Известны агрегатные силовые головки для сверления или вырезания отверстия в листовом материале с пневматическим приводом, осуществляющим быстрый подвод шпинделя с инструментом к обрабатываемому материалу, переключение на рабочую подачу и последующее переключение на быстрый ход инструмента. Недостаток этих головок состоит в том, что величина рабочего хода остается постоянной независимо от фактической толщины обрабатываемого материала.
В описываемой агрегатной силовой головке отмеченный недостаток устранен и переключение в начале и конце рабочей подачи происходит в зависимости от толщины обрабатываемого материала. Это достигается тем, что подпружиненная державка инструмента выполнена подвижной в П1пинделе в осевом направлении и снабжена золотником для переключения пневмогидравлического привода. При использовании торцовых резцов для вырезания отверстий державка резцов, жестко связанная со шпинделем, снабжена подпружиненным упором, расположенным вдоль оси шпинделя между резцами и связанным с золотником для переключения пневмогидравлического привода.
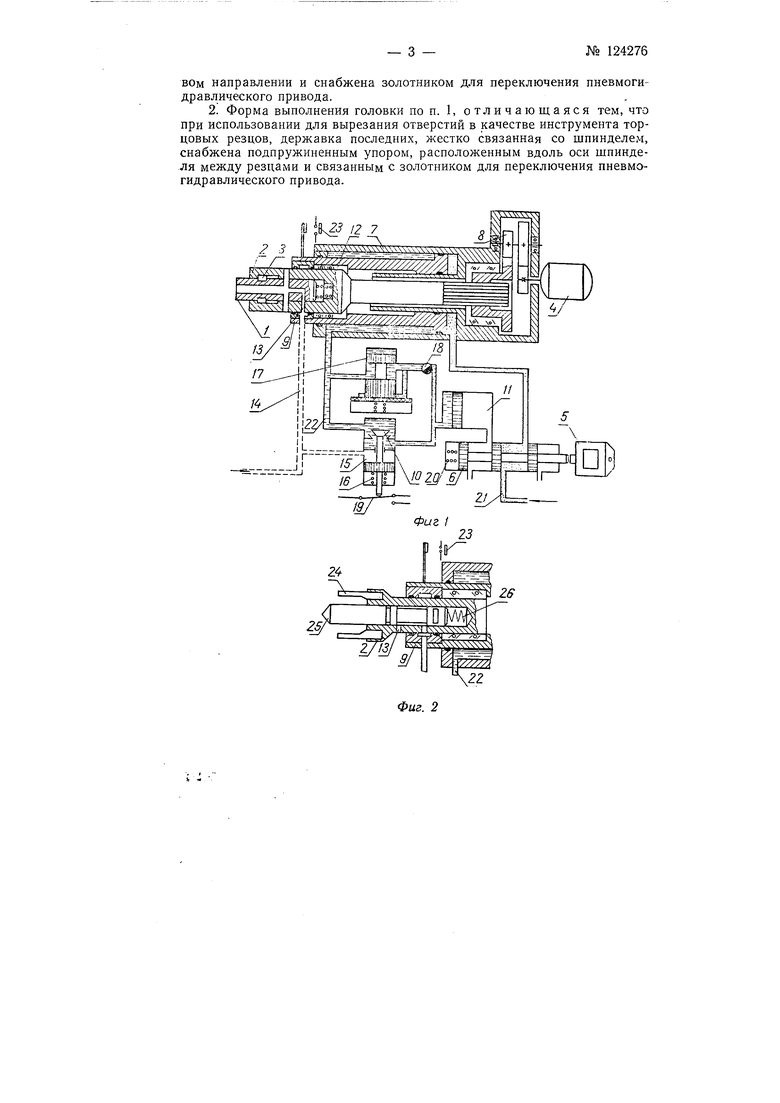
На фиг. 1 изображена схема агрегатной силовой головки с подвижной державкой инструмента; на фиг. 2-схема узла державки с торцовыми резцами.
В агрегатной силовой головке начало и конец рабочего хода определяется самим режушим инструментом-сверлом, устанавливаемым в подпружиненной державке 7, которая может возвратно-поступательно перемещаться. Вращение державки / относительно шпинделя 2 исключено, так как она зафиксирована шпонками 3. При включении электродвигателя - и электромагнита 5 происходит переключение воздушного золотника 6, который пропускает сжатый воздух в рабочий цилиндр 7, и головка
№ 124276- 2 -
вступает в работу. Вращение через двухступенчатый редуктор 8 передается шпинделю 2, который расположен внутри поршня 9 и является одновременно пинолью. При перемеш,ении поршня 9 влево (по чертежу) масло из левой полости цилиндра 7 проходит через обратный клапан 10 в левую полость вспомогательного цилиндра 11, перемещает поршень последнего вправо и воздух через золотник 6 вытесняется в окружающую атмосферу. Таким образом осуществляется быстрый подвод сверла к обрабатываемому материалу, продолжающийся до тех пор, пока сверло не дойдет до поверхности материала. После соприкосновения сверла с обрабатываемым материалом поступательное движение сверла прекращается. Порщень 9, продолжая движение, сжимает пружину 12 и перекрывает канал 13. В трубопроводе 14, в который перед включением головки подается сжатый воздух из пневмосети, и в воздущной камере 1.5 обратного клапана 10 давление воздуха повыщается до давления в сети. Обратный клапан 10, сжимая пружину 16, закрывается и выход масла з цилиндр // прекращается. Начинается рабочий ход инструмента, так как масло поступает через стандартный редукционный клапан 17 и дроссель 18. Редукционный клапан 17 обеспечивает равномерность подачи, а дроссель 18 позволяет плавно ее регулировать. При опускании (закрывании) обратный клапан 10 своим хвостовиком нажимает напутевой переключатель 19, в результате чего происходит переключение электродвигателя 4.
После высверливания отверстия державка 1 под действием пружины 12 перемещается вперед и открывает канал 13; давление в трубопроводе 14 снижается, обратный клапан 10 под действием пружины 16 поднимается и нажим на путевой переключатель 19 прекращается. При выключенном электромагните 5 воздущный золотник 6 под действием пружины 20 занимает крайнее правое положение. Воздух из сети по трубопроводу 21 проходит через золотник б в полость вспомогательного цилиндра 11, из которого масло вытесняется через обратный клапан 10 и через маслопровод 22 поступает в левую полость рабочего цилиндра 7. Воздух из правой полости цилиндра 7 выходит через воздушный золотник 6 в окружаюшую атмосферу. Осуществляется быстрый отвод инструмента. Вращение электродвигателя выключается конечным выключателем 23 и цикл работы заканчивается.
При использовании для вырезания отверстий торцовых резцов 24 державка последних жестко соединяется со шпинделем 2 и имеет подпружиненный упор 25, который расположен вдоль оси щпинделя между резцами 24. В этом случае быстрый подвод режущего инструмента к обрабатываемой поверхности происходит до соприкосновения упора с этой поверхностью. После того, как резцы прорежут кольцевую канавку через всю толщину обрабатываемого материала, упор 25 под действием пружины 26 выталкивает вырезку-бобыщку, перемещается вперед и открывает канал 13. Затем цикл работы повторяется в случае примене1 ия сверла в качестве режущего инструмента.
Предмет изобретения
1. Агрегатная силовая головка для сверления или вырезания отверстия в листовом материале, с пневматическим приводом, обеспечивающим быстрый подвод щпинделя с инструментом к обрабатываемому материалу, переключение на рабочую подачу и последующее переключение на быстрый отвод, инструмента, отличающаяся тем, что, с целью осуществления указанных переключений в начале и конце рабочей подачи в зависимости от толщины обрабатываемого материала, подпружиненная держав.ка инструмента выполнена подвижной в щпинделе Е. осе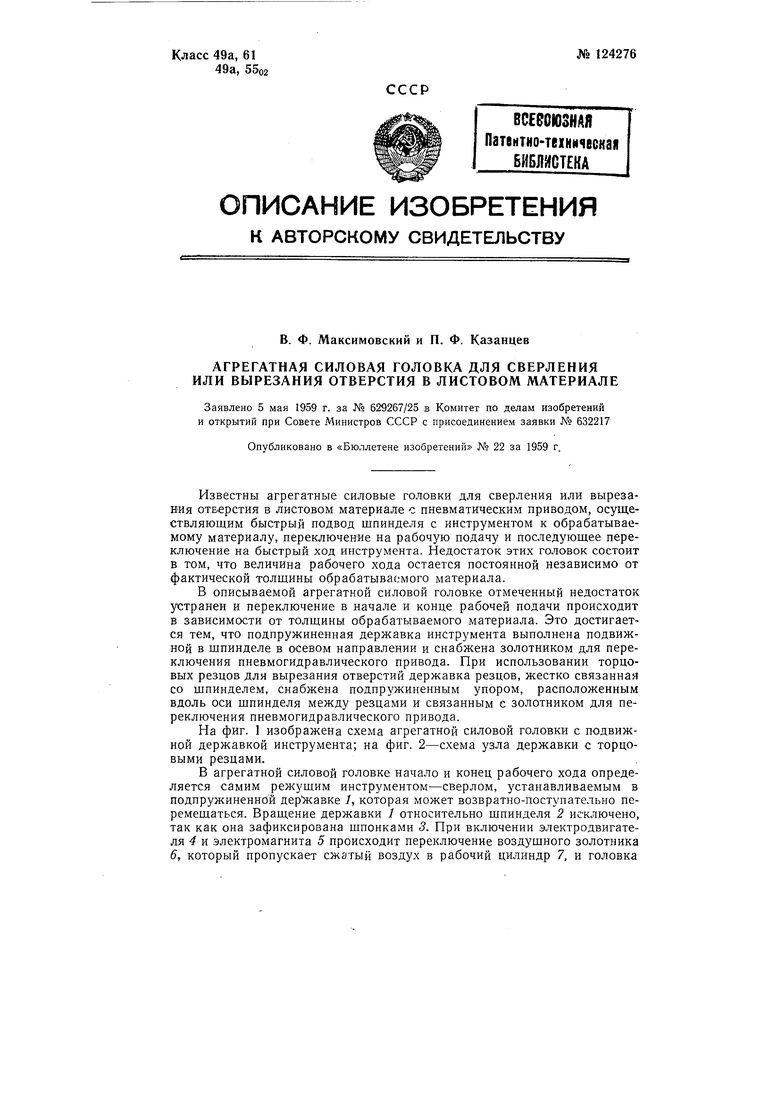
| название | год | авторы | номер документа |
|---|---|---|---|
| Силовая головка к агрегатным станкам | 1958 |
|
SU119051A1 |
| Агрегат для резки труб | 1959 |
|
SU129082A1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Пневмогидравлический привод осевого перемещения шпинделя силовой головки | 1980 |
|
SU1151415A1 |
| Пневмогидравлическое устройство защиты инстумента для глубокого сверления | 1973 |
|
SU467793A1 |
| Пневмогидравлический привод осевого перемещения | 1984 |
|
SU1282978A1 |
| Сверлильная головка | 1979 |
|
SU918063A2 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1977 |
|
SU680818A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1973 |
|
SU475223A1 |