f1
Изобретение относится к трубопрокатному нроизводству и касается совершенствования снособа унравления работой пилигримовых станов, имеющих индивидуальный привод клети.
Цель изобретения - повьппение производительности и надежности в работе пилигримового стана.
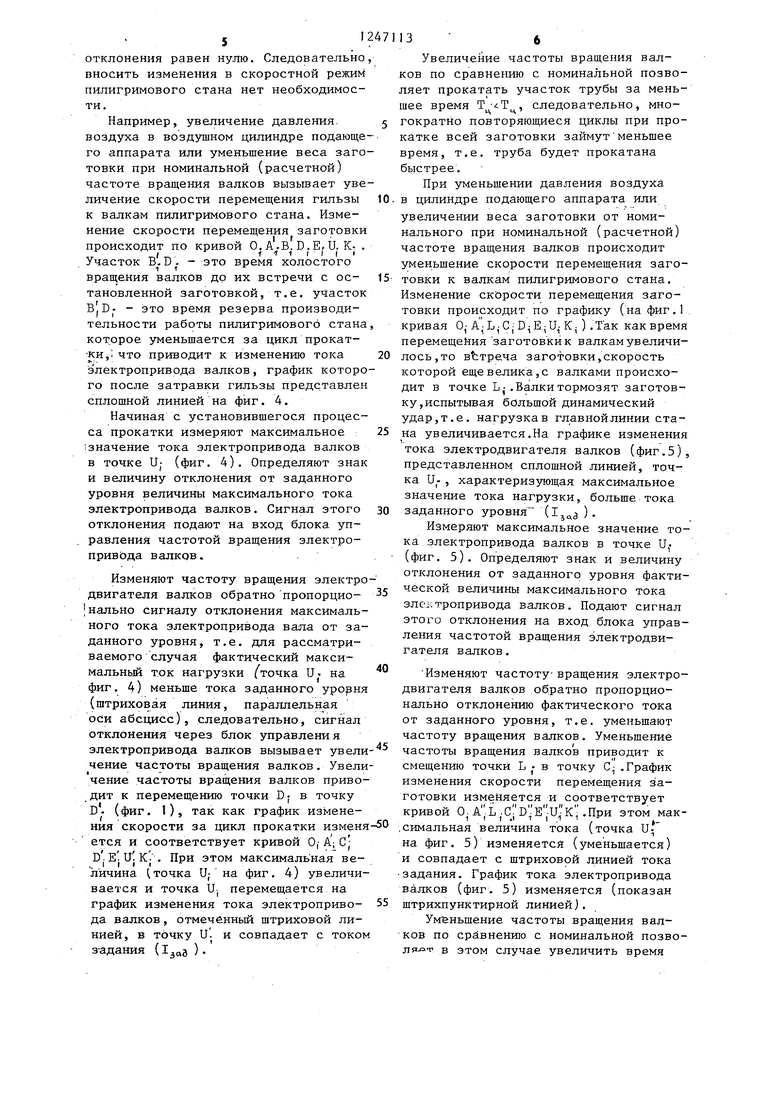
На фиг, 1 изображены графики изменения скорости заготовки за цикл про- катки, равньш одному обороту валков; на фиг. 2 - графики изменения скорости заготовки в зависимости от режима работы гидротормозной буксы за цикл прокатки; на фиг. 3-5 - графики изме- нения тока электропривода валков в зависимости от нагрузки в главной линии стана.
Номинальный режим работы подающего аппарата соответствует такому режиму, когда давление в воздушной камере подающего, аппарата или вес заготовок соответствуют расчетным значениям, а режим работы гидравлической тормозной буксы соответствует заданному.
Кривые (фиг. 1 и 2) соответ- ствуют участку разгона заготовки. Точка 0 характеризует момент времени, когда скорость перемещения заготовки равна нулю и соответствует
окончанию предыдущего цикла прокатки когда,валки, прокатав часть заготовки за одну подачу, перемещают ее от валков. ТоЧка А- соответству.ет времени начала торможения заготовки, когда плунжер входит в зону торможения гидравлической тормозной буксы.
Кривая А|В. .(фиг. J и 2) характеризует изменение скорости перемещения заготовки на участке торможения. Точка В,- соответствует моменту вре- мени, когда скорость вращения заготовки в конце торможения падает до нуля.
Однако на практике для более производительной работы пилигримового стана номинальные (расчетные) частот вращения валков принимают такими, чт в точке С; происходит встреча валков с заготовкой, скорость которой не упала до нуля, т.е. номинальная час тота вращения валков клети выбирается такой, чтобы в точке С , произошло дополнительное торможение заготовки валками и начало ее деформации гребнем калибра валков. Следовательно, на участке С Dy. кривой С- D- Е скорость перемещения заготовки падает до нуля и затем увеличивается до ве
O 5
0 5
0
5
0
132
личины, равной ДГ-П-п/60, где D - катающий диаметр валков; П- частота вращения валков. Валки перемещают заготовку с этой скоростью (участок E.U-) в направл-ении от валков. В точке U- калибр валка освобождается от металла прокатанной части трубы, и на участке U-K.J скорость перемещения заготовки интенсивно падает до нуля вследствие усилия, прикладываемого давлением воздуха к поршню воздушного цилиндра. На этом заканчивается цикл прокатки, который в процессе прокатки одной заготовки многократно повторяется.
При увеличении давления в воздушном цилиндре подающего аппарата или при весе заготовки, поступившей на прокат, меньше номинального скорость перемещения заготовки к валкам (кривая 0. Аf на фиг. О увеличивается и заготовка достигает точки А начала торможения за меньшее время. Следовательно, уменьшается время торможения заготовки (кривая А ,В.), так как при номинальной настройке режима работы гидравлической тормозной буксы торможение происходит более интенсивно.
При уменьшении давления в воздушном цилиндре подающего аппарата или при весе заготовки больше номинального скорость перемещения заготовки к валкам (кривая 0.А) уменьшается (фиг. 1) и заготовка достигает точки А начала .торможения за большее время. Время торможения заготовки (кривая AJ В. ) при неизменной настройке режима работы тормозной буксы увеличивается.
Изменение режимов работы гидравлической тормозной буксы (фиг. 2) приводит к изменению скорости торможения заготовки (кривые А. и А.. В ). Режимы отличаются от номинального режима торможения (кривая А.В.) большим или меньшим временем торможения.
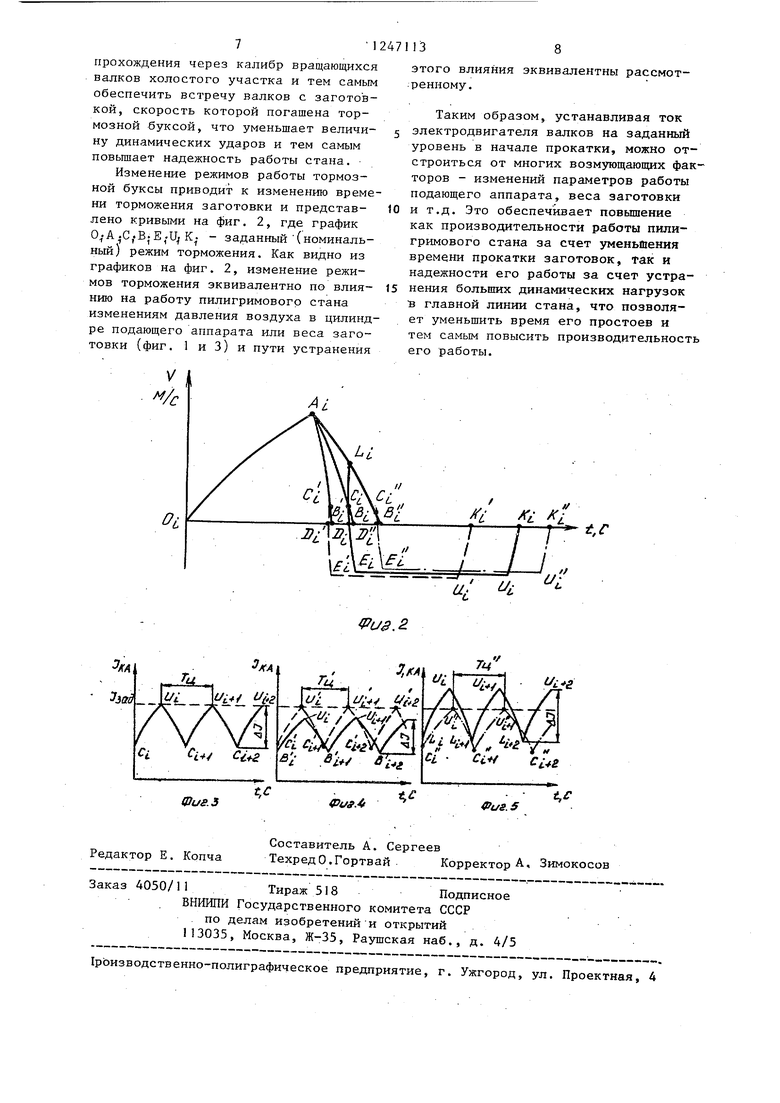
На фиг. 3 представлен график нескольких циклов изменения тока электропривода валков при номинальной нагрузке в клети пилигримового стана. Кривая С и. соответствует изменению (увеличению) тока электропривода валков за время работы калибра валков, причем точка Су соответствует по времени точке Cf (фиг. 1 и 2), т.е. моменту встречи заготовки с валками и началу ее деформации. Точка U соот312471
ветствует по времени точке (фиг.1 и 2), т.е. моменту окончания прокатки участка трубы за одну подачу. Максимальное значение тока при номинальной нагрузке в клети, соответствую- 5 , щее точке U,-, равно заданному току прокатки.
Кривая соответствует изменению (уменьшению) тока электропривода валков за время прохождения О калибра вращающихся валков холостого участка.
На фиг. 4 сплошной линией представлен график изменения тока элект
ропривода налков при нагрузке в клет пилигримова стана меньше номинальной (расчетной). Этот режим возникает при увеличении давления воздуха в цилиндре подающего аппарата (или уменьшении веса заготовки), уменьше- ,нии времени торможения гильзы, изме- нении (уменьшении) частоты вращения валков, т.е. когда остановившаяся гильза ждет встречи с валками.
Кривая В.и, соответствует изменению (увеличению) тока электропривода валков за время работы их калибра. Точка Е соответствует по времени (фиг. 1 и фиг. 2), т.е. моменту встречи заготовки с валками и началу ее деформации. Точка U соответствуе по времени точке U- (фиг. 1 и 2), т.е. моменту окончания прокатки участка трубы за одну подачу (за один цикл прокатки) , причем точка U соот ветствует максимальному значению тока электропривода валков, которое меньше заданного тока нагрузки (горизонтальная пунктирная линия).
Кривая Uj В . соответствует изме- нению (уменьшению) тока электропривода за время прохождения калибра валков холостым участком.
На фиг. 5 сплошной линией представлен график изменения тока элект- ропривода валков при нагрузке в клети пилиграмового стана больше номи- нальной (расчетной). Этот режим возникает при встрече валков с заготовкой, скорость которой к моменту встре чи с валками еще велика, т.е. заготовка ударяет по валкам клети, вызывая большую динамическую нагрузку в главной линии стана. Такой режим обусловлен уменьшением давления воз- духа в цилиндре подающего аппарата (или увеличением веса заготовки), увеличением времени торможения гиль
5
О
5
0
5
0
134
зы за счет изменения режима работы тормозной буксы, изменением (увеличением) номинальной скорости вращения электропривода валков.
Кривая L. соответствует измене- ни10 (увеличению) тока электропривода валков за время прохождения калибра рабочими участками валков, прячем точка L. соответствует по времени точке L- (фиг. 1 и 2), т.е. моменту встречи заготовки с валками и началу деформации. Точка U соответствует по времени точке (фиг. I и 2), т.е. моменту окончания прокатки участка трубы за одну подачу. При этом максимальная величина тока электропривода валков - точка U; больше величины заданного тока нагрузки (горизонтальная пунктирная линия).
Кривая U.L,- соответствует (изменению) уменьшению тока электропривода валков за время прохождения калибра валков рабочим участком.
На представленных сплошной линией графиках (фиг, 4 и 5) видно, что с изменением нагрузки вглавной линии стана изменяется не только максималь ная величина тока электропривода валков, но и динамическая составляющая тока и среднее его значение (не показано) .
Таким образом, измеряя, например, максимальное значение тока электропривода валков, можно судить о нагрузке в главной линии пилигримового стана.
Предлагаемый способ управления пилигримовым станом осуществляют слв дующим образом.
При номинальном (расчетном) режиме работы подающего аппарата, частоте вращения валков и номинальном весе заготовки (фиг, 3) изменение ско рости перемещения заготовки представ
лено кривой О, A.CjD.E.U, К, (фиг. 1
„,1 11111-1
и 2).
После затравки заготовки начинает- ся установившийся процесс ее прокатки, который характеризуется кривой изменения тока электропривода валков, представленной на фиг. 3, Определяют знак и величину отклонения максимального тока электроприводов валков от номинального,
Б номинальном режиме фактическое значение максимального тока электропривода валков равно заданному его уровню (точка U - на фиг, 3) и сигнал
отклонения равен нулю. Следовательно вносить изменения в скоростной режим пилигримового стана нет необходимости.
Например, увеличение давления. воздуха в воздушном цилиндре подающе го аппарата или уменьшение веса заготовки при номинальной (расчетной) частоте вращения валков вызывает увеличение скорости перемещения гильзы к валкам пилигримового стана. Изменение скорости перемещения заготовки происходит по кривой О.А.В.D.Е,и. Kj . Участок B,D. - это время холостого вращения валков до их встречи с ос- тановленной заготовкой, т.е. участок B jD- - это время резерва производительности работы пилигримового стана которое уменьшается за цикл прокат- ки,: что приводит к изменению тока электропривода валков, график которого после затравки гильзы представлен сплошной линией на фиг. 4.
Начиная с установившегося процесса прокатки измеряют максимальное 1значение тока электропривода валков в точке U- (фиг. 4). Определяют знак и величину отклонения от заданного уровня величины максимального тока электропривода валков. Сигнал этого отклонения подают на вход блока управления частотой вращения электропривода валков.
Изменяют частоту вращения электродвигателя валков обратно пропорцио- Iнально сигналу отклонения максимального тока электропривода вала от заданного уровня, т.е. для рассматриваемого случая фактический макси- мальньй ток нагрузки (точка U. на фиг. 4) меньше тока заданного урорня (штриховая линия, параллельная оси абсцисс), следовательно, сигнал отклонения через блок управления электропривода валков вызывает увели чение частоты вращения валков. Увеличение частоты вращения валков приводит к перемещению точки D- в точку D . (фиг. 1), так как график изменения скорости за цикл прокатки изменя ется и соответствует кривой О, А;С; D J E J UJ К | . При этом максималь ная величина (,точка U; на фиг. 4) увеличивается и точка Uj перемещается на график изменения тока электроприво- да валков, отмеченный штриховой линией, в точку и , и совпадает с током задания ( )
,
1247113 6
Увеличение частоты вращения валков по сравнению с номинальной позволяет прокатать участок трубы за меньшее время , следовательно, многократно повторяющиеся циклы при прокатке всей заготовки займут меньшее время, т.е. труба будет прокатана быстрее.
При уменьшении давления воздуха в цилиндре подающего аппарата или увеличении веса заготовки от номинального при номинальной (расчетной) частоте вращения валков происходит уменьшение скорости перемещения заготовки к валкам пилигримового стана. Изменение скйрости перемещения заготовки происходит по графику (на фиг.1 кривая О,-A -LjCj .;U К; ) .Так как время перемещения заготовки к валкам увеличилось, то вЪтреча заготовки,скорость которой еще велика,с валками происходит в точке L.Валкитормозят заготовку,испытывая большой динамический удар,т.е. нагрузкав главнойлинии стана увеличивается. На графике изменения тока электродвигателя валков (фиг.5) представленном сплошной линией, точка и., характеризующая максимальное значение тока нагрузки, больше тока заданного уровня ( )
Измеряют максимальное значение тока электропривода валков в точке U,- (фиг. 5). Определяют знак и величину отклонения от заданного уровня фактической величины максимального тока электропривода валков. Подают сигнал этого отклонения на вход блока управления частотой вращения электродвигателя валков.
Изменяют частоту вращения электродвигателя валков обратно пропорционально отклонению фактического тока от заданного уровня, т.е. уменьшают частоту вращения валков. Уменьшение частоты вращения валков приводит к смещению точки L в точку С .График изменения скорости перемещения заготовки изменяется и соответствует кривой 0 .CJ D E U K .При этом мак- .симальная величина тока (точка на фиг. 5) изменяется (уменьшается) и совпадает с штриховой линией тока задания. График тока электропривода валков (фиг. 5) изменяется (показан штрихпунктирной линией).
Уменьшение частоты вращения валков по сравнению с номинальной позво- ля-от в этом случае увеличить время
7 1
прохождения через калибр вращающихся валков холостого участка и тем самым обеспечить встречу валков с заготовкой, скорость которой погашена тормозной буксой, что уменьшает величи- ну динамических ударов и тем самым повьш1ает надежность работы стана.
Изменение режимов работы тормозной буксы приводит к изменению времени торможения заготовки и представ- лено кривыми на фиг. 2, где график .CfB-E-Ц К - заданный (номинальный) режим торможения. Как видно из графиков на фиг. 2, изменение режимов торможения эквивалентно по влия- нию на работу пилигримовогр стана изменениям давления воздуха в цилиндре подающего аппарата или веса заготовки (фиг. 1 и З) и пути устранения
8
этого влияния эквивалентны рассмотренному.
Таким образом, устанавливая ток электродвигателя валков на заданный уровень в начале прокатки, можно отстроиться от многих возмующающих факторов - изменений параметров работы подающего аппарата, веса заготовки и т.д. Это обеспечивает повышение как производительности работы пили- гримового стана за счет уменьшения времени прокатки заготовок, так и надежности его работы за счет устранения больших динамических нагрузок в главной линии стана, что позволяет уменьшить время его простоев и тем самым повысить производительност его работы.
У
/с
ff/.
,//
l /AfiV g- :-
Ш
//
л/
п/ /с/ rf /
1 1
Ui.
(J,
1
и.2.
1и
ги
3,КА
-JETTl f /k /
Ci
& .
tf;
f
f
/Ж/ Li ,
Citt
Фиа.з
t.c
t/ff.4i
Редактор E. Копча
Составитель A. Сергеев
ТехредО.Гортвай Корректор А, Зимокосов
Заказ 4050/11 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
1рЬизводственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
t,e
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления пилигримовым станом | 1985 |
|
SU1243854A1 |
| Способ управления прокаткой бесшовной трубы на пилигримовом стане | 1985 |
|
SU1251995A1 |
| Способ горячей пилигримовой прокатки труб | 1990 |
|
SU1801638A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2004 |
|
RU2271888C2 |
| Устройство для настройки и контроля зазора между валками пилигримового стана | 1984 |
|
SU1196054A1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| Бесконтактное устройство для индикации наличия металла в клети прокатного стана | 1977 |
|
SU738705A1 |
| СПОСОБ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ГОРЯЧЕЙ ПРОКАТКОЙ | 2013 |
|
RU2542135C2 |
| Способ управления пилигримовым станом | 1985 |
|
SU1292854A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА КОНУСНЫХ ДЛИННОМЕРНЫХ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2545935C2 |

| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ТРУБ НА ПИЛЬГЕРСТАНЕ | 0 |
|
SU163577A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР № 770590, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
