10
11240498
Изобретение относится к обработке Материалов резанием.
Целью изобретения является повышение стойкости режущего инструмента путем более равномерного распределения нагрузок на режущую кромку и выравнивания температурного градиента ее поверхности.
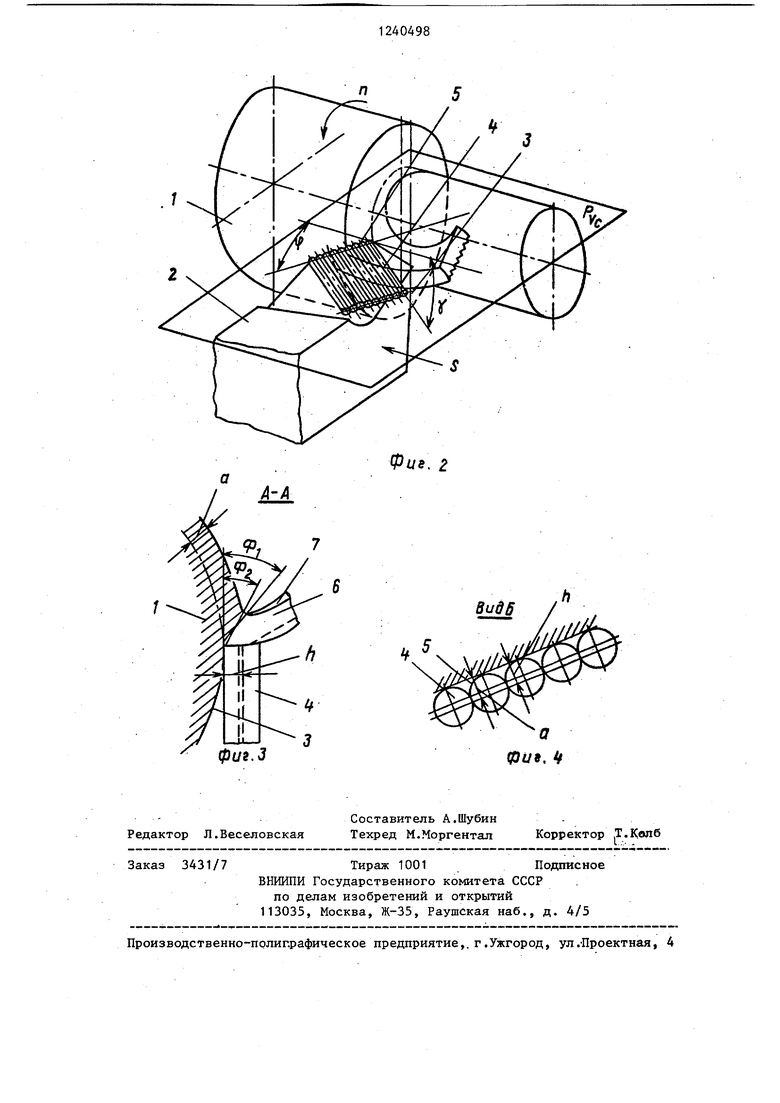
На фиг. 1 изображено продольное точение системой стержней, располо- кенных в плоскости резания;на фиг.2- продольное точение системой стержней, расположенных под углом к основной Ьлоскости; на фиг. 3 - разрез А-А на фиг. 1, на фиг. 4 - вид Б на фиг. 1.
Способ осуществляется следующим образом.
При вращении детали 1 с частотой п и продольном перемещении инструмента 2 с подачей S такой, чтобы .толщина стружки была не менее высоты полудуг стержней, образующих режущую Кромку, поверхность резания 3 формируют системой стержней 4 круглого сеФормирование поверхностей резания волнообразной режущей кромкой обеспе чивает переменный условный угол сдви га по ширине срезаемого слоя: угол для участка 6 стружки, сбегающего по выступу стержня, и угол . для участка 7 стружки, сбегающего но впадине между- стержнями.
Равномерное чередование углов сдв га по длине режущей кромки уменьшает работу пластической деформации, способствует сосредоточенному нагру- жению участков режущей кромки, более интенсивному по сравнению с прямой 5 режущей кромкой отводу тепла в струж ку. Круглая форма стержней повьшает прочность режущей кромки. Высота вол ны режущей.кромки, меньщая толщины среза, обусловленная диаметром стерж ней блокирует рост очагов разрушения режущей кромки в пределах шага волны что значительно повьштает стойкость инструмента. Малые размеры стержней позволяют формировать режущую кромку
20
чения, полудуги которых, образуют вол- 5 з волокон особо прочных мат.ериалов
нообразную режущую кромку 5 под углом vp в плане (фиг. 1 и 2) .
При расположении стержней в плос- кости резания Р они образуют волно- ьбразную заднюю поверхность инструмента, которая повторяет контур режущей кромки (фиг. 1 и 3), передняя поверхность инструмента образована системой плоских торцов стержней.При этом торцы стержней могут быть смещены один относительно другого в плоскости резания, образуя волнообразный контур режущей кромки в плоскости резания.
и нитевидных кристаллов.
Возможна реализация способа и при других схемах резания: строгание, фрезерование и т.д. i
30 Пример. Обработка вала/диаметром 80 мм на токарном станке (материал вала сталь ЭХС, глубина резания 3 мм).
Проходной резец имеет главную ре35 жущую кромку с углом в плане f 60 образованную системой из 20 волокон диаметром 0,25 мм из сплава вольфрам- рений (W - 26% Re).- Предел прочно йти волокна 3030 МПа. Режиьл обработки:
При расположении стержней под уг- 40 скорость резания V 5м/с, продольная лом к основной плоскости Ру они подача 0,2 мм/об. , образуют волнообразную переднюю по- Производительность резания по срав верхность инструмента (фиг. 2). Режу- нению с обработкой твердосплавным щая к-ромка имеет волнообразную линию резцом марки Т15 Кб увеличивается в в плоскости резания, а торцы стерж- .45 3,5 раза. ней образуют плоскую заднюю поверхность инструмента и могут быть смещены один относительно другого, образуя волнообразньй контур режущей кромПрименение предложенного способа обеспечивает повышение стойкости режущего инструмента с одновременным
ки в основной плоскости.
Формирование поверхностей резания волнообразной режущей кромкой обеспечивает переменный условный угол сдвига по ширине срезаемого слоя: угол для участка 6 стружки, сбегающего по выступу стержня, и угол . для участка 7 стружки, сбегающего но впадине между- стержнями.
Равномерное чередование углов сдвига по длине режущей кромки уменьшает работу пластической деформации, способствует сосредоточенному нагру- жению участков режущей кромки, более интенсивному по сравнению с прямой режущей кромкой отводу тепла в стружку. Круглая форма стержней повьшает прочность режущей кромки. Высота волны режущей.кромки, меньщая толщины среза, обусловленная диаметром стержней блокирует рост очагов разрушения режущей кромки в пределах шага волны, что значительно повьштает стойкость инструмента. Малые размеры стержней позволяют формировать режущую кромку
з волокон особо прочных мат.ериалов
и нитевидных кристаллов.
Возможна реализация способа и при других схемах резания: строгание, фрезерование и т.д. i
Пример. Обработка вала/диаметром 80 мм на токарном станке (материал вала сталь ЭХС, глубина резания 3 мм).
Проходной резец имеет главную режущую кромку с углом в плане f 60 образованную системой из 20 волокон диаметром 0,25 мм из сплава вольфрам- рений (W - 26% Re).- Предел прочно йти волокна 3030 МПа. Режиьл обработки:
скорость резания V 5м/с, продольная подача 0,2 мм/об. , Производительность резания по срав нению с обработкой твердосплавным резцом марки Т15 Кб увеличивается в 3,5 раза.
Применение предложенного способа обеспечивает повышение стойкости режущего инструмента с одновременным
50 повьшением производительности.
Фце Z
llA
фиг.З
Видб
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2524512C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| СПОСОБ ФИКСАЦИИ И ЗАТОЧКИ РЕЖУЩИХ ПЛАСТИН РЕЖУЩЕГО ИНСТРУМЕНТА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2526655C2 |
| Способ испытания дереворежущего инструмента на изнашивание | 1989 |
|
SU1658024A1 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ токарной обработки вращающимся резцом | 1985 |
|
SU1311851A1 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |

Редактор Л.Веселовская
Заказ 3431/7
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полипрафическое предприятие,. г.Ужгород, ул.-Проектная, 4
Составитель А.Шубин Техред М.Моргентал
Корректор .Т.Колб
