i
Изобретение относится к машиностроению, а именно к механообрабаты-- вающему производству, и может быть использовано для отделки и упрочнения наружных поверхностей деталей, имеющих форму тел вращения,
Цель изобретения - уменьшение радиальных габаритов.
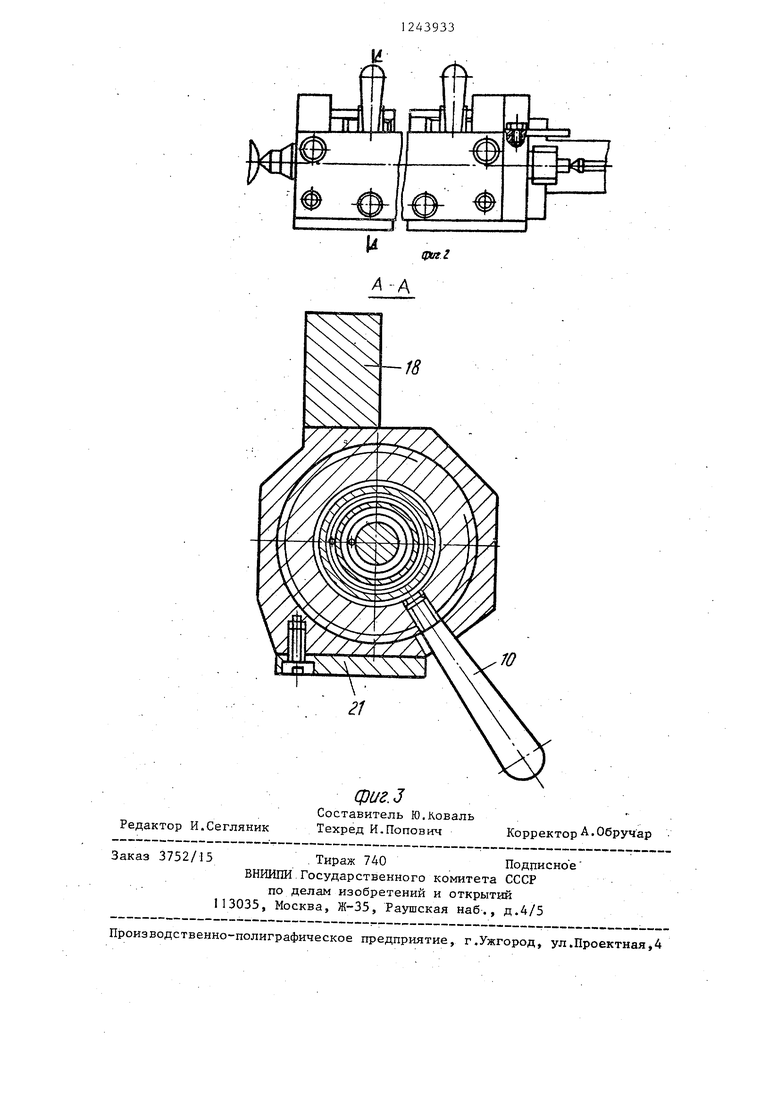
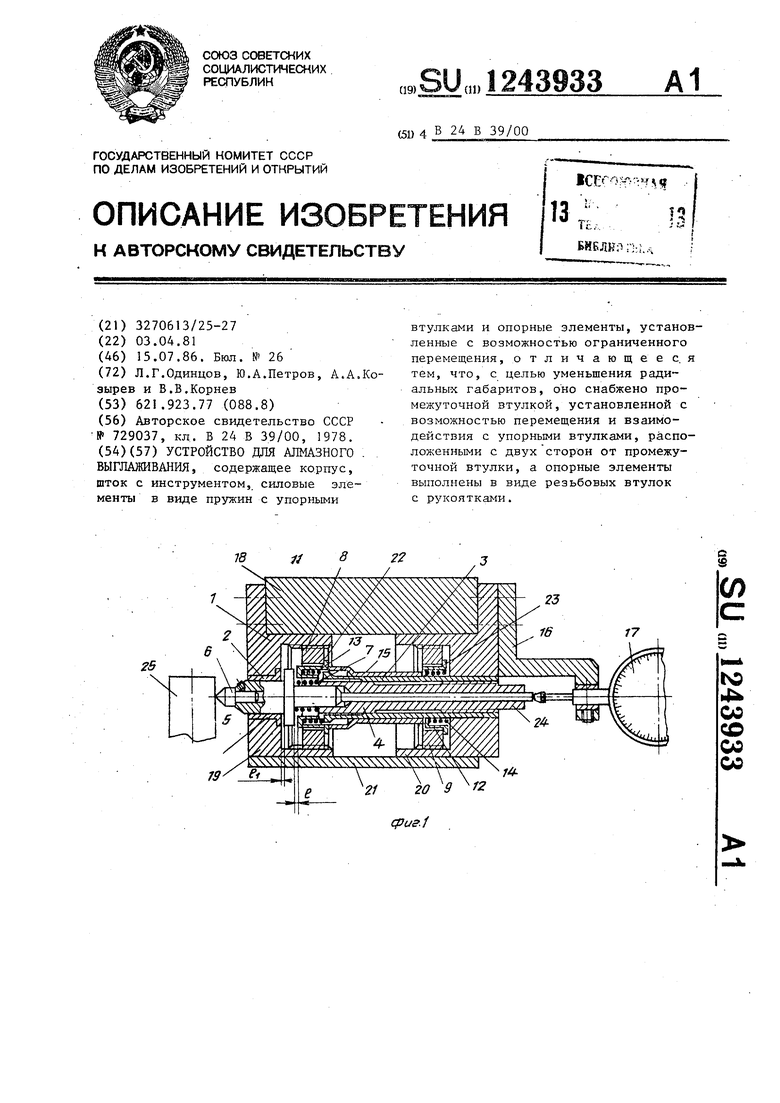
На фиг. представлено устройство, продольный разрез; на фиг. 2 - то же, общий вид; на фиг. 3 - разрез А-А на фиг,2.
Устройство состоит из корпуса,, в котором через промежуточные втулки
состояьши устройство закрепляется в резцедержателе токарного станка, а обр 1батываемая деталь - в центре станкг1. Затем устройство подводитс г до сог рикосновения инструмента с обрабатываемой деталью и дается на тяг величиной около 0.,5 мм, контр лируе1 ый по индикатору 17, за счет этого образуется зазор между вт IQ кой 2 и штоком 5, равный величине натяга, т.е. tt - 0,5 мм, а зазор на эту вешичину уменьшится и будет равным 1,0 мм. В таком положен пр.ужина 7 вступает в работу и на и
2,3 и4установлен подвижный шток 5с инст15 « -трументе 6 создается сила 5 кгс.
После этого на станке включают вра ние детали и подачу инструмента. Производится обработка поверхности с силой 5 кгс. Затем поворотом рук ятки 10 на угол оС 60-70 повора
рументом б,поджимаемыйпружиной 7. .
В корпусе установлены такясе резьт бовые опорнгзШ втулки 8 и 9 с рукоятками 10, упорные втулки Пи 12 с пружинами 13 и К; и подвижная втулка 15. Для контроля величины натяга на кронштейне 16 закреплен индикатор 17, ножка которого контактирует с торцовой поверхностью штока 5. С корпусом 1 жестко соединен держатель , с помощью которого устройство закрепляется в резцедержателе станка С целью обеспечения нормальной сборк устройства корпус 1 выполнен из двух половин 19 и 20, которые соединены между собой с помощью держателя 18 и планки 21. Упорные втулки II и 2 имеют фланцы 22- и 23, через которые они контактируют с опорными резьбовыми втулками 8 и 9. Втулка 3 закреплена в корпусе 20(половина)) неподвижно, а втулка 4 имеет возмол ность перемещаться по резьбе во втулке 3. Для этого хвостовик 24 втулки выполнен под ключ; вращая втулку 4, можно регулировать силу сжатия основной пружины 7. Пружины 13 и 14 подбираются таким .образом, что в сжатом состоянии по длине внутренних полостей втулок 11 и 12 они будут создавать заданную силу выглаживания.
Устройство работает следуинцим образом.
Пружины 7,13 и 14 устанавливаются на заданные силы выглаживания, например каждая по 5 кгс, при этом опорные втулки 8 и 9 находятся в |положении, показанном на фиг.1. Между втулкой 11 и штоком 5 имеется зазор ., превышающий в 1,5-2,0 раза величину натя га, создаваемого при выглаживании между обрабатываемой деталью 25 и инструментом 6,. т.е. зазор t 1,5 мм. В таком
243933. 2
состояьши устройство закрепляется в резцедержателе токарного станка, а обр 1батываемая деталь - в центре станкг1. Затем устройство подводится г до сог рикосновения инструмента с обрабатываемой деталью и дается натяг величиной около 0.,5 мм, контро- лируе1 ый по индикатору 17, за счет этого образуется зазор между втул- IQ кой 2 и штоком 5, равный величине натяга, т.е. tt - 0,5 мм, а зазор L- на эту вешичину уменьшится и будет равным 1,0 мм. В таком положении пр.ужина 7 вступает в работу и на ин« -трументе 6 создается сила 5 кгс.
После этого на станке включают вращение детали и подачу инструмента. Производится обработка поверхности с силой 5 кгс. Затем поворотом рукоятки 10 на угол оС 60-70 поворачи
вают втулку о в корпусе, при этом она перемещается влево по оси на величину, превышающую зазор t. Фланец 22 втулки 11 уже не упирается в опорную втулку 8 и пружина 13 через втулку i1 воздействует на шток 5 с до- полнительной силой 5 кгс. Общая сила выглаживания становится равной 10 кгс.Производят обработку определенного участка поверхности с силой 10 кгс. Затем аналогичным образом поворачивают рукояткой 10 втул ку 9j которая перемещается по оси влево (по чертежу) и освобождает (размыкает) пружину 14, Пружина 14
через втулку 12, подвижную втулку 15 и втулку 11 воздействует на шток 5 сдополнительной силой5кгс,обеспечивая общуюсилу наинструмент 15кгс.
Сброс сил производится аналогичный образом в обратном порядке.
Примером использования устройства является выглаживание поверхности валика водяного насоса двигателя BKyTpeiiHero сгорания. Материал валика - ст,аль 40Х, выглаживанию подвергается шейка валика 35 мм по хромовому покрытию, шейка 0 40 мм после ,алки ТВЧ и участок поверхности 28 мм в исходном состоянии.
Оптимальные силы выглаживания на этих поверхностях соответственно равны 15 кгс, 20 кг и 10 кгс. Выглаживание этих поверхностей производят с одного установа за один проход.
При выглаживании валика поворотом рукояток е5ыстро, практически мгновенно переходят с одной сипы Jзыглaживaния на другую.
фаг г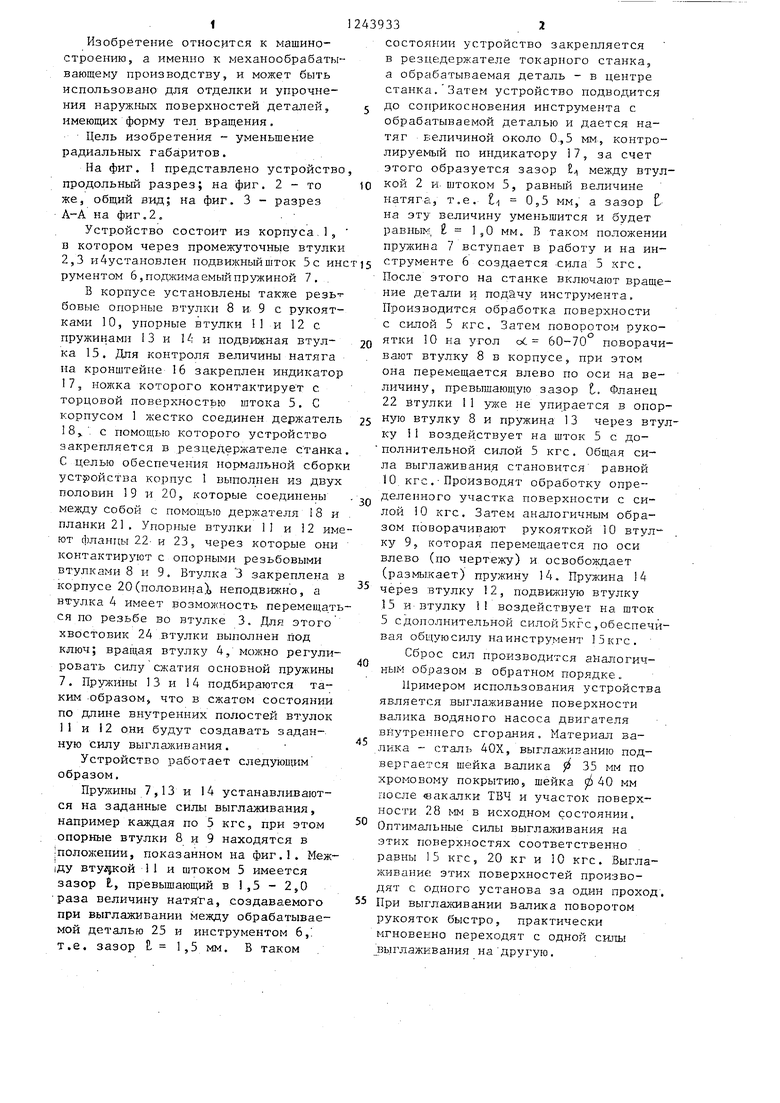
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного выглаживания | 1978 |
|
SU729037A1 |
| Способ алмазного выглаживания | 1983 |
|
SU1155430A1 |
| Устройство для алмазного выглаживания поверхностей | 1989 |
|
SU1685694A1 |
| Устройство для выглаживания | 1978 |
|
SU804403A1 |
| Устройство для алмазного выглаживания | 1979 |
|
SU921741A1 |
| Оправка для алмазного выглаживания деталей | 1980 |
|
SU942965A2 |
| Устройство для алмазного выглаживания | 1977 |
|
SU625911A1 |
| Оправка для алмазного выглаживания | 1985 |
|
SU1281386A1 |
| Устройство для алмазного выгла-жиВАНия | 1979 |
|
SU806383A2 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
Редактор И.Сегляник
фиг.
Составитель Ю,Коваль Техред И.Попович
Заказ 3752/15
. Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектнаяj4
Корректор А. Обручар
| Устройство для алмазного выглаживания | 1978 |
|
SU729037A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
