Известные устройства для резки труб: труборезные головки с вращающейся гктаншайбой ц резцом, инерционные механизмы для захвата и ориентации длинных стержней, распределительные устройства, управ.;1яемые командоаппаратом и позволяюи,ие загружать в различные секции бункера детали различных размеров, предназначены для механизации отдельных операций.
В оцисываемом агрегате для резки труб совокупно црименены эт)1 устройства, что позволяет автоматизировать весь процесс резки труб на заготовки заданной длины.
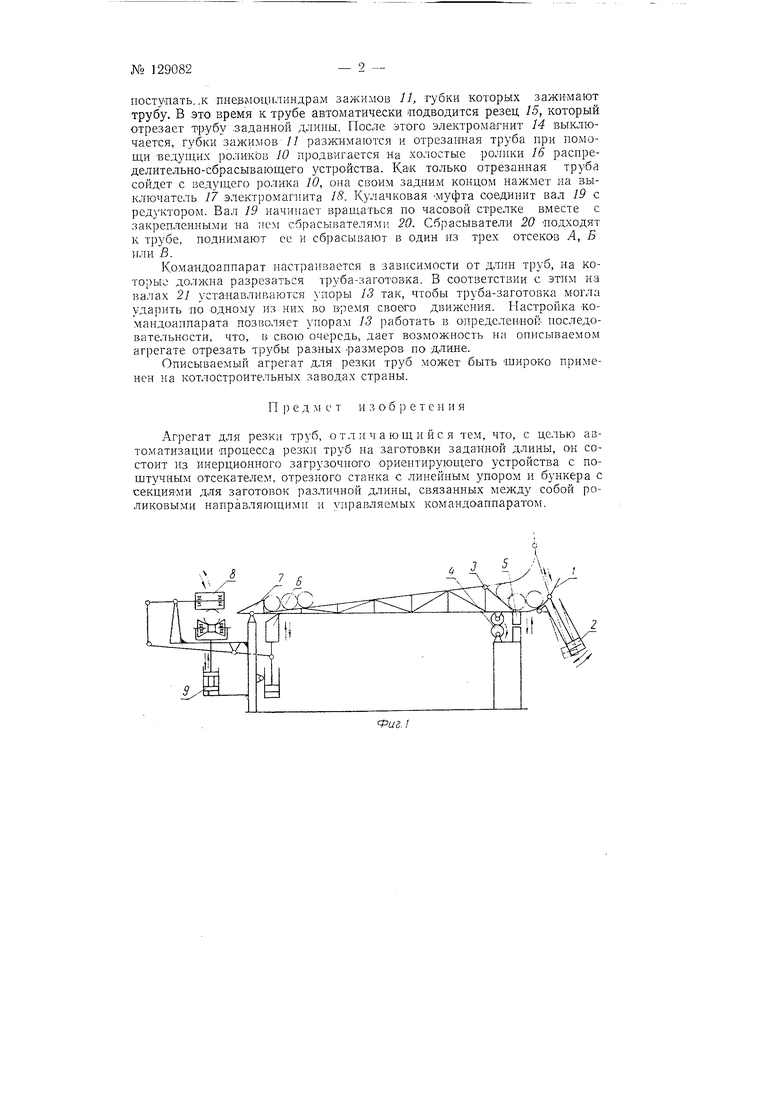
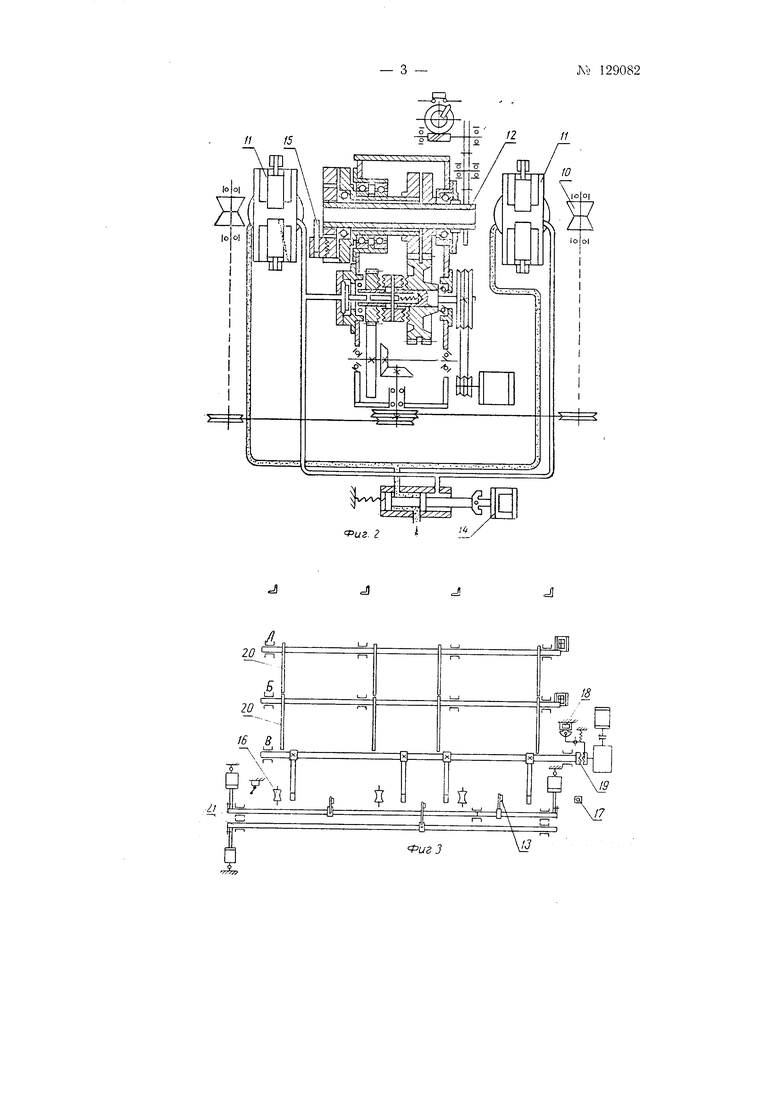
На фиг. 1 изображена схема инерционного загрузочного ориентирующего устройства описываемого агрегата; на фиг. 2-схема отрезного станка; на фиг. 3 - схема распределительно-сбрасывающего устройства.
Связка труб укладывается в бункер /. Бункер / при помощи пневмоцилиндра 2 поворачивается вокруг оси 3, и трубы из него выкатываются на стеллаж. Для расположения труб на стеллаже в один ряд стеллаж может встряхиваться при помощи вращающихся эксцентриковых блоков 4 и наковален 5. На стеллаже трубы при помощи пневмовыталкивателя 6 по одной перекатываются через упор 7. В этот момент прижимной ролик 8, закрепленный на одном валу с пневмовыталкивателем , поднимается, труба скатывается на рольганг и одновременно на РОЛИК зОоЮтника 9 и ведущий ролик 10. Как только труба упадет на ролик золотника 9, в пневмоцилиндрах пневмовыталкивателя 6 произойдет перераспределение воздуха и пневмовыталкиватель 6 пойдет вниз, а Прижимной ролик 8 прижмет трубу к роликам рольганга.
Ведущий ролик 10 продвинет трубу по рольгангу через зажимы // и щпиндель 12 станка до упора 13. Удар трубы по 13 вызывает включение электромагнита 14, вследствие чего воздух от сети начинает
посту.пать. ,к nHeBMOniiJinHApaAi зажимов 11, губки которых зажимают трубу. В это время к трубе автоматически подводится резец 15, который отрезает трубу .заданной длины. После этого электромагнит 14 выключается, губки зажимов // разжимаются и отрезанная труба при помощи -ведущих роликов 10 продвигается на холостые ролнки 16 распределительно-сбрасывающего устройства. Как только отрезанная труба сойдет с ведущего ролика 10, она своим задним концом нажмет на выключатель 17 электромагнита 18. Кулачковая муфта соединит вал 19 с редуктором. Вал 19 начинает вращаться по часовой стрелке вместе с закрепленными на нем сбрасывателями 20. Сбрасыватели 20 подходят к трубе, поднимают ее и сбрасывают в один из трех отсеков А, Б или В.
Командоаппарат настраивается в зависимости от длин труб, на которые должна разрезаться труба-заготовка. В соответствии с этим на валах 2} устанавливаются упоры 13 так, чтобы труба-заготовка могла ударить НО одному из них во Время своего движершя. Настройка командоанпарата позволяет упорам 13 работать в определенной- последовательности, что, в свою очередь, дает возможность на описываемом агрегате отрезать трубы разных размеров по длине.
Описываемый агрегат для резки труб может быть широко применен на котлостроительиых заводах страны.
П р е д м е т и з о б j) е т е н и я
Агрегат для резки труб, отличающийся тем, что, с целью авто.матизации процесса резки труб на заготовки заданной длины, он состоит Из инерционного загрузочного ориентирующего устройства с погитучным отсекателем, отрезного станка с линейным упором и бункера с секциями для заготовок различной длины, связанных между собой роликовыми направляющими и управляемых командоаппаратом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2096140C1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Автоматическая линия заготовки мерных изделий | 1990 |
|
SU1808803A1 |
J 1 А
// 15
ti
fuz. 2
