11
Изобретение относится к машиностроению и приборостроению и может быть использовано в автоматических загрузочных и сборочных устройствах.
Целью изобретения является расти- рение технологических возможностей устройства за счет обеспечения ориентирования резьбовых деталей, имеющих на концах одинаковый наружный диаметр резьбы с крупным и мелким шагом,
На фиг. 1 схематически показано ориентирующее, устройствоi общий вид, разрез; на фиг, 2 - вид А на фиг. -1; на фиг. 3 - сечение Б-Б на фиг. 1; . на фиг. 4 - схема расположения участ- ка резьбовой детали с крупной резьбой между ножом и роликом.
Устройство для ориентации резьбовых деталей содержит механизм 1 поштучной вьщачи резьбовых деталей 2, расположеннь1й на корпусе 3, имеющем входное окно 4 с отводящим лотком 5. Во входном окне 4 расположена пара ножей 6, смонтированных на направляю щей 7, причем продольные оси этих ножей расположены перпендикулярно пружин 8, 9, 10 между собой и корпусом. Пружины находятся в разжатом (свободном) состоянии или легко сжатом. Эти пружины фиксируют определенное расстояние между осями ножей перед подачей резьбовых деталей и не препятствуют их перемещению в обе стороны под действием незначительног усилия, возникающего при подаче деталей.
Каждый нож выполнен с остроугольным лезвием 11, предназначенным для первичной ориентации резьбовых деталей по их резьбовым канавкам, и остроугольной вершиной 12. Во входном окне 4, параллельно указанной направляющей 7, установлена ось 13, на которой расположены ролики 14 с возможностью свободного вращенияi а между ними установлена разделительная втулка 15.,
Так как необходимо, чтобы деталь, имеющая на концах резьбу с одинаковым наружным диаметром, но разным шагом, была сориентирована резьбой с крупным шагом, и учитывая, что высота профиля резьбы с крупным шагом больше высоты профиля с мелким шагом, то расстояние А между цилиндрической поверхностью роликов и остроугольными зубьями ножей должно быть выбрано наименьшим, т.е. по резьбе с крупным шагом и с гарантированным зазором, и определяется по следующей формула:
А П„-Ь+4, ,
где DH - наружный диаметр резьбы
детали с крупным шагом, мм; h - высота профиля резьбы с крупным шагом, мм; Д - величина, гарантированного
зазора между вершинами ножей и внутренним диаметром резь- бы с крупным malroM, мм, а так как
2 где Dj, - внутренний диаметр резьбы
с крупным шагом, мм, то
,-5а55 ; д 51р1 д.
Устроив 1 во работает следующим образом.
Из механизма 1 поштучной вьщачи резьбовая деталь 2 скатывается, попадает на ножи 6 и катится по ним., в результате чего благодаря подвижйости ножей деталь своими резьбовыми канавками западает на лезвия j1.
.Затем деталь попадает в пространство между остроугольной вершиной 12 ножей 6 ,и цилиндрической поверхностью роликов 14.
Поскольку на участке расположения детали с крупным шагом резьбы образуется зазор между вершиной 12 ножа 6, то на этом участке деталь разворачивается вертикально и в таком положении падает в отводящий лоток 5.
1240543
Budf
(PU9.3
Составитель В.Комаров Редактор Н.Швыдкая Техред В.Кадар Корректор М.Пожо
Заказ 343А/9 Тираж 826 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4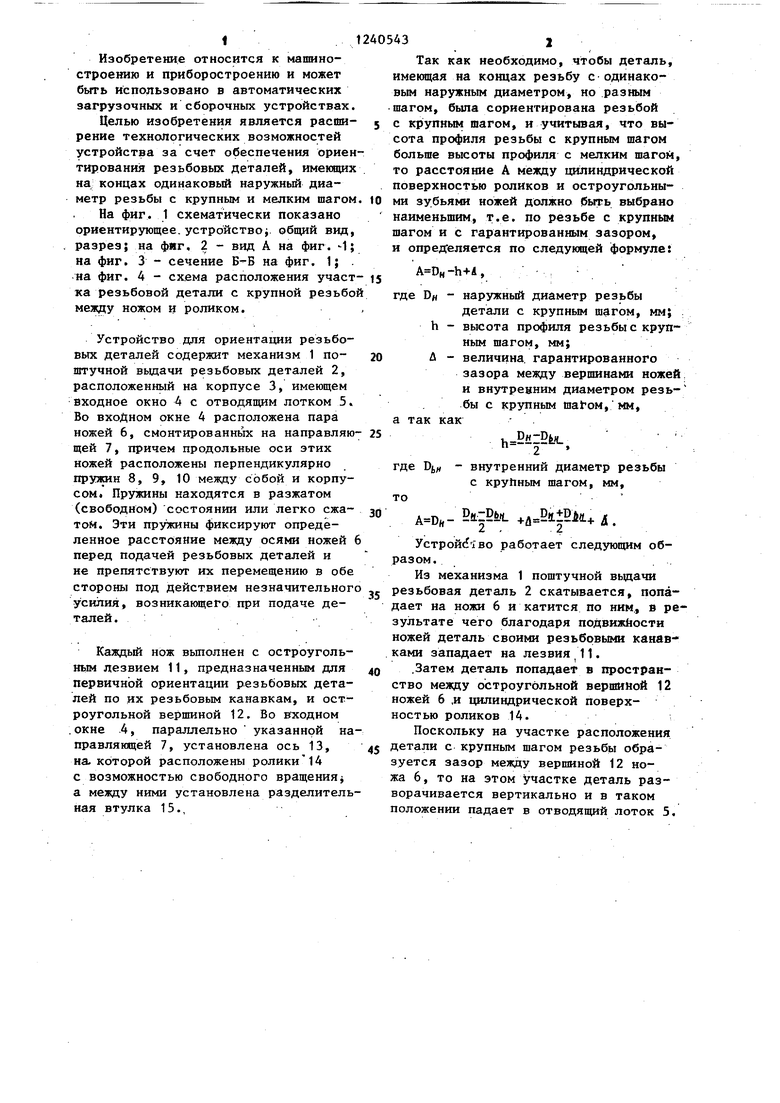
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ | 2004 |
|
RU2271269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Ролик для накатывания трапецеидальной резьбы | 1974 |
|
SU547272A1 |
| Сборный ударно-режущий инструмент с плоскопараллельными рядами гребенчатых остроугольных лезвий | 2017 |
|
RU2656665C1 |
| Устройство для сборки резьбовых соединений | 1980 |
|
SU917995A1 |
| Устройство для автоматической ориентации резьбовых деталей | 1982 |
|
SU1021563A2 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| НОЖ С КОЛЬЦЕВЫМ ВРАЩАЮЩИМСЯ ЛЕЗВИЕМ, КОМПЛЕКТ СТАНДАРТИЗИРОВАННЫХ ДЕТАЛЕЙ ДЛЯ СБОРКИ МОДУЛЬНОГО ПРИВОДНОГО НОЖА С КОЛЬЦЕВЫМ ВРАЩАЮЩИМСЯ ЛЕЗВИЕМ, РУКОЯТКА УДЛИНЕННОЙ ФОРМЫ ДЛЯ НОЖА И СПОСОБ ПОДБОРА РАЗМЕРА РУКОЯТКИ НОЖА | 1991 |
|
RU2088397C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |


| Христич З.Д | |||
| Автоматизация инструментального производства | |||
| М.: Машиностроение, 1964, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
