Изобретение касается очистки изделий, например проката и может быть исиользовано для очистки металлических поверхностей от окалины и ржавчины.
Известны станки для очистки листового спроката, включающие режущие органы, выполненные в виде, маятниковых приводных .головок с инструментом, например иглофрезами, установленными в ряд вдоль оси проката на каретке, имеющей возможность возвратно-поступательного, поперечного к оси проката перемещения 1.
Недостатком известных станков является зависимость их габаритов от размеров очищаемой поверхности. Очистка металлических поверхностей обеспечивается за счет перемещения каретки с режущим оргаиом вдоль обрабатываемой поверхности, что ограничивает применение подобных станков при очистке длинномерных изделий.
Целью изобретения является обеспечение качественной сплощпой очистки и повыщение производительиости путем исключения повторных проходов инструмента и инерциопных пробегов при щаговой подаче листа. Это достигается тем, что на станине станка со стороны входа и выхода листа установлены командоаппараты продольной подачи л11С1а, выполненные в виде контактпрую1це1() с листом диска, длина развертки которого 1)авна расстоянию между крайними кромка,П1 первой и пос.педней в ряду иглофрезы, жестко соединенного е профильным ку;1ачком, длина активной образующей которого соответствует щагу между иглофрезами в ряду, а командоащшрат соединен связью управления с захватом-тормозом листа, выполненным в виде роликовых клещей, установленных поворотно на станине и снабженных ограничиюлями угла поворота, соответствуюилего пщрипе иг/ю(|)резы.
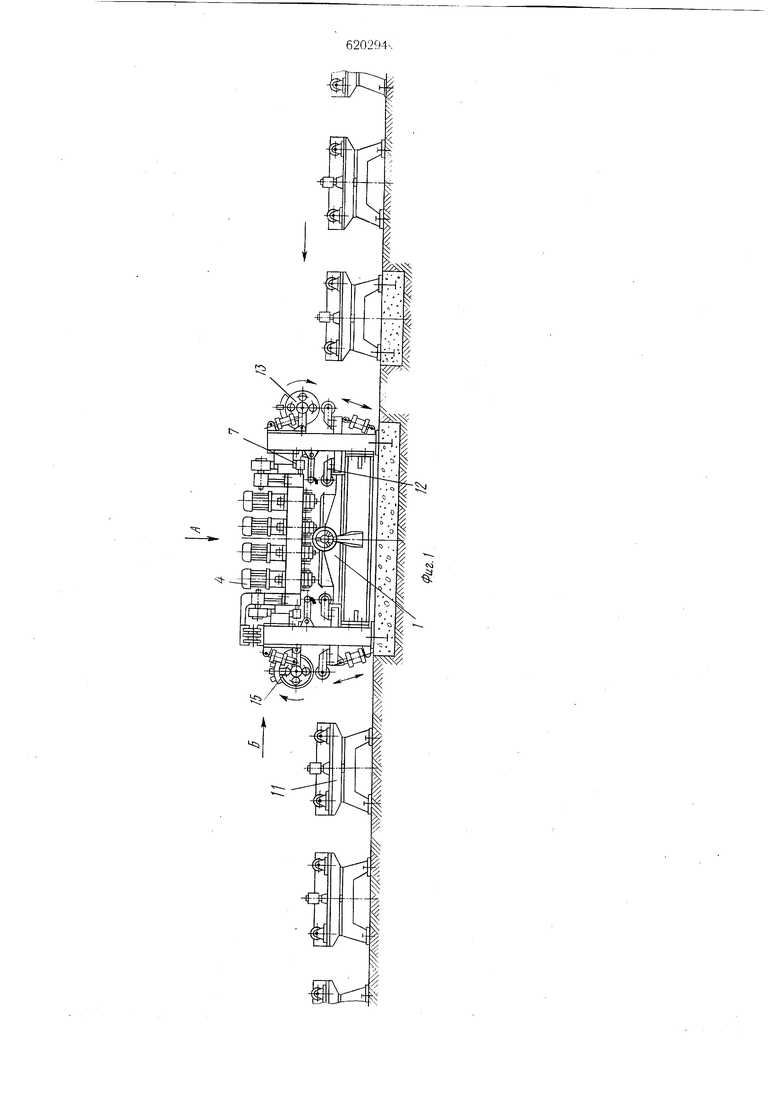
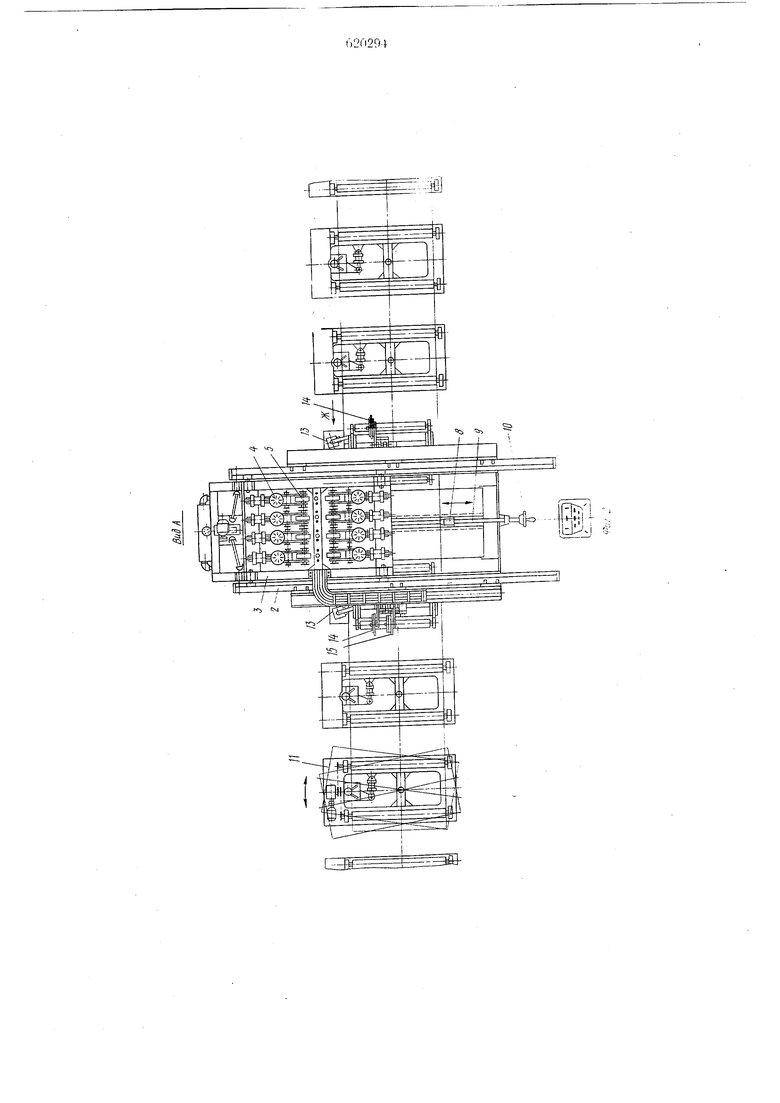
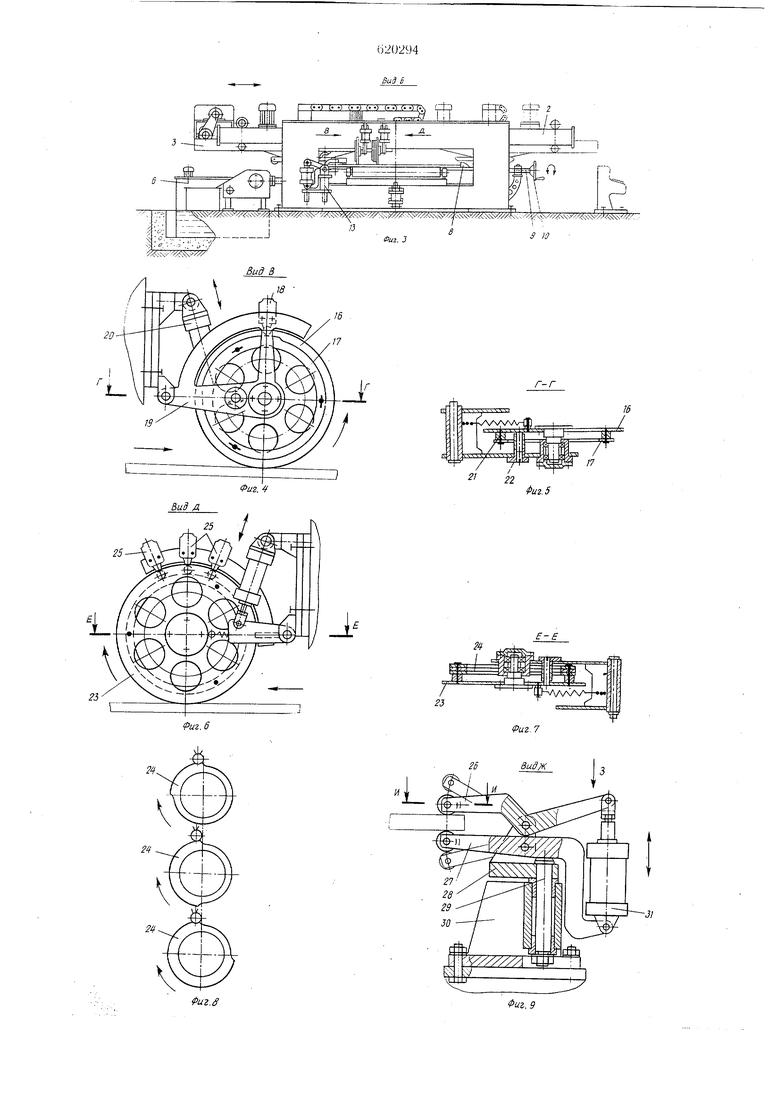
На фиг. 1 изображен предлагаемый станок е рольгангами, общий вид: на фиг. 2 дай вид по стрелке А на фиг. 1: на фиг. 3 - вид по стрелке Б па ф)иг. 1; на фиг. 4 -вид ио стрелке В на фиг. 3; на фиг. 5 -- разрез Г-- Г на фи)-. 4; на (|)иг. 6 - вид по
стрелке Д на фиг, 3; на фиг. 7 - разрез
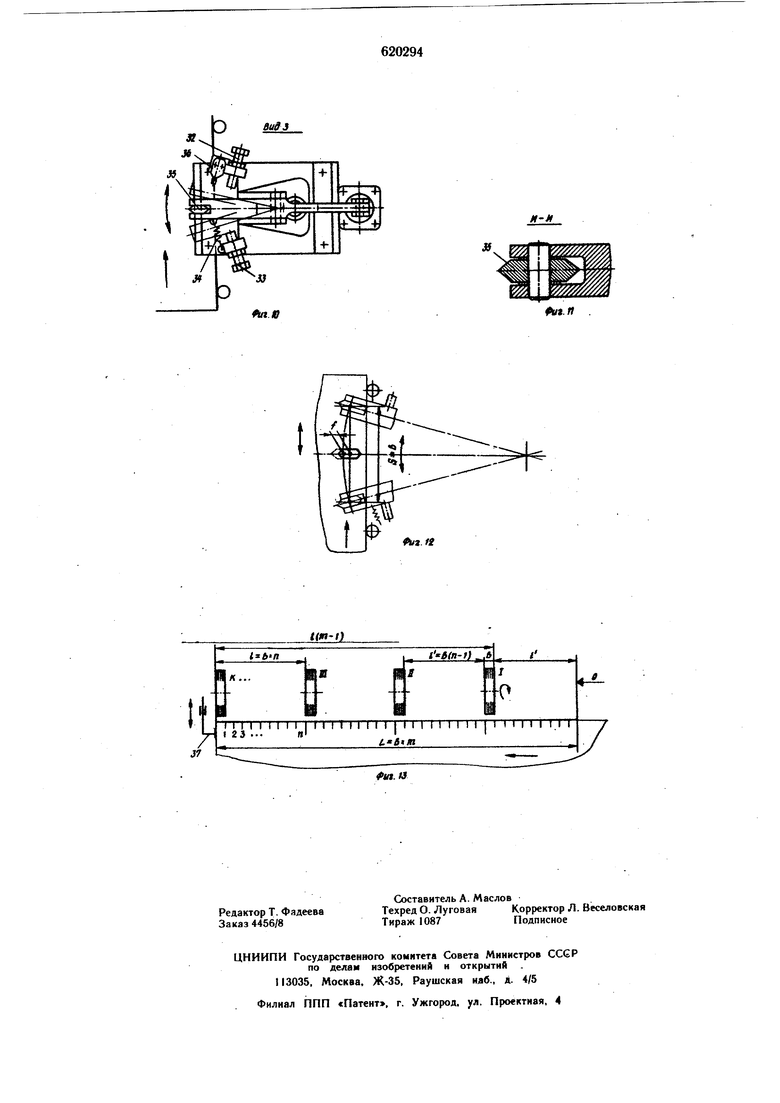
Е--Е па фпг. 6; па фиг. 8 - с.хема расположения кулачков., комаидоаппарата; на фиг. 9 - вид по стрелке Ж на фпг. 2; на фиг. 10 -- вид по стрелке 3 lia фпг. 9; на фиг. 11 --- разрез И - И на фп|-. 9; на фпг. 12схема поворота рычагов захвата-тор,моза; на фиг. 13 - схема одного цикла подачи листа. На станине i с возможностью возвратно-поступательного перемещения по направляющим 2 установлена каретка 3, на которой размещены два блока очистных головок 4 с режущим рабочим органом (игло,фрезами) 5. Для охлаждения иглофрез 5 в процессе работы станок снабжен системой охлаждения 6. По краям станины смонтированы протиры 7, служащие для предотвращения вытекания охлаждающей эмульа«и из зоны очистки н для удаления шлака. Для фиксации листа в зоие сйистки иа станине I устаиовлен прижим 8, регулируемый ВИНТОВОЙ тягой 9 посредством маховика 10. Подача листа в зону очистки осущ«ctмяeтcя секционными рольгангами i I м подъемными ролйкоопсрами 12, смонтированными по краям станка. Иа станине установлены также захватторы&з 13, даа командоаппарата 14, служащих для управления шаговой подачей Л41ста в комялексе с захватом-тормозом 13, н комаидоалнарат 15 для управлеиия приводом поджима очистных головок 4. Команяваапа/рат И выполнен в виде диска 16, иа KOTOfx M закреплен ирофнльиый кулачок 17, находящийся в контакте с конечным выключателем 1в. Диск 6 установлен с возмож иостыо вращения в качающемся кронштейне 19 и прижимается к поверхности листа при помощи пневмоцилиндра 20. Начальное 1Юложен1/№ Диска 16 фиксируется пружиной 21 и фиксатором 22. Развернутая длина диска 16 соответствует длине L ixm, а длина | офиля активной зоны кулачка 17 - расстоянию I Ьхп, где t - расстояние между двумя соседними иглофрезамл блока, га - количество иглофрез в одном ряду (блока), b - ширина рабочей части иглофрезы, п - коатнчество шагов длиной «в иа расстоянии между двумя соседними иглофрезами ряда (блока). Комаядоаппарат 15 выполнен в виде диска 23 с кулачками 24 (число кулачков равно количеству промежутков между иглофреза мн в одном ряду). Каждый кулачок 24 коиандоайпарата 15 находится в контакте с конечным выключателем 25, введенным в цепь управления приводов поджима соответствеиио второго, третьего и к-го рядов двух противостоящих нглофрез 5 очистных блоков каретки 3. Профиль активной зоны каждого из кулачков 24 соответствует расстоянию . между первым и вторым,- первым и третьим, первым и к-ым рядами иглофрез. Захват-тормоз 13 выполнен в виде роликового клещевого захвата с рычагами 26 и 27, смонтированными на поворотном кронщтейне 28 с вертикальной осью 29, вращающейся в корпусе 30. Захват-тормоз 13 приводится от пневмоцилиндра 31. Ни корпусе 30 установлены регулируемые упоры 32 и 33, служащие ограничителями поворота рычагов 26 и 27, возврат которых в исходное Положение осуществляется при помощи пружины 34. Ролики 35 смонтированы на рычагах 26 и 27 и служат для предотвращения заклинивания вертикальной оси 29 в процессе поворота захвата-тормоза 13 при контакте с очищаемым изделием .при движении последнего (см. фиг. 1, участок f). На корпусе 30 устаиовлен конечный выключатель 36, обеспечивающий останов секционных рольгангов 11. Станок работает следующим образом. По рольгангам 11 очищаемый лист подается справа налево до выдвижного упора 37 и фиксируется при помощи прижима 8. К очищаемой поверхности прижимается правый комаидоаппарат 14, который в комплексе с захватом-тормозом 13 осуществляет, управление шаговой подачей листа в процессе очистки. Второй командоаппарат 14, а также комаидоаппарат 15 прижимаются к поверхности листа после очередного цикла подачи, когда изделие (лист) оказывается в их зоие действия. Подача листа состоит из периодически повторяющихся циклов длиной L txm (см. фиг. 13). Каждый цикл включает в себя п коротких шагов, равных щирине рабочей части в инструменте, и одного длинного щага, равного L 1(т-1) + b (см. фиг. 13). Длина развертки диска кокомандоаппарата 14 соответствует величине одного цикла подачи, а длина активиой зоны кулачка соответствует расстоянию между двумя соседними иглофрезами. Подача листа осуществляется после каждого рабочего хода каретки 3. Точность подачи обеспечивается при помощи захвататормоза 13, который перемещается вместе с листом на величину короткого шага S Ь (см. фиг. 12) до упора 32 и управляет остановом рольгангов i I посредством конечного выключателя 36. После останова рольгангов лист фиксируется прижимом 8. Каретка 3 совершает очередной рабочий ход, а захват-тормоз 13 освобождает лист и при помощи пружины 34 возвращается в исходное положение и вновь захватывает лист. Это обеспечивает высокую точность подачи, независимо от времени торможения приводов рольгангов и инерционных пробегов листа в момент останова, что исключает возможность повторных проходов или пропусков в процессе очистки. После подачи листа на (п-1) коротких шагов командоаппарат 14 отключает захват-тормоз 13 и лист подается на длинный шаг (см. фиг. 13). Останов листа при этом осуществляется также захватом-тормозом 13, который иа расстоянии одного короткого шага до останова листа вновь включается, захватывает лист и перемещается вместе с ним до упора 32. Цикл подачи закончен. Последующие циклы повторяются до тех пор, пока задний торец листа на окажется на расстоянии а(п-1) (см. фиг. 13) от первого ряда очистного инструмента. в связи с тем, что обрабатывяемыс .чисты могут иметь различную длину, искратную длине одного цнк.ма подачи, и могут выйтн из зоны действия прижима 8, заднпй торец листа может занять любое положение относительно рабочей кромки инструмента, что может в процессе очистки привести к поломке последнего. Поэтому ;п-1ст необходимо останавливать так, чтобы его задний торец был на расстоянии I Ь(п-1) коротких подач цикла (см. qbnr. 13, точка О). После останова листа цикл подачи прерывается. Командоаппарат. 14 вы.ходит из контакта с листом и при помощи пружины 21 и фиксатора 22 принимает начальное положение для подачи листа на короткий шаг и снова прижимается к листу (см, фиг. 5). Одновременно с этим включается комапдоаппарат 15 для управления приводом иоджима иглофрезерных головок к очищаемой поверхности. ., Следует п коротких подач до завершения очистки листа, при этом первый ряд иглофрез работает на протяжении всего цикла коротких подач, а с()резы второго, третьего и к-го рядов 6.ТОКОВ вступают в работу в зависимости от комаид111. получаемой посредством кулачков 24 и конечных В1)11 лючателей 25 командоаппарата 15. Последний, находясь в контакте с .чистом, фпкспрует путь, пройденный им относптельпо рабочей части очистных головок инструмента до ирерьшания подачи, обеспечнвая сплошную очпстку ,:|иста п исключая чем самым новторпые проходы очистиых головок инструмента на заключительном этапе счистки листа. Формула изобретения Станок для очистки листового прокача, 15ключаюпи1й режупше ор1аны, вьию.чпснные в виде маятп1чковых приводных го.човок с инструментом, например Н1лофрезами, установлепнымп в ряд вдоль оси проката на каретке, имеющей возможность возвратно юстунательного, поперечного к оеи проката перемешепия, отличающийся тем, что, с целью обеспечения качественной сплоц ной очистки и повышения производительности пчтем исключепия повторных проходов пнструмепта и иперцпонных пробегов при шаговой нодаче листа, на eio станине со стороны входа и выхода листа установлены комаидоаннараты нродольной подачп листа, вын.олненнь е в внде контактирующего с .чистом диска, длина развертки которого равна расстоянию между кpaйии нl перюй п последней в ряду пглоц.резы, жестко (го с профильным ку.чачком, д.чина активной образующей которого соответствует шагу между lli.чoфpeзa п в ряду, а комапдоанпарат соединен связью управления с захватом-тормозом листа, выполнеппым в виде ролпковых клешей, устаповлепных поворотно на станпне и снабженных ограннчителямн поворота, соответствующего Hiiipin-ie пгло({)резы. Псточнпкн информации,принятые во внимание нрп экснертизе: 1. .Лвчорское свидете,чьство СС,С.Р Л 158815, кл. В 24 В 7/12, 1961.
Вид Д
25
Риг.6
620294
-Е
Фиг. 7
«1
йиаз
игО
м-м
Риг.П
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Станок для очистки тонколистового материала | 1977 |
|
SU737030A1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПАКЕТОВ ЦИЛИНДРИЧЕСКИХ ПРЕДМЕТОВВ ПТ 5^т^ sif^nEPTOi~f -t • ',-.,» 13 : r.j. *, {^^ г С fe; uf | 1972 |
|
SU432048A1 |
| Автомат для отмеривания и резки проводов | 1979 |
|
SU860923A1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| Способ изготовления бесконечной шлифовальной ленты и устройство для его осуществления | 1984 |
|
SU1238955A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| Устройство для очистки длинномерных цилиндрических изделий | 1988 |
|
SU1734888A1 |
| Устройство для гибки планшет | 1983 |
|
SU1147470A1 |
I М I I 1 I I I I I I I II lllllM)IIMll|IIM1IIIT 1.ЛчП
Фиггг
(n-t) .L /
