1
Изобретение относится к литейному производству, а именно к определению литейных свойств сплавов, в частности к определению горячелом- кости, и может быть использовано при разработке новых сплавов.
Цель изобретения - повьшение точности определения горячеломкости ли- тейных сплавов путем увеличения чувствительности образца к образованию трещин.
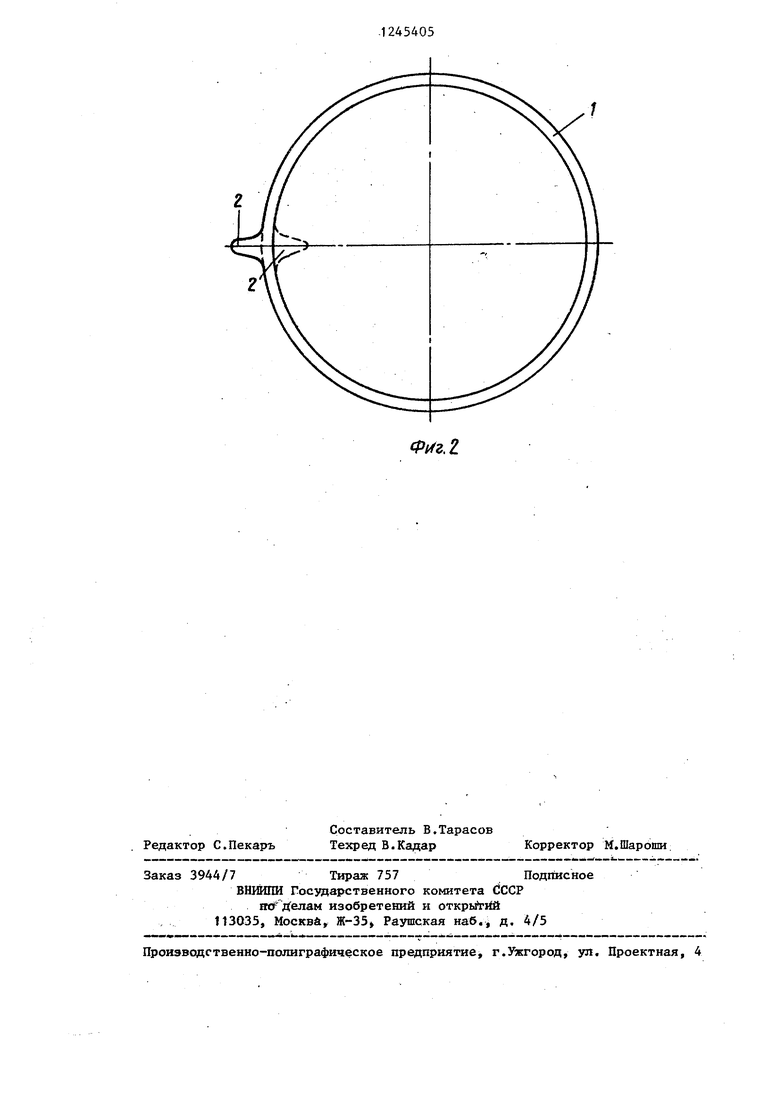
На фиг.1 и 2 изображена конструкция образца.
Образец содержит полый цилиндр 1 и ребро 2, выполненное по длине боко вой поверхности цилиндра 1 вдоль его образующей на внутренней или внешней поверхности.
Ребро на боковой поверхности образца изменяет процесс кристаллиза- 1ЩИ металла. ,В месте сопряжения ребра С цилиндром образуется тепловой узел (концентратор напряжения), что облегчает образование горячих трещин. От растягивающих напряжений, возникающих в цилиндрической части при затвердевании, по тепловому узлу происходит образование горячей трещины. При увеличении количества ребер происходит рассредоточение деформации по тепловым узлам и чувствительность пробы к появлению трещин понижается.
Поскольку внутри цилиндрической отливки теплоотвод происходит медленнее, чем с наружной поверхности, то образец с , вьтолненным на внутренней поверхности, будет более чувствителен, чем. с ребром на наружной поверхности.
На образце без ребра тепловой узел отсутствует и растягивающие напряжения равномерно распределяются п окружности, что объясняет низкую ее чувствительность.
Пробу изготавливают следующим об- разом.
С помощью металлической пресс-формы изготавливают модели пробы и литниковой системы из модельной массы ПСЭ. Модели пробы и литниковой системы собирают в модельный блок.
Керамическую оболочку изготавливают нанесением 10 слоев электрокорунда марки 2 ЗА (свяэуянцее этилси- ликат ЭТС-40) на модельный блок.
)0
20
25
15
245405 2
Вытопку модельного состава производят в горячей воде при 95-98 С.
Керамическую оболочку заформовы- вают в металлическую опоку с опорным 5 наполнителем (бой электрокорундовых оболочек)
Перед заливкой форму прокаливают при в течение 40.:t4 ч и заливают стЕШъю ВНЛ-1. Температура заливки стали 1600 :10 с. Остывшие отливки прюб Е1Ыбивают и литниковую систему обрезают электросваркой. Очистку поверхности проводят дробеструйной обработкой.
Увсазанным способом изготавливают пробы из стали ВНЛ-1, горячеломкость которой необходимо определить.
Наличие трещин определяют визуально и методом цветного контроля. Подготовку к цветному контролю прб- водят ацетоном. Результаты исследования приведены в таблице.
Из результатов испытания видно,4TOj проба с ребром на внутренней поверхности является более чувствительной, чем проба с ребром на наружной поверхности, которая в свою очередь чувствительней, чем кольцевая проба без ребер.
Испытание пробы показало ее эффективность. Использование кольцевой пробы с ребром позволяет оценить горячеломкость жаропрочных сталей и может быть использовано при разработке новых сплавов.
30
35
Редактор С.Пекарь
Составитель В.Тарасов Техред В.Кадар
Заказ 3944/7 Тираж 757Подписное
ВНШПИ Государственного комитета dCCP
mf jiensM изобретений и открьА-йй t13035, Москва, Ж-33 Раушская наб., д. 4/5
-Р-ij jMMBinrijM 11 -j J --- II j. I и Tl I - I л IIT «111 mn -- rjjit -|M i n i r i - - т -r Li -|- --j - -nI |-I -iTiMi -m 1ГИ r -Д i j г in
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
.2.
Корректор М.Шароши;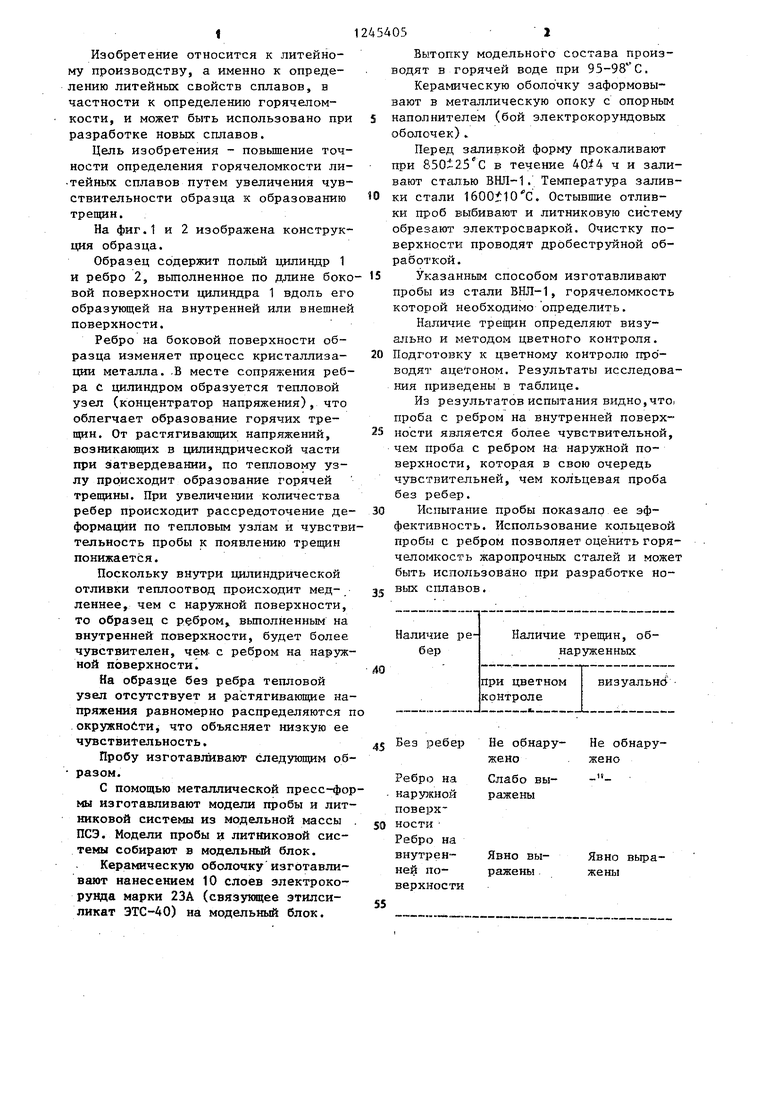
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая проба для определения горячеломкости литейных сплавов и стали | 1991 |
|
SU1811964A1 |
| Литейная форма для изготовления образца | 1986 |
|
SU1405942A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Безопочная литейная форма | 1987 |
|
SU1560363A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Проба для определения склонности сырых литейных форм к образованию пригара на отливках | 1987 |
|
SU1572739A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |

| Прохоров Н.Н | |||
| - Литейное производство, 1962, №4, с.24 | |||
| Новиков И.И | |||
| Горячеломкость цветных металлов и сплавов | |||
| М.: Наука, 1966, с.204. |
