СО
ОГ)
о
00
сд Изобретение относится к станкостроению и может быть использовано в станках, предназначенных для разрезки материалов шлифовальными кругами . По основному авт. ев, 916263 известен абразивно-отрезной станок, содержащий шлифовальную бабку с абразивным кругом, зажимные приспособления с прихватом, механизм компенсации износа абразивного круга П tl. Недостатком этого станка являются потери времени при замене круга, ког да шлифовальная бабка перемещается из верхнего положения до подхода абразивного круга к заготовке на рабочей скорости. Цель изобретения - повьляение производительности станка путем сокращения времени подвода круга. Указанная цель достигается тем, что в абразивно-отрезном станке, содержащем шпиндельную бабку, зажимное приспособление и командоаппараты кинематически связанные через упор с подвижной частью зажимного приспособленйя и взаимодействующие один с кулачком,связанным со шпиндельной бабкой, второй - с кулачком, жестко закрепленным на упоре, связанным с прихватом зажимного приспособления, верхняя ползушка дополнительно снабжена путевым выключателем, установленным с возможностью взаимодействия с кулачком нижней ползушки. На чертеже изображен абразивноотрезной станок. Шлифовальный круг 1 крепится в качающейся шпиндельной бабке 2, опорой для которой служит ось 3, Концевой выключатель 4 помещен под заготовкой 5, расположенной на призме 6, Прихват 7 зажимного приспособления кинематически связан канатом 8 через блоки 9 с кулачком 10, Концевые выключатели 11-13 жестко закреплены на верхней ползунке 14, которая може перемещаться по верхней направляющей 15, Нижняя ползушка 16 имеет воэ можност.ь перем дения по направляющей 17 и кинематически связана канатом 8 через блоки 9 с тягой 18, которая жестко закреплена на шпиндельной баб ке 2, Упоры 19 и 20 взаимодействуют в процессе работы с кулачком 21, которой может перемещаться относительно нижней ползушки 16,Груз 22 закреплен на оси олока23 и висит на канате 8, Упор 24 жестко связан с кулачком 10 и служит для перемещения верх ней ползушки при переналадке прихвата 7 на диаметр заготовки 5, отличаю щийся от разрезаемого, А азивно-отрезной станок работае следующий образом. Шлифовальный круг 1 и прихват 7 в исходном состоянии находятся в крайнем верхнем положении, при этом кула чок 10 взаимодействует с концевым выключателем 12, а кулачок 21 - с концевым выключателем 11, При зажиме заготовки 5 прихват перемещается вниз и увлекает за собой канат 8, который, перекатываясь по блокам, перемещает кулач6 10 и упор 24 по верхней направля1ощей 15, при этом в начале их движения верхняя ползушка 14 остается неподвижной и конечный выключатель 12 прекращает взаимодействовать с кулачком 10, При дальнейшем перемещении упора 24 он увлекает на собой верхнюю каретку 14 с концевыми выключателями 11-13 и прекращает ее перемещение при зажиме заготовки 5, при этом концевой выключатель 11 и кулачок 21 продолжают взаимодействовать между собой, В зависимости от величины диаметра заготовки 5, верхняя ползушка 14 с концевыми выключателями 11-13 занимает определенное положение по верхней направляющей 15, После зажатия заготовки- 5 подается команда на рабочую подачу шлифовального круга 1, в результате чего он ус1 оренно перемещается на заготовку 5, при этом шпиндельная бабка 2 вместе с тягой 18 поворачиваются вокруг оси 3, Тяга 18 увлекает за собой канат 8, который, перекатываясь по блокс1м 9/ускоренно перемещает нижнюю ползушку 16 вместе с кулачком 21 слева нагфаво по нижней направляющей 17 до встречи кулачка 21 с концевым выключателем 13, Концевой выключатель 13 под воздействием правого среза кулачка 21 включается и подает команду на включение замед-и; ленной рабочей подачи шлифовального круга 1, необходимой для разрезки заготовки 5 определенного диаметра, В конце рабочей подачи шлифовальный круг 1 воздействует кромкой на концевой выключатель 4, последний подает команду на ответ шлифовального круга 1, Упор 20 настроен так, что касается правого среза кулачка 21 в момент подачи команды конечным выключателем 4 на отвод неизнсяиенного шлифовгшьного круга 1, При износе шлифовального круга 1 упор 20 перемещает кулачок 21 справа налево относительно ползушки 16 на величину износа шлифовального круга 1, тем саьелм компенсируя его износ. При отво)це шлифовального круга 1 тяга 18 oc:ii вобождает канат 8 и нижняя ползушка 16 под воздействием груза 22 перемещается справа налево по нижней направляющей 17 до встречи левого среза с концевым выключателем 11, При этом последний подает команду на прекращение отвода шлифовального круга 1 и резки заготовки 5, Длина кулачка 21 «подобрана так, что кромка шлифовгшьного круга 1 после прекращения его отвода находится в положении Ц, на минимально возможном расстоя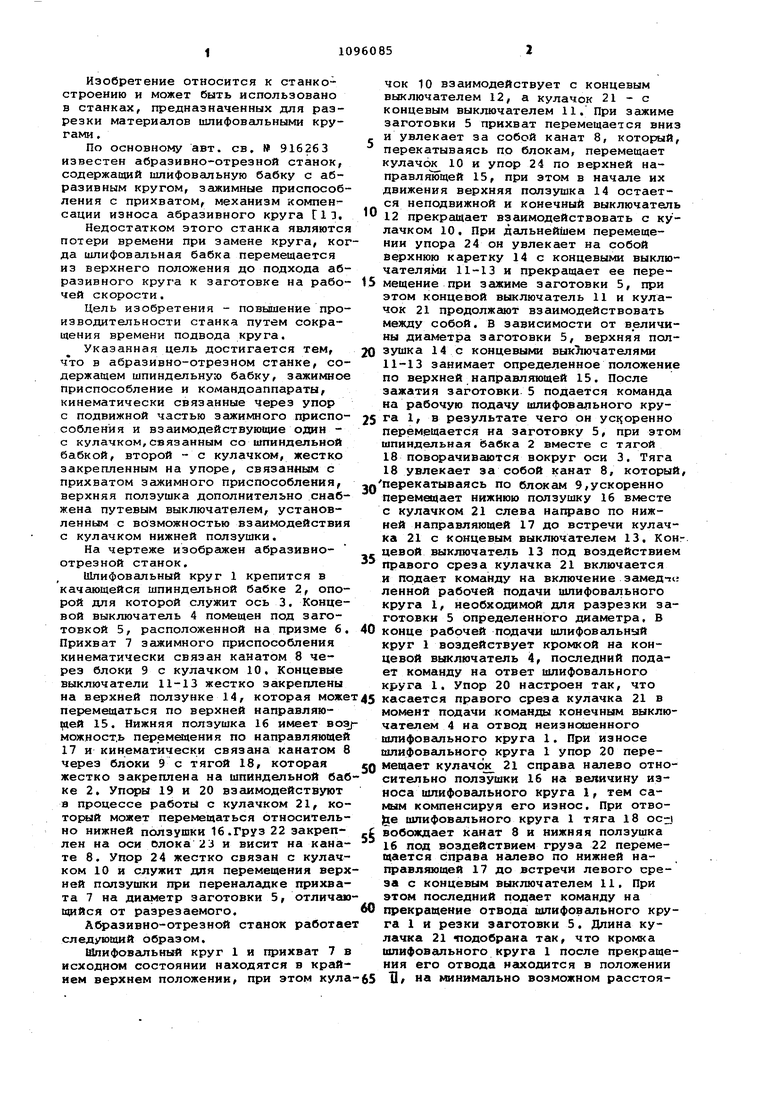
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивно-отрезной станок | 1987 |
|
SU1521567A2 |
| Абразивно-отрезной станок для разрезки материала под углом | 1986 |
|
SU1371879A1 |
| Абразивно-отрезной станок | 1980 |
|
SU994225A1 |
| Абразивно-отрезной станок | 1988 |
|
SU1616803A1 |
| Абразивно-отрезной станок | 1975 |
|
SU686851A1 |
| Плоскошлифовальный станок с числовым программным управлением | 1981 |
|
SU1007946A2 |
| Абразивно-отрезной станок | 1980 |
|
SU918048A1 |
| Абразивно-отрезной станок | 1975 |
|
SU525532A1 |
| АБРАЗИВНО-ОТРЕЗНОЙ ПОЛУАВТОМАТ | 1971 |
|
SU306689A1 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ | 1973 |
|
SU397323A1 |
АБРАЗИВНО-СХГРЕЭНОЙ СТАНОК по авт. св. № 916263, о т л и ч а rani и и с я тем, что, с целью повышения производительности путем сокращения времени подвода круга, верхняя ползушка дополнительно снабжена путевым выключателем, установленным с возможностью взгшмодейсфвия с кулачком нижней ползушки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
