1
Изобретение относится к металлообработке и может быть использовано для снятия фасок под сварку па крупногабаритных деталях из листового проката, обеспечивая высокую точность и чистоту обработанной поверхности на их кромках.
Цель изобретения - повышение производительности путем устранения переукладки крупногабаритной детали во время обработки.
На фиг, 1 изображено предлагаемое устройство, вид спереди;,на фиг, 2 - то же, вид сбоку} на фиг, 3 - вид сверху в момент снятия фасок на круп ногабаритной детали из листового проката с левой боковой кромки; на фиг. 4 - то же у с задней торцовой ее кромки; на фиг. 5 - то же, с правой боковой ее кромки; на фиг. - то же, с передней торцовой ее кромки .
, Предложенное устройство содержит несущую конструкцию i, расположенный на ней кромкоскапывагащпй станок 2 с опорны. роликом 3 внизу и размещеи- пым над роликом 3 под углом к нему режущим дисковым инструментом 4 и рольгангами 5 и 6. Последние установлены друг за другом в линию.
Несущая конструкция 1 ycTpoiicTBa выполнена в виде поперечных горизонтальных, направляющих 7, смонтирйван- нь1х между рольгангами 5 и 6. В паи- Р авляющ1гх 7 установлена подвгшная каретка 8 с поворотной платформой 9 На платформе. 9 закреплен кромкоска- льшающий станок 2, а рольганги 5 и б снабжены установленными над ними прижимными элементами.
Поперечные направляющие 7 смонтированы перпендикулярно рольгангам 5 и 6 с возможностью перемещения каретки 8 с поворотной платформой 9 и кромкоскальшающим станком 2 вдоль передней торцовой кромки 10 и задней торцовой кромки 11 каждой об- рабатьшаемой крупногабаритной детали 12 из листового проката, а прижимные элементы рольганов 5 и 6 выполнены в виде роликов 13, облицованных снаружи упругим материалом 14, например резиной.
В верхней части кромкоскальгоающии станок 2 имет привод 15 механизма вращения режущего дискового инструмента 4, предназначенного для снятия фасок 16 с детали 12 пЗД заданными
43909. .
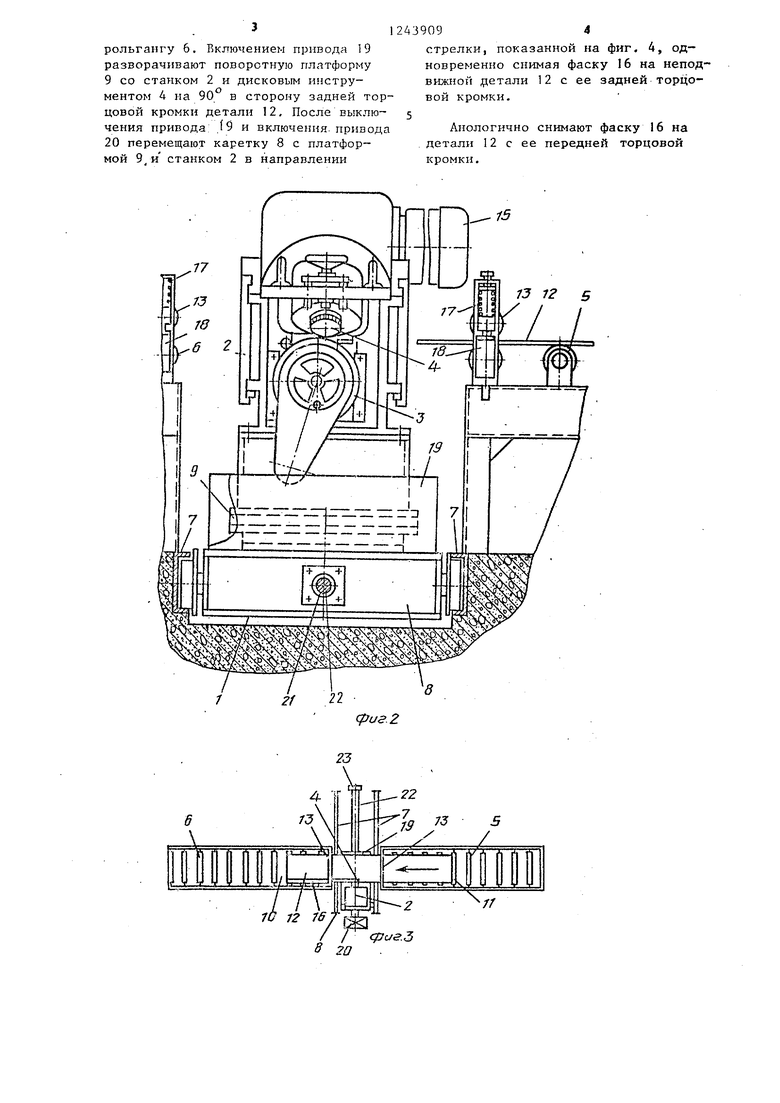
у :лами к ее лицевой поверхности. Каждый ролик 13 через свою ось взаимосвязан сверху с двумя пргокимающи- ми механизмами 17, а снизу - с двумя
5 силовыми цилиндр ами 18 для его поднятия.
На каретке 8 установлен привод 19 механизма поворота платформы с кромкоскалывающим станком 2 одновре- 0 менно на угол ±.360° в горизонтальной плоскости.
Каретка 8 взаимосвязана с приводом 20 механизма ее передвижения через две гайки 21, прикрепленные к 15 ее торцам, и вращающийся в гайках
21 ходовой винт 22, Последний одним своим концом присоедимеп к приводу 20, а другим - к подшиппику 23,
Устройство работает следуюгдИхМ об20 разом.
При установке устройства, в исходное положение включением привода 20 заставляют вращатся в нужную сторону ходовой впнт 22 в подшипнике 23 и
25 обоих гайках 21 каретки 8, Б результате чего с j-Dc помощью последнюю перемещают по направляющим 7 несущей конструкции в сторону привода 20, Включепием привода 19 разворачивают
30 поворотную плотформу 9 с кромкоскалывающим станком 2 с режущим диско- vbM инструментом 4 в сторону нодщип- ника 23 (см. фиг. З), а включением силовых цилиндров 18 поднимают об-
35 лицованные упругим материалом 14 ролики 13 над рольгангами 5 и б.
После включения приводов 19 и 20 подъемно-транспортным средством (не показано ) укладьшают очередную круп-
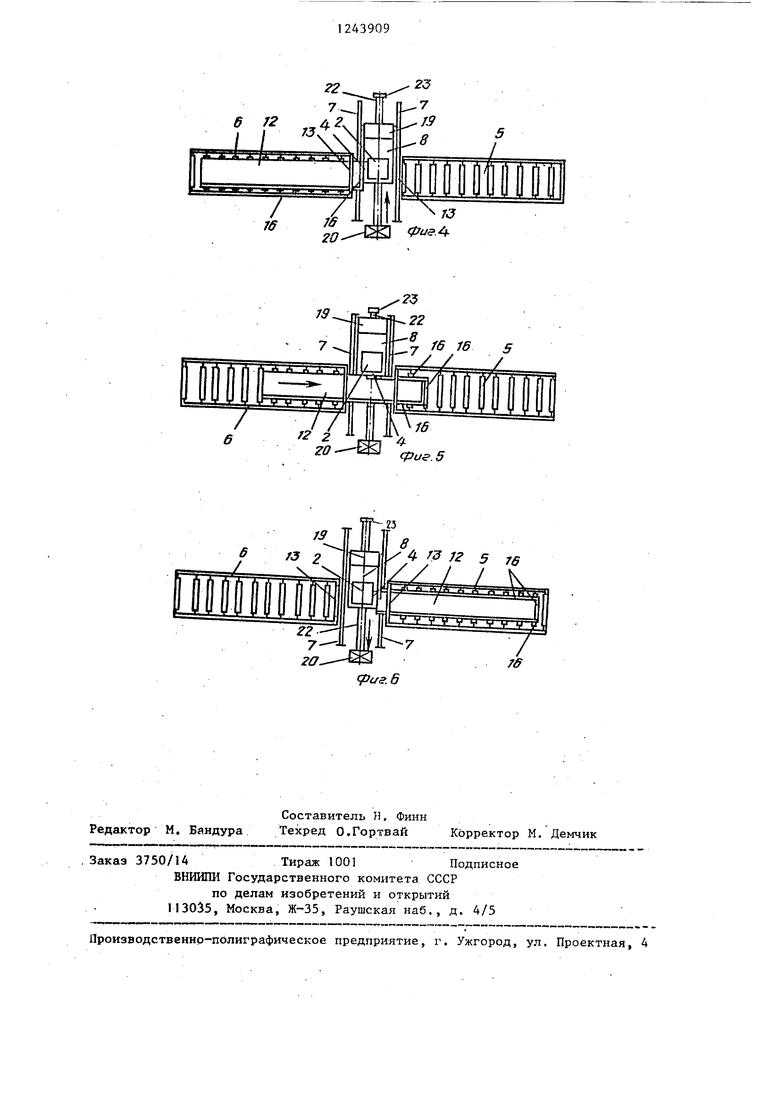
40 ногабаритную деталь 12 из листового проката в горизонтальную плоскость на рольганг 5. Включением привода 15 заставляют вращаться ре;кущий дисковый инструмент 4, а перемещая уложен45 иую деталь 12 по рольгангу- 5,, опор- .пому ролику 3 и рольгангу в направлении стрелрси, показанной на фиг. 3, снимают фаску 16 на детали 12 t ее левой боковой кромки по ходу нере-.
50 мещения дисковым инструментом 4 при неподвижном положении .станка 2, платформы 9 и каретки 8. Лнологично снимают, фаску 16 па детали 12 с ее нра- вой боковой кромки,
55 Затем., выключив силовые цилиндры 18 рольганга б, прила1мными механизмами 17 опускают его ролик 13, плотно приж1- мая деталь 12 к указанному
рольгангу 6. Включением привода 19 разворачивают поворотную платформу 9 со станком 2 и дисковым инструментом 4 на 90 в сторону задней торцовой кромки детали 12, После выключения привода ,f9 и включения, привода 20 перемещают каретку 8 с платформой 9, и станком 2 в направлении
стрелки, показанной на фиг. 4, одновременно снимая фаску 16 на неподвижной детали 12 с ее задней торцовой кромки.
Анологично снимают фаску 16 на детали 12 с ее передней торцовой кромки.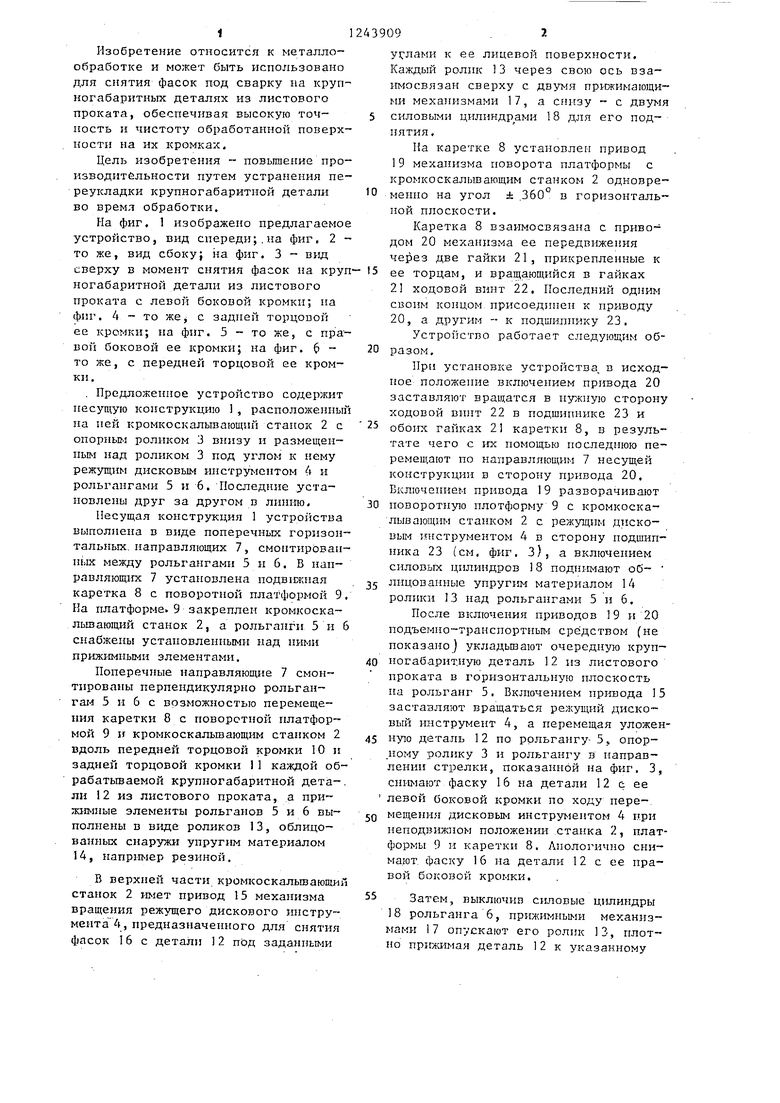
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| Станок для очистки листового проката | 1976 |
|
SU620294A1 |
| Станок ручной для снятия фаски | 2020 |
|
RU2735848C1 |
| Станок для форматной обрезки изделий | 1976 |
|
SU586986A1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Камнерезный станок | 1982 |
|
SU1201160A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |

2f 22
15
13 12 Б
(риг-2
гЖ
UqSI
/ дзиг.5 8 20
//
г2.
73 V
2J 7 / 8
mm
rj
фие.
X 4 / /г 5 75
7ff
Редактор М. Бандура
Составитель И. Финн
Техред О.Гортвай Корректор М, Демчик
Заказ 3750/14Тираж 1001Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий , Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(риг.6
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Швеция, J977, рис | |||
| I. | |||
