Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для выдавливания с разъемными матрицами.
Целью изобретения является упрощение конструкции и уменьшение габаритных размеров штампа в плане.
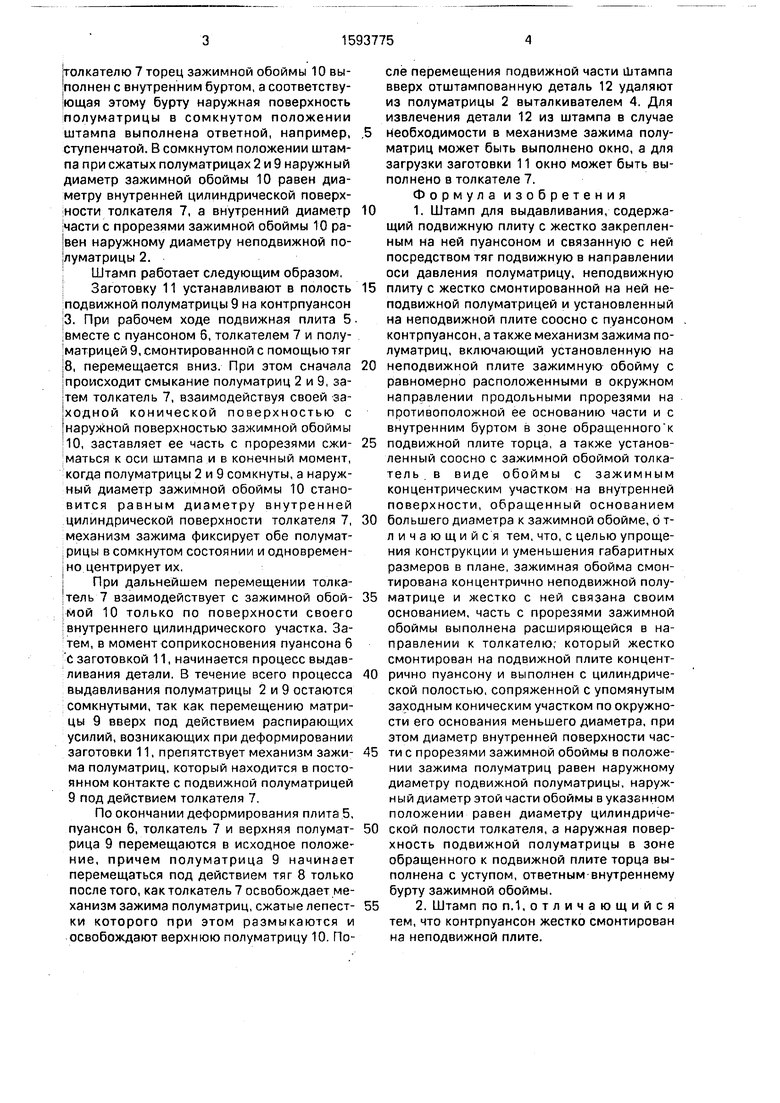
На фиг.1 показан штамп, исходное положение, перед началом деформирования; на фиг.2 - то же, в конечный момент выдавливания детали.
Штамп для выдавливания содержит неподвижную плиту 1, жестко смонтированную на ней неподвижную полуматрицу 2, в рабочей полости которой размещены контрпуансон 3 с выталкивателем 4. На неподвижной плите 5 жестко закреплены пуансон 6, толкатель 7, выполненный в виде обоймы.
и смонтирована посредством тяг 8 подвижная полуматрица 9.
. Hd неподвижной плите 1 смонтирован механизм зажима полуматриц 2 и 9, выполненный в,виде зажимной обоймы 10. Нижней своей частью зажимная обойма жестко связана с неподвижной полуматрицей 2 и установлена концентрично ей. На обращенной к толкателю части зажимной обоймы выполнены продольные прорези, равномерно распределенные в окружном направлении. В свободном состоянии часть обоймы с прорезями выполнена расширяющейся в направлении к толкателю 7. Внутренняя поверхность последнего выполнена цилиндрической сопряженной в зоне обращенного к зажимной обойме ТО торца с конической заходной поверхностью. Обращенный к
толкателю 7 торец зажимной обоймы 10 выполнен с внутренним буртом, а соответстЕ1у- |ющая этому бурту наружная поверхность полуматрицы в сомкнутом положении штампа выполнена ответной, например, ступенчатой. В сомкнутом положении штампа при сжатых полуматрицах 2 и 9 наружный диаметр зажимной обоймы 10 равен диаметру внутренней цилиндрической поверх- :ности толкателя 7, а внутренний диаметр :части с прорезями зажимной обоймы 10 ра- |вен наружному диаметру неподвижной по- |луматрицы 2.
; Штамп работает следующим образом, I Заготовку 11 устанавливают в полость ;подвижной полуматрицы 9 на контрпуансон |3. При рабочем ходе подвижная плита 5. |вместе с пуансоном 6, толкателем 7 и полу- матрицей 9, смонтированной с помощьютяг 18, перемещается вниз. При этом сначала |происходит смыкание полуматриц 2 и 9, за- |тем толкатель 7, взаимодействуя своей за- ходной конической поверхностью с наружной поверхностью зажимной обоймы 10, заставляет ее часть с прорезями сжи- |маться к оси штампа и в конечный момент, когда полуматрицы 2 и 9 сомкнуты, а наружный диаметр зажимной обоймы 10 становится равным диаметру внутренней цилиндрической поверхности толкателя 7, механизм зажима фиксирует обе полумат- ; рицы в сомкнутом состоянии и одновремен- |но центрирует их,
I При дальнейшем перемещении толка- тель 7 взаимодействует с зажимной обой- |мой 10 только по поверхности своего внутреннего цилиндрического участка. Затем, в момент соприкосновения пуансона 6 с заготовкой 11, начинается процесс выдавливания детали. В течение всего процесса выдавливания полуматрицы 2 и 9 остаются сомкнутыми, так как перемещению матрицы 9 вверх под действием распирающих усилий, возникающих при деформировании заготовки 11, препятствует механизм зажима полуматриц, который находится в постоянном контакте с подвижной полуматрицей 9 под действием толкателя 7.
По окончании деформирования плита 5, пуансон 6, толкатель 7 и верхняя полуматрица 9 перемещаются в исходное положе ние, причем полуматрица 9 начинает перемещаться под действием тяг 8 только после того, как толкатель 7 освобождает механизм зажима полуматриц, сжатые лепестки которого при этом размыкаются и освобождают верхнюю полуматрицу 10. После перемещения подвижной части Штампа вверх отштампованную деталь 12 удаляют из полуматрицы 2 выталкивателем 4, Для извлечения детали 12 из штампа в случае
необходимости в механизме зажима полуматриц может быть выполнено окно, а для загрузки заготовки 11 окно может быть выполнено в толкателе 7.
Формула изобретения
1. Штамп для выдавливания, содержащий подвижную плиту с жестко закрепленным на ней пуансоном и связанную с ней посредством тяг подвижную в направлении оси давления полуматрицу, неподвижную
плиту с жестко смонтированной на ней неподвижной полуматрицей и установленный на неподвижной плите соосно с пуансоном контрпуансон, а также механизм зажима полуматриц, включающий установленную на
неподвижной плите зажимную обойму с равномерно расположенными в окружном направлении продольными прорезями на противоположной ее основанию части и с внутренним буртом в зоне обращенного к
подвижной плите торца, а также установленный соосно с зажимной обоймой толкатель, в виде обоймы с зажимным концентрическим участком на внутренней поверхности, обращенный основанием
большего диаметра к зажимной обойме, о т- личающийся тем, что, с целью упрощения конструкции и уменьшения габаритных размеров в плане, зажимная обойма смонтирована концентрично неподвижной полуматрице и жестко с ней связана своим основанием, часть с прорезями зажимной обоймы выполнена расширяющейся в направлении к толкателю,- который жестко смонтирован на подвижной плите концентрично пуансону и выполнен с цилиндрической полостью, сопряженной с упомянутым заходным коническим участком по окружности его основания меньшего диаметра, при этом диаметр внутренней поверхности части с прорезями зажимной обоймы в положении зажима полуматриц равен наружному диаметру подвижной полуматрицы, наружный диаметр этой части обоймы в указанном положении равен диаметру цилиндрической полости толкателя, а наружная поверхность подвижной полуматрицы в зоне обращенного к подвижной плите торца выполнена с уступом, ответным внутреннему бурту зажимной обоймы.
2. Штамп по п.1, отличающийся тем, что контрпуансон жестко смонтирован на неподвижной плите.
7/////У
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для радиального выдавливания | 1982 |
|
SU1038050A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| Штамп для радиального выдавливания | 1987 |
|
SU1489915A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |


Изобретение относится к обработке металлов давлением и, в частности, к конструкциям штампов для выдавливания с разъемными матрицами. Цель изобретения - упрощение конструкции штампа и уменьшение его габаритных размеров в плане. Механизм зажима полуматриц выполнен в виде зажимной обоймы, одной своей частью обращенной к неподвижной плите, жестко связанной с неподвижной полуматрицей. Другая, обращенная к подвижной плите, часть зажимной обоймы выполнена расширяющейся и с продольными прорезями. Смонтированная на подвижной плите посредством тяг подвижная относительно этой плиты полуматрица при смыкании частей штампа размещается на неподвижной полуматрице зажимной обоймы. Размещенный на подвижной плите толкатель в виде обоймы с внутренней цилиндрической и заходной конической поверхностями в замкнутом положении штампа охватывает в сомкнутом состоянии полуматрицы и одновременно центрирует их за счет того, что при сомкнутом штампе диаметр цилиндрической внутренней поверхности толкателя равен наружному диаметру зажимной обоймы. 1 з.п. ф-лы, 2 ил.
/ 77777/// //Ji / ///Y//////
Фиг.1
777777
Фиё.г
| Штамп для закрытой объемной штамповки | 1985 |
|
SU1230737A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
