Известно устройство д.1я автоматизации металлорежущих станков на основе использования счетно-решающих датчиков, кинематически связанных с исполнительными органами станка.
Описываемое устройство по сравнению с известными проще и увеличивает количество вариантов настройки металлорежущего станка. Для этого в устройстве применен шаговый искатель, встроенный з схему так, что подключение исполнительных органов станка осуществляется через промежуточное реле в последовательности, задаваемой коммутацией неподвижных ламелей шагового искателя, а переключение последнего осуществляется каждый раз по достижении исполнительными органами станка заданного размера.
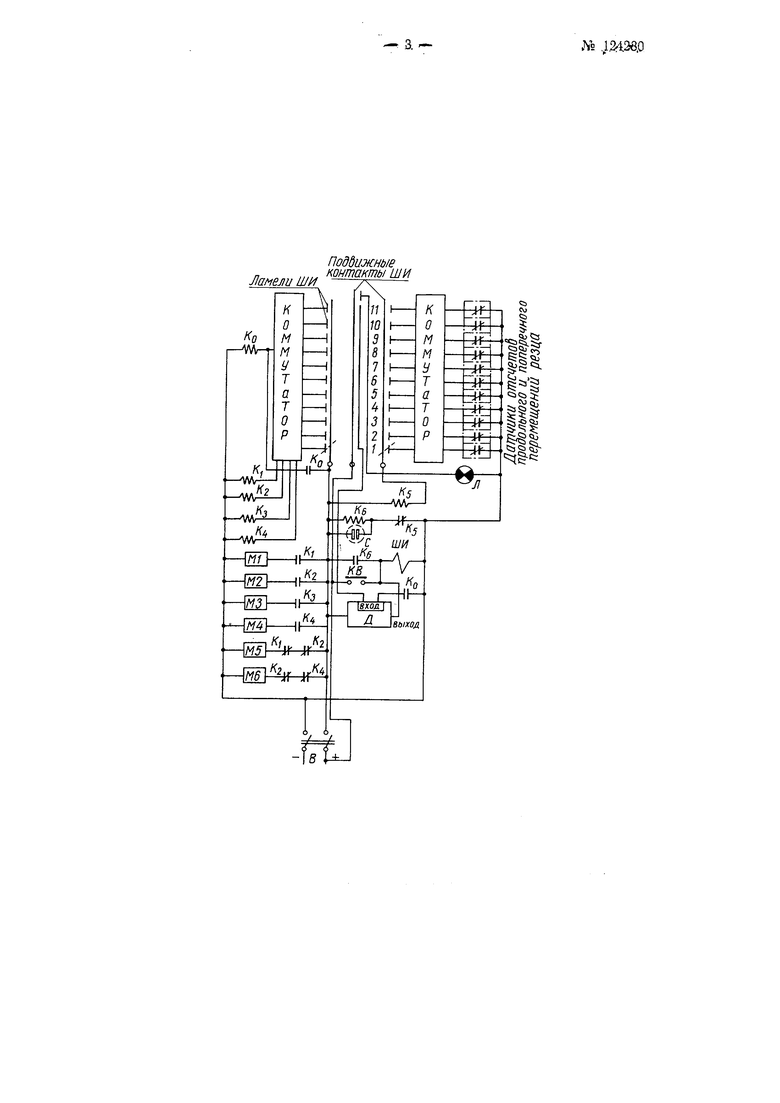
На чертеже изображена схема устройства для автоматизации металлорежущих станков. На нем обозначено: шаговый искатель типа ШИ 11; промежуточные мгновенные телефонные реле КО, Ki, К2, КЗ, К4; емкость С, обеспечивающая некоторую выдержку времени для создания импульса в катушку шагового искателя; Ml и М2-электромагнитные муфты продольного управления; Ai3 и М4-электромагнитные муфты поперечного управления; М5 и Л1б-электромагнитные муфты тормозные; сигнальная лампа Л, фиксирующая исходное положение шагового искателя; KB-кнопка предварительной установки контактов шагового искателя в исходное положение; В-двухполюсный выключатель; датчик Д импульсов для возврата шагового искателя в исходное положение; коммутатор-устройство, обеспечивающее любую комбинацию подхлю-чения. Возможны различные варианты коммутации: система галерных переключателей; система штепсельного многогнездного разъема со жгутом отдельных проводников с наконечниками; система решетки из пластин с гнездами в местах перекрещивания.
На чертеже условно показаны только четыре управляющих муфты и две тормозных, т. е. можно осуществить комбинации из четырех операций. Число муфт задает количество промежуточных реле.
Нри выполнении, например, муфтой Ml продольной правой подачи осуществляется операция 1, муфтоГ А12 продольной левой подачи-Операпия 2, муфтой Ai3 поперечной подачи вперед - операция 5 и муфтой М4 полереч1ЮЙ подачи назад-операция 4, задаваемая последозательность операций 2-3-1-4 осуществляется по работе схемы следующим образом.
№.124280- 2 Настройка автоматики происходит при помоши коммутаторов, т. е. в требуемой последовательности подключаются к ламелям шагового искателя датчики, управляющие включением муфт. В приводимом примере к ламелям первого положения шагового искателя подключены датчик первого продольного перемещения и реле 7(2; к ламелям второго положения щагового искателя подключены датчик поперечной подачи вперед и реле К.З и т. д. Реле /(( подключается после ламели последней операции. При включении дзухполюсиого выключателя В срабатывает реле К.6 через н. з. контакт реле и замыкает свой н. р. контакт г; цепи шагового искателя. Последний срабатывает, переводит подвижные контакты в первое положение, замыкаясь с ламеля1ми этого положения, и подключает их через датчик продольного перемещения к катущке реле К5, которая срабатывает и размыкает свои н. з. контакты в цепи катушки реле Кб. Реле Кб отключается ы размыкает свои к. р. контакты в цепи катущки шагового искателя, последний обесточивается, подвил ные его контакты остаются в первом положении.
Одновременно подается напряжение через замкнувший.я на ламель первого положения подвижной, контакт шагового искателя. Реле К2 срабатывает и замыкает н, р. контакты в цепи элсргтромагнитной мзфты М2, одновременно размыкает н. з. контакты в цепи тормозной муфты М5 продольного перемещения. Муфта М2 включается и происходит продольнаяобработка детали. Датчик отсчитывает продольное перемещение резца и при достижении нужной величины размыкает свой н. з. контакт в цепи питания катушки реле Ко, последняя отпускает и замыкает свой н. 3. контакт в цепи шагового искателя, который передвигает подвижные контакты, замыкающиеся с ламелями второго положения, что нроизводнт включение реле К5 через датчик поперечного перемещения вперед.
Н. 3. контакты реле К5 размыкают цепь реле Кб, которое после некоторой выдержки времени (в результате параллельно включенной емкости С) отпускает и раз.мыкает свои н. р. контакты в цени шагового искателя, одновременно с включением реле К5 срабатывает реле КЗ и включает муфту МЗ поперечного перемещения вперед. Датчик отсчитывает глубину врезания резца и переключает шаговый искатель в следующее третье положение п т. д.
После завершающей операции обработки детали подвилшой контакт щагового искателя подключает реле КО, которое блокирует включение и через сплошную ламель шагового искателя подключает датчик Д, посылающий импульеы в катушку шагового некателя и выводяший контакты его в исходное положегше, о чем сигнализирует лампа Л.
Выключателе1М В отключают питание схемы, вставляют новую заготовку и тем выключателем вновь запускают автоматическую обработку детали.
П р е д м е т н з обретен и я
Устройство для автоматизации металлорежущих станков на основе использования счетно-решающих датчиков, кинематически связанных с исполнительными органами станка, отличающееся тел1, что, с целью Зпрощения конструкции и увеличения количества вариантов настройки ста1п а, применен шаговый искатель, встроенный в схему так, что подключение исполнительных органов станка осуществляется через промежуточное реле в пос; едовательности, задаваемой комм}тацией неподвижных ламелей шагового искателя, а переключение шагового искателя осушествляется каждый раз но достижении исполнительными органами станка заданного размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматизации обслуживания абонентов секретного отдела | 1968 |
|
SU1697093A1 |
| Устройство для программного управления перемещением объекта | 1981 |
|
SU957170A1 |
| УСТРОЙСТВО для ПРОГРАММНОГО УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ КРАСИЛЬНОГО | 1967 |
|
SU190460A1 |
| Устройство упрапления перемещением полок механизированного склада | 1976 |
|
SU673560A1 |
| ДЕСЯТИЧНЫЙ СУММАТОР | 1966 |
|
SU185546A1 |
| Устройство для управления исполнительным органом | 1975 |
|
SU616612A1 |
| УСТРОЙСТВО для УЧЕТА ВРЕМЕНИ ПРОСТОЯ ОБОРУДОВАНИЯ | 1973 |
|
SU369602A1 |
| Устройство для управления перемещением полок механизированного склада | 1976 |
|
SU789353A1 |
| Устройство поворота многошпиндельного барабана токарного автомата | 1979 |
|
SU856661A1 |
| Устройство коррекции теплового режима печи по темпу выдачи заготовок | 1984 |
|
SU1285309A1 |