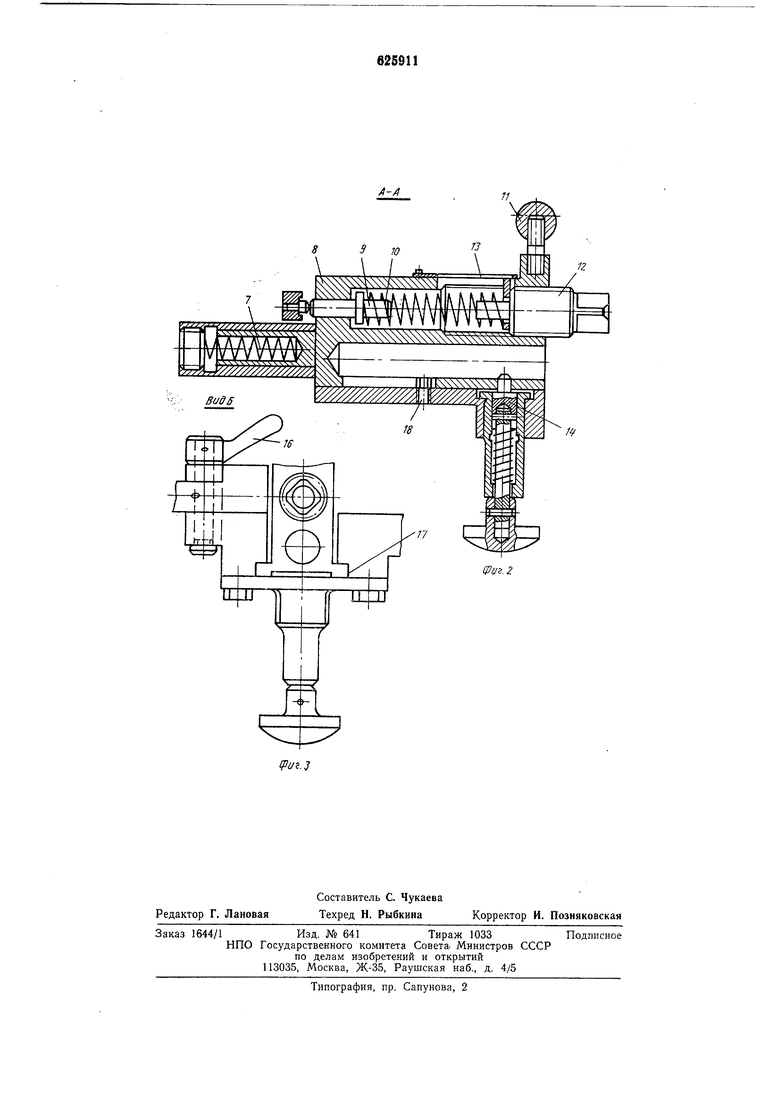
не корпуса 1. Повороту против часовой стрелки препятствует пружинный фиксатор 15 благодаря косому срезу, выполненному на торцовой выступающей поверхности фиксатора.
Пружина 7, установленная в корпусе 1, вместе со стаканом-толкателем постоянно поджимает ползун 8 к пружинному фиксатору 14.
При отводе фиксатора 14 из отверстия в ползуне под действием пружины 7 ползун перемещается в крайнее полол ение, ограниченное штифтом 18. В этом положении трехплечий рычаг монсет быть повернут из одной позиции в другую. После смены позиций ползун рукояткой 11 возвращается в исходное положение, при котором фиксатор 14 под действием своей пружины входит в отверстие ползуна и замыкает его. В таком положении либо упор 5, либо упор 6 находится в соприкосновении со щтоком 10.
Обработку цилиндрической 19 и торцовой 20 поверхиостей детали данным устройством производят следующим образом.
Деталь устанавливают, например, в трехкулачковый патрон токарного станка. При обработке цилиндрической поверхности 19 трехплечий рычаг 3 находится в положении, показанном на фиг. 1. Силовая пружина 9 поджата винтом 12 до усилия, соответствующего заданной силе выглаживания. После касания выглаживающим инструментом обрабатываемой поверхности на инструмент создают натяг величиной 0,3-0,5 мм, за счет которого упор 6 воздействует на шток 10 и дополнительно сжимает пружину 9. После чего заданное усилие предварительио поджатой пружины передается выглаживающему инструменту. Поскольку длины всех трех плеч рычага от оси до уноров и от оси до инструмента одинаковы, то при передаче усилия от пружины к инструменту величина его остается неизменной. В таком положении детали придают вращение и производят выглаживанне цилиндрической поверхности отверстия.
Затем инструмент выводят из отверстия обрабатываемой детали, выводят фиксатор 14 из отверстия ползуна, при этом ползун под действием пружины 7 мгновенно перемещается в крайнее положение; далее рукояткой 16 поворачивают рычаг 3 на 90° и возвращают ползун в исходное положение. Все эти действия выполняют за 1- 2с. В новом положении плечо с инструментом заняло место упора 5, а упор 5 начал воздействовать на шток 10. В данной позиции выглаживают торцовую поверхность детали. Затем аналогичным образом трехплечий рычаг поворачивают в исходное состояние, готовое для выглаживания следующей детали.
Формула изобретения
1.Устройство для алмазного выглаживания, содержащее корнус, рычаг, несущий алмазный инструмент, упор, силовой элет мент, расположенный в ползуне, отличающееся тем, что, с целью возможности обработки цилиндрических и торцовых поверхностей с одного установа, рычаг выполнен трехплечим, на его свободном конце установлен введенный в устройство упор, предназначенный для контакта с силовым элементом, при этом ползун упруго установлен с возможностью перемещения в пазах корпуса, а рычаг - с возможностью новорота.
2.Устройство по п. 1, отличающееся тем, что, с целью предотвращения поворота рычага против часовой стрелки, оно снабжено пружннным фиксатором, на торцовой поверхности которого выполиен косой срез.
Источники информации, принятые во внимание при экспертизе 1. Коновалов Е. Г. и др. Числовая и упрочняющая ротационная обработка поверхностей. Минск, 1968, с. 150.
X
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для алмазного выгла-жиВАНия | 1979 |
|
SU806383A2 |
| Станок для чистовой обработки кулачковых валов | 1977 |
|
SU701778A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ ОТВЕРСТИЙ | 2014 |
|
RU2570137C2 |
| Оправка для алмазного выглаживания деталей | 1980 |
|
SU942965A2 |
| Устройство для алмазного выглаживания поверхностей деталей | 1980 |
|
SU933411A1 |
| Устройство для алмазного выглаживания шеек коленчатых валов | 1979 |
|
SU859130A1 |
| Оправка для алмазного выглаживания | 1990 |
|
SU1706849A2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2008 |
|
RU2348502C1 |
| Устройство для алмазного выглаживания | 1978 |
|
SU729037A1 |
| Способ алмазного выглаживания | 1983 |
|
SU1155430A1 |