Изобретение относится к трубопрокатному производству и может быть и- пользовано для управления главными приводами станов горячей пилигри- мовой прокатки.
Цель изобретения - повьшение надежности работы стана и его производительности .
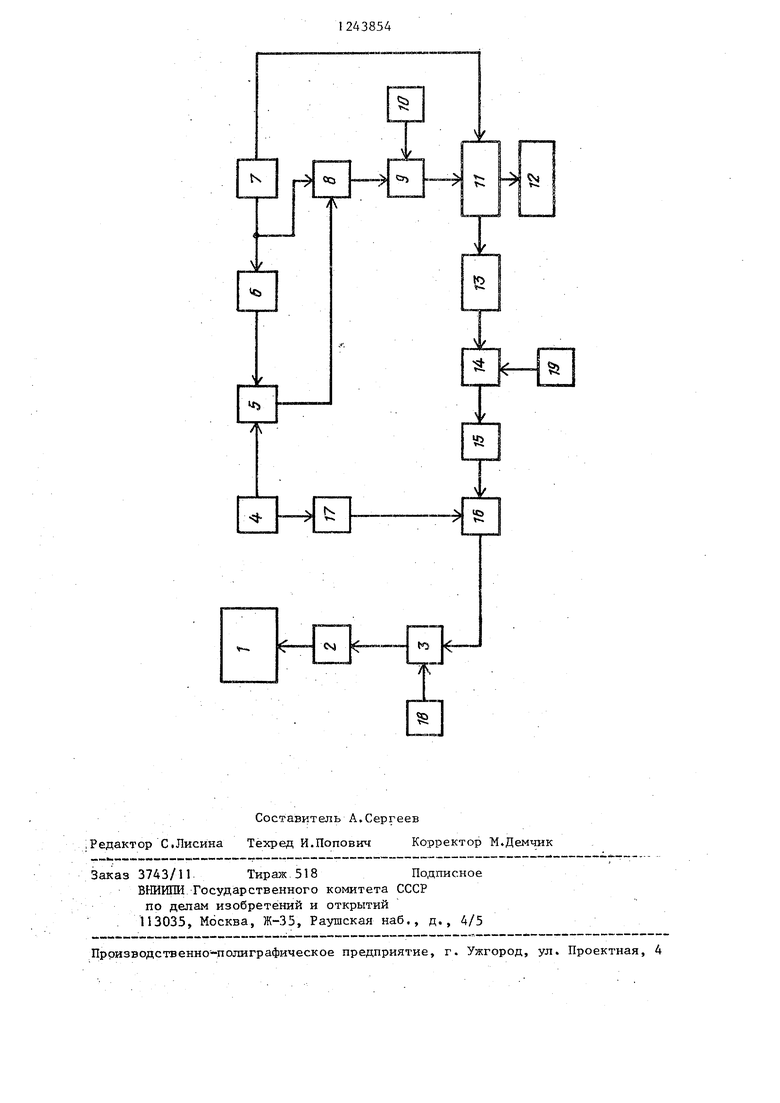
На-чертеже представлена блок-схема предлагаемого устройства для управления пилигримовым станом.
Устройство содержит электродвигатель 1 валков, блок 2 управления электродвигателем 1 валков, сумматор 3, 4 тока, блок 5 сравнения регенеративного типа, генератор
6пилообразного напряжения, датчик
7угла поворота валков, соединенный с валом электродвигателя 1 валков, триггер 8, ключ 9, генератор 10 импульсов, счетчик П, блок 12 индикации, цифроаналоговый преобразователь 13, блок 14 сравнения, усилитель 15, ключ 16, пороговый элемент 17, задатчик 18 скорости, за- датчик .19 тока.
Устройство,для управления пили- rpHMOBbiM станом может работать как в режиме автоматического, так и в режиме ручного управления.
Режим автоматического управления пилигримOBbiM станом Перед началом прокатки очере,цной заготовки сигнал задания номинальной скорости вращения валков с выхода задатчика 18 поступает на первый вход сумматора 3 и с выхода последнего на вход блока 2 управления электродвигате-пем валков, который устанавливает номинальную частоту вращения электродвигателя 1 валков. Ввиду того, что нагрузка в клети стана отсутствует (заготовка еще не прокатьшается), то сигнал с датчика 4 тока, поступающий на вход порогового элемента 17, не вызьшает срабатьшание последнего. Сигнал на выходе порогового элемента 17 отсутствует, поэтому ключ 16 не срабатывает, и на втором входе сумматора 3 отсутствует сигнал коррекпии частоты вращения электродвигателя валков. Сигнал на выходе порогового -элемента 17 отсутствует и в процессе затравки заготовки в валки стана, поскольку нагрузка для этого этапа прокатки - в клети стана мала. Только начиная с установившегося процесса прокатки
10
15
20
243854 ,2
сигнал на выходе датчика 4 тока становится достаточным для срабатывания порогового элемента 17 и ключ 16 зам1 1кает цепь коррекции частоты вращения электродвигателя валков до-конца прокатки заготовки путем соединения выхода усилителя 15 с вторым входом сумматора 3.
Сигнал коррекции частоты вращения электродвигателя валков вырабатывается следующим образом, С первого выхода датчика 4 тока на первый вход блока 5 сравнения регенеративного типа поступает сигнал, пропорциональный нагрузке в клети пилигримовorо стана. Максимальная величина тока электродвигателя за цикл прокатки о- соответствует такому моменту времени, когда через калибр вращаюЕ ихся валков начинает проходить переходной участок, т.е. соответствует времени нaчiзлa освобождения калибра от прокатываемого участка трубы. В этот момент времени срабатывает датчик 7 угла поворота валков, с первого выхода которого поступает сигнал на запуск генератора 6 пилообразного напряжения и на второй вход триггера 8, опрокидьшаяЕ его. Сигнал с выхода генератора 6 пилообразного напряжения поступает на второй вход, второго блока 5 сравнения регенеративного типа. В момент равенства сигналов с датчика 4 тока и генератора 6 пилообразного напряжения, на зыходе блока 5 сравнения регенеративного типа появляется сигнал, поступ,ающий на первый вход триггера 8, возвращая последний в исходное состояние. Интервал времени между опрокидьшаниями триггера из одного состояния в другое характеризует величину измеряемого тока электродви- гат(гля вгшков, т.е. в течение указанного интервала времени на первый вход счетчика 11 поступают импульсы, количество которых пропорционально измеряемой величине тока нагрузки электродвигателя валков, и отображается на блоке 12 индикации.
25
35
40
45
50
Сигнал с второго выхода счетчика 1 поступает на вход цифроаналогово- го преобразователя 13, который выдает сигнал на первый вход блока 14 55 сравнения, на второй .вход которого пода.н сигнал заданного тока нагрузки с задатчика 19 тока. С выхода бло- - ка 14 сравнения на вход усилителя
15 поступает разность сравьшваемых сигналов. Если нагрузка в главной линии стана меньше заданной величины характеризующей -встречу валков с остановленной заготовкой, то указанная разность положительная, и с выход а усилителя 15 через ключ 16 на второй вход сумматора 3 поступает сигнал коррекции, пропорциональный разности сравниваемых в блоке 14 сравнения токов, и результирующий сигнал с выхода сумматора 3, поступающий на вход блока 2 управления, учитьшает коррекцию по скорости, Если нагрузка в главной линии стана больше заданной величины, когда заготовка на большой скорости ударяет по валкам клети, то разность токов на выходе блока 14 сравнения отрицательная, и с выхода усилителя 15 через ключ 16 на второй вход сумматора 3 поступает сигнал отрицательной коррекции. Таким образом, если нагрузка в главной линии стана меньше заданной величины, с помощью блока 2 управления происходит увеличение частоты вращения электродвигателя валков до момента времени, когда фактический ток нагрузки будет соответствовать току заданного уровня Когда нагрузка в главной линии стана больше заданной величины, блок 2 управления уменьшает частоту вращения электродвигателя валков до того момента, когда фактический ток нагрузки становится равен току заданного уровня. Для обеспечения возможности измере шя фактического тока нагрузки за каждый цикл прокатки с второго выхода датчика 7 угла пово- ро та поступает сигнал на сброс счетчика по второму входу, причем этот
сигнал по времени предшествует сигналу, поступающему на второй вход триггера 8.
Режим ручного управления пилигри- 5 мовым станом. Этот режим управления пилигримовым. станом осуществляется непосредственно вальцовщиком, который, имея на пульте управления станом информацию о фактическом токе
0 нагрузки с блока 12 индикации и сравнивая его с заданным уровнем тока нагрузки, изменяет величину сигнала частоты вращения электродвигателя валков в функции выявленной разности
5 токов путем воздействия на вход сумматора 3 с помощью задатчика 18 скорости, изменяя тем самым частоту вращения электродвигателя валков до того момента, когда на блоке 12 ин0 дикации появится число, соответствующее заданному току нагрузки. Таким образом, устанавливая фактический ток нагрузки электродвигателя валков, равный заданному, путем изме-
5 нения скорости вращения электродвигателя валков, добиваются синхронности S работе системы подающий аппарат - скорость вращения валков пилигримового стана. Это позволяет повысить надежность работы стана путем устранения ударов заготовки по валкам клети и повысить производительность его работы путем уменьшения времени холостого вращения валков до их встречи с остановленной
заготовкой.
Предлагаемое устройство позволяет в начале прокатки каждой трубы путем изменения частоты вращения электродвигателя валков обеспечить такую настройку пилигримового стана, когда режим его работы оптимален.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления пилигримовым станом | 1985 |
|
SU1247113A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1981 |
|
SU997878A1 |
| Система автоматического управления поштучным редуцированием с натяжением на многоклетевом стане с индивидуальным электроприводом | 1985 |
|
SU1297959A1 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1984 |
|
SU1196054A1 |
| Устройство косвенного регулирования размеров проката в непрерывной группе клетей мелкосортно-проволочного стана | 1987 |
|
SU1414488A1 |
| Датчик наличия металла в двухниточной прокатной клети | 1988 |
|
SU1585042A1 |
| Устройство стабилизации соотношения нагрузок клетей при периодической прокатке | 1981 |
|
SU978963A1 |
| Способ регулирования скорости электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками | 1986 |
|
SU1360834A1 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |