 зубьев, гидропривод 12 колебания мундштука 13 и механизм 10 подачи присадочной проволоки. Перемещаясь вдоль зуба со скоростью наплавки, мундштук 13 направляет изношенный торец зуба блок-шестерни 63.
При прохождении мундштуком 13 всего
часть зубьев блок-шестерни 63, заходя-50 наплавляемого участка, от впадины щих .на лоток 28 для удержания флюса, а ложемент - на позицию выгрузки. Одновременно шарикоопора б1 ложемента «3 заходит на скобу 62, перемещая стержень 58 к ползунам 5б, которые, перемещаясь от оси регулируемой оправки 5 к периферии, кулачками 59 зажимают и центрируют блок-шестерню 63 в регулируемой оправке 5. При этом созуба к его вершине, выключатель путевой 1 t отключает механизм 10 подачи проволоки, переключая гидропривод 12 колебания мундштука 13 на реверс и включая привод 18 механизма 17 шагового поворота. Процесс повторяется.
При наплавке заданного на счетчике 66 зубьев числа зубьев, последний сбрасывает свои показания на нуль,автомати
пусиь5,
ны JQ
15 йнт20м акй-25ва
бачка 32 входит к зацепление с зубом блок-шестерни 63 или отжимаясь, зависает на его вершине. Включается привод 18 механизма 17 шагового поворота, который через отверстие в ложементе k3 вводит толкатель 19 в зацепление с кулачком 50 фрикциона и, растягивая пружину 6, взводит его, поворачивая через фрикционное зацепление с диском 51 втулку {9 и регулируемую оправку 5 с блок-шестерней 63 на один шаг. Выключатель путевой 2Т переключает привод механизма 17 шагового поворота, который отводит толкатель 19 в исходное положение.
Если зубья блок-шестерни 63 вошли в зацепление с собачкой 32, кулачок 50 под действием пру)«ины 6 проскальзывает во фрикционе, возвращаясь в исходное положение, В противном случае, если на зубе блок шестерни 63 нет сопротивления со стороны собачки 32, TO, сцепляясь с фрикционным диском 51 через втулку 9 и регулируемую оправку 5, она доворачивает блок-шестерню 63 до упора в собачку 32.
Усилие зажима блок-шестерни 63 в кулачках 59 регулируемой оправки
5 подобрано так, чтобы момент трения
в кулачках 59 блок-шестерни 63 при упоре последней в собачку 32 был на порядок выше момента трения во фрик ционе.
Последующее возвратно-поступательное движение толкателя 19 обеспечивает зацепление собачки 32 с зубом блок- шестерни 63, поворачивая ее на ijar, фиксируя зуб относительно мундштука 13 поджимом его к собачке 32 ,и на возврате толкателя 19 в исхо.цное положение, выключателем путевым 20 вкпючает счетчик 66 зубьев, гидропривод 12 колебания мундштука 13 и механизм 10 подачи присадочной проволоки. Перемещаясь вдоль зуба со скоростью наплавки, мундштук 13 направляет изношенный торец зуба блок-шестерни 63.
При прохождении мундштуком 13 всего
наплавляемого участка, от впадины
зуба к его вершине, выключатель путевой 1 t отключает механизм 10 подачи проволоки, переключая гидропривод 12 колебания мундштука 13 на реверс и включая привод 18 механизма 17 шагового поворота. Процесс повторяется.
При наплавке заданного на счетчике 66 зубьев числа зубьев, последний сбрасывает свои показания на нуль,автомати
, 159
чески отключая работу привода 18 механиз ма 17шагового поворота, гидропривода 12 колебания мундштука 13 и привода 10 подачи присадочной проволоки, механизма 5 вертикальной и горизонтальной корректировки мундштука. Включением реечного привода jO механизма 3 уста- новки и фиксации шестерен, коромысло At переносит ложемент З с наплавочной блок-шеетерней 63 на позицию выгрузки, а ложемент h с предварительно установленной на его регулируемой оправке очередной блок-шестерней - на позицию напла вки.
В то время как на позиции наплавки происходит наплавка очередной блок- шестерни, ложемент «З рукояткой j снимают с фиксатора 2 л опрокидывают на шарнире,выгружая наплавленную блокшестерню 63 на решетку б5 устройства 36 для сбора и транспортировки флюса
36. .
При заходе блок-шестерни на пози- цию наплавки, поворотом И по часовой стрелке относительно оси ее вращения, собачка 32 не отжимается, но, упираясь в зуб блок-шестерни, входит в зацепление за счет поворота втулки tS во фрикционе.
Установка для электродуговой наплавки торцов позволяет автоматизировать процесс наплавки торцов зубьев шестерен при их восстановлении, увели чить производительность труда и рас- ширить номенклатуру наплавляемых шестерен и блок-шестерни с модулем от 3 мм и выше.
Формула изобретения
Установка для наплавки торцов зубьев шестерен, содержащая неподвиж8
0
0
5
5 о
40
ное основание, механизм шагового поворота шестерни, механизм подачи сварочной проволоки, мундштук для проволоки, бункер для флюса и механизм установки и фиксации направляемой шестерни -с осью ее закрепления, отличающаяся, тем, что, с целью повышения производительности процесса и расширения технологических возможностей, основание снабжено пневмосис- темой сб.ора и подачи использованного флюса в бункер, мундштук, для проволоки снабжен механизмом его вертикальной и горизонтальной корректировки, механизм шагового поворота шестерни снабжен счетчиком зубьев, кронштейном с собачкой, толкателем с приводом и направляющей втулкой с регулируемой по высоте стойкой и.размещенным на ней регулируемым лотком для флюса, У еханизм установки и фиксации наплавляемой шестерни выполнен в виде поворотного коромысла, двух шарнирно закрепленных на его концах фиксируемых ложементов с осями для закрепления шестерни и рамы с шарнирно закрепленной на ней подпружиненной скобой и реечным приводом коромысла, а каждая ось для закрепления шестерни выполнена в виде поворотной втулки с регулируемой оправкой, размещенных соосно с ней подпружиненного кулачка и фрикционного диска и стержня с шаровой опорой на одном из его концов, при этом регулируемая оправка связана с подпружиненным кулачком посредством фрикционного диска, стержень размещен внутри поворотной втулки с возможностью контакта его шаровой опоры с подпружиненной скобой рамы, а другого конца - с регулируемой оправкой, а толкатель установлен с возможностью контакта с подпружиненным кулачком.
CM
evi
IQ
5J
N
1 fl
s
д В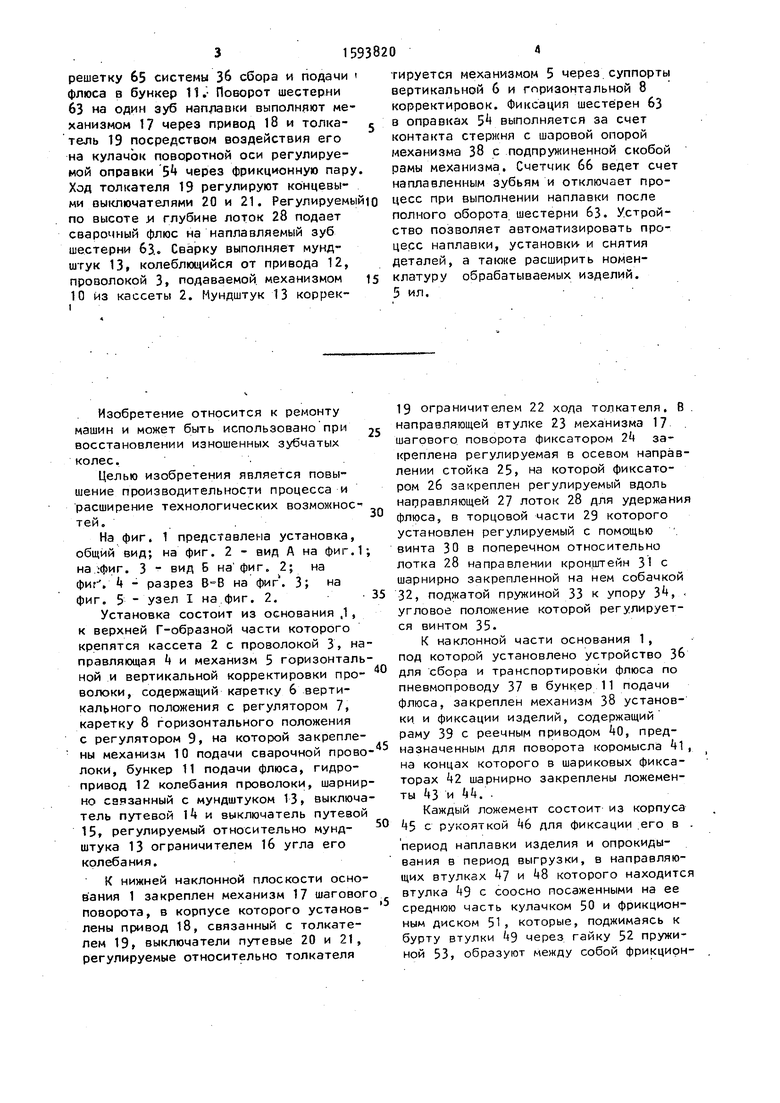
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наплавки торцов зубьев шестерен | 1986 |
|
SU1388221A1 |
| Устройство для обвязки кип | 1975 |
|
SU550317A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для обработки внутренних поверхностей | 1983 |
|
SU1162574A1 |
| Автомат для навивки пружин | 1979 |
|
SU860922A1 |
| Шаговый конвейер | 1990 |
|
SU1720955A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1970 |
|
SU281692A1 |
| Установка для механизированной наплавки | 1989 |
|
SU1645086A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Устройство для сварки | 1985 |
|
SU1250422A1 |
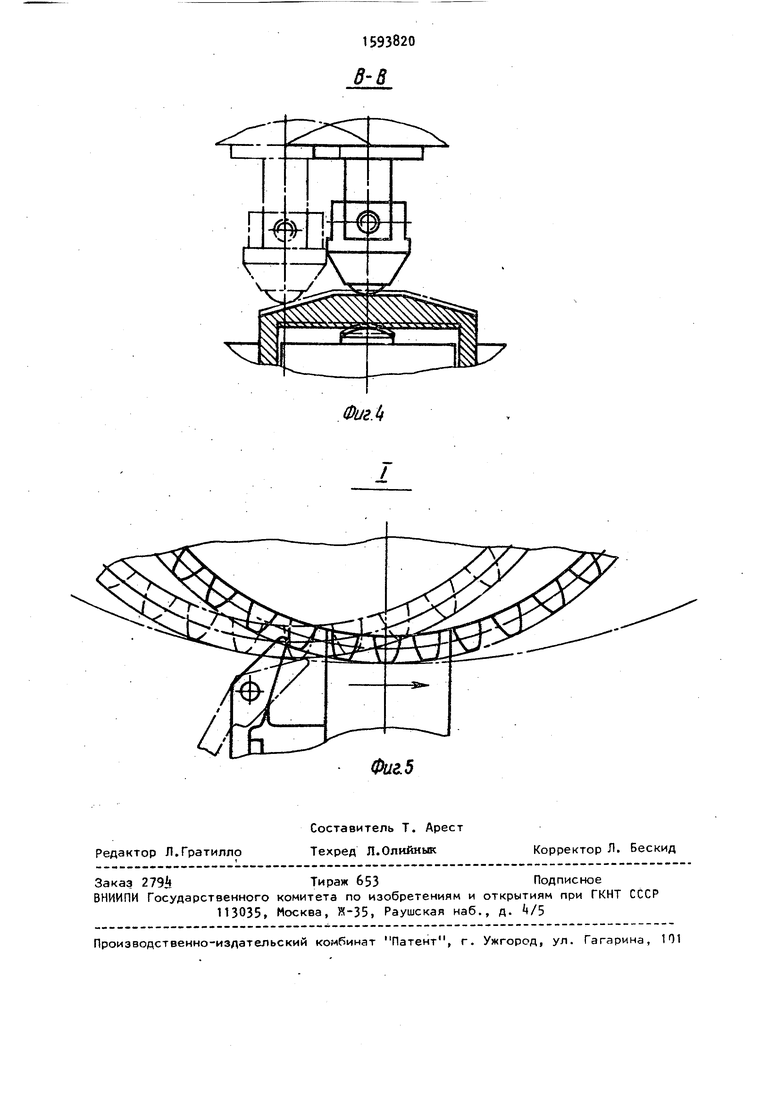
Изобретение относится к ремонту машин и может быть использовано при восстановлении изношенных зубчатых колес. Цель изобретения - повышение производительности процесса и расширение технологических возможностей. На основании 1 размещают механизм 38 установки и фиксации направляемой шестерни 63, устанавливаемой в регулируемой оправке 54. При повороте коромысла механизма 38 одна шестерня 63 устанавливается в положение наплавки, а вторая - в положение выгрузки на решетку 65 системы 36 сбора и подачи флюса в бункер 11. Поворот шестерни 63 на один зуб наплавки выполняют механизмом 17 через привод 18 и толкатель 19 посредством воздействия его на кулачок поворотной оси регулируемой оправки 54 через фрикционную пару. Ход толкателя 19 регулируют концевыми выключателями 20 и 21. Регулируемый по высоте и глубине лоток 28 подает сварочный флюс на наплавляемый зуб шестерни 63. Сварку выполняет мундштук 13, колеблющийся от привода 12, проволокой 3, подаваемой механизмом 10 из кассеты 2. Мундштук 13 корректируется механизмом 5 через суппорты вертикальной 6 и горизонтальной 8 корректировок. Фиксация шестерен 63 в оправках 54 выполняется за счет контакта стержня с шаровой опорой механизма 38 с подпружиненной скобой рамы механизма. Счетчик 66 ведет счет наплавленным зубьям и отключает процесс при выполнении наплавки после полного оборота шестерни 63. Устройство позволяет автоматизировать процесс наплавки, установки и снятия деталей, а также расширить номенклатуру обрабатываемых изделий. 5 ил.
т
Й/г.4
Фиг. 5
