барабане 2. Требуемая длина заготовки, отрезаемой механизмом 8, может быть получена соответствующим изменением мёжцентрового расстояния шестерен, чем обеспечивается необходимая величина гофр. 1 ил.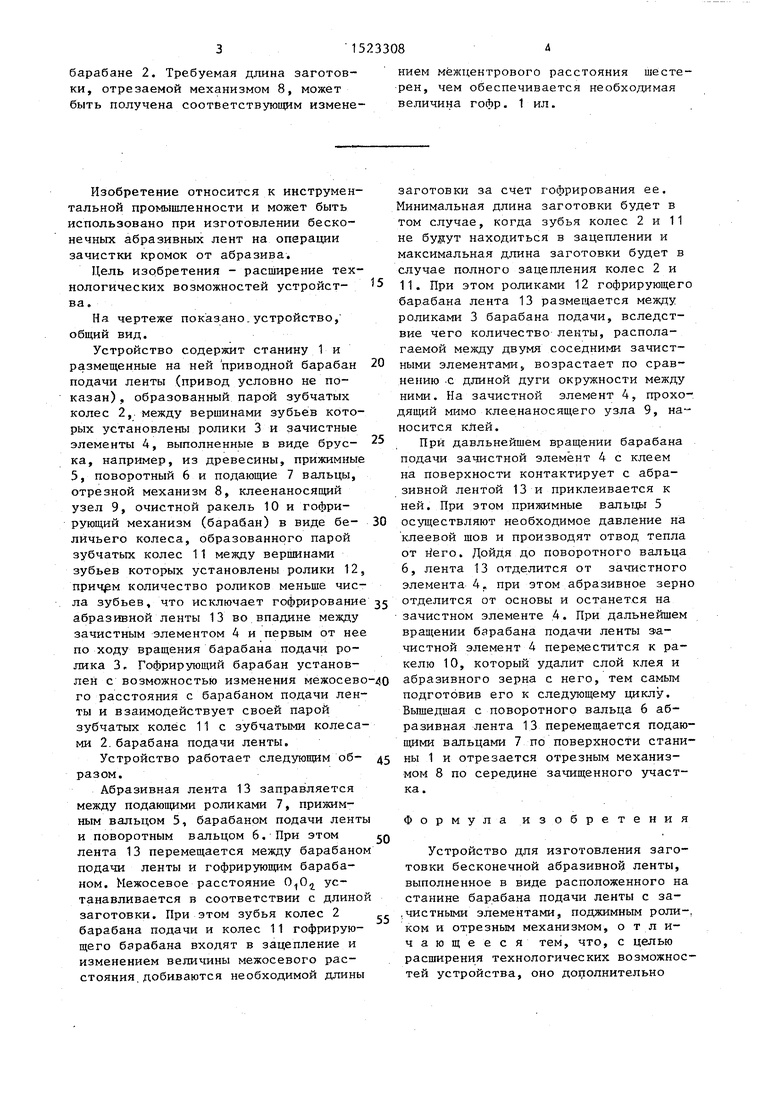
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| УСТРОЙСТВО НАМОТКИ И ФОРМИРОВАНИЯ ЗАГОТОВОК БУМАЖНЫХ МНОГОСЛОЙНЫХ МЕШКОВ С ЛАМИНИРОВАННЫМ СЛОЕМ | 2002 |
|
RU2233745C1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДАЧИ И ПРИКРЕПЛЕНИЯ ЭТИКЕТОК К КОНТЕЙНЕРАМ И КОНТЕЙНЕР С ПРИКРЕПЛЕННОЙ К НЕМУ ДАННЫМ СПОСОБОМ ЭТИКЕТКОЙ | 1999 |
|
RU2225814C2 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство для этикетирования предметов | 1988 |
|
SU1735131A1 |
| Автомат для подготовки проводов к монтажу | 1985 |
|
SU1297148A1 |
| Устройство для изготовления многослойных лент из прорезиненной ткани | 1980 |
|
SU937219A1 |
Изобретение касается изготовления абразивного инструмента на гибкой основе. Цель изобретения - расширение технологических возможностей устройства. Заготовка абразивной ленты 13 подается между зубьями гофрирующего и подающего барабанов. Зачистные элементы 4 установлены на подающем барабане 2. Требуемая длина заготовки, отрезаемой механизмом 8, может быть получена соответствующим изменением межцентрового расстояния шестерен, чем обеспечивается необходимая величина гофр. 1 ил.
Изобретение относится к инструментальной промышленности и может быть использовано при изготовлении бесконечных абразивных лент на операции зачистки кромок от абразива.
Цель изобретения - расширение технологических возможностей устройства .
На чертеже показано, устройство, общий вид.
Устройство содержит станину 1 и размещенные на ней приводной барабан подачи ленты (привод условно не показан) , образованный парой зубчатых колес 2, между вершинами зубьев которых установлены ролики 3 и зачистные элементы 4, выполненные в виде бруска, например, из древесины, прижимные 5, поворотный 6 и подающие 7 вальцы, отрезной механизм 8, клеенаносящий узел 9, очистной ракель 10 и гофрирующий механизм (барабан) в виде беличьего колеса, образованного парой зубчатьпс колес 11 между вершинами зубьев которых установлены ролики 12 причем количество роликов меньше числа зубьев, что исключает гофрирование абразивной ленты 13 во впадине между зачистным элементом 4 и первым от нее по ходу вращения барабана подачи ролика 3, Гофрирующий барабан установлен с возможностью изменения межосево го расстояния с барабаном подачи ленты и взаимодействует своей парой зубчатых колёс 11 с зубчатыми колесами 2.барабана подачи ленты.
Устройство работает следующим об- разом.
Абразивная лента 13 заправляется между подающими роликами 7, прижимным вальцом 5, барабаном подачи лент и поворотным вальцом 6. При этом лента 13 перемещается между барабано подачи ленты и гофрирующим барабаном. Межосевое расстояние , устанавливается в соответствии с длино заготовки. При этом зубья колес 2 барабана подачи и колес 11 гофрирующего барабана входят в зацепление и изменением величины межосевого расстояния, добиваются необходимой длины
5
0
5
0
5 0
з
Q
5
заготовки за счет гофрирования ее. Минимальная длина заготовки будет в том случае, когда зубья колес 2 и 11 не булут находиться в зацеплении и максимальная длина заготовки будет в случае полного зацепления колес 2 и 11. При этом роликами 12 гофрирующего барабана лента 13 размещается между роликами 3 барабана подачи, вследствие чего количество ленты, располагаемой между двумя соседними зачист- ными элементами, возрастает по сравнению .с длиной дуги окружности между ними. На зачистной элемент 4, проходящий мимо клеенаносящего узла 9, наносится клей.
При давльнейшем вращении барабана подачи зачистной элемент 4 с клеем на поверхности контактирует с абразивной лентой 13 и приклеивается к ней. При этом прижимные вальцы 5 осуществляют необходимое давление на клеевой шов и производят отвод тепла от riero. Дойдя до поворотного вальца 6, лента 13 отделится от зачистного элемента 4, при этом абразивное зерно отделится от основы и останется на зачистном элементе 4. При дальнейшем вращении барабана подачи ленты эа- чистной элемент 4 переместится к ракелю 10, который удалит слой клея и абразивного зерна с него, тем самым подготовив его к следующему циклу. Вьппедшая с поворотного вальца 6 абразивная лента 13 перемещается подающими вальцами 7 по поверхности станины 1 и отрезается отрезным механизмом 8 по середине зачищенного участка.
Формула изобретения
Устройство для изготовления заготовки бесконечной абразивной ленты, выполненное в виде расположенного на станине барабана подачи ленты с за- .чистными элементами, поджимным роли-, ком и отрезньм механизмом, о т л и- чающееся тем, что, с целью расширения технологических возможностей устройства, оно дополнительно
51523308
снабжено гофрирующим механизмом, при барабан подачи и гофрирующий механизм этом барабан подачи и гофрирующий установлены с возможностью зацепле- механизм выполнены в виде четырех ния и изменения межцентрового рас- шестерен, верщины зубьев каждой пары стояния их шестерен. которых соединены роликами, причем 
| Устройство для изготовления заготовки бесконечной абразивной ленты | 1986 |
|
SU1397269A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
