Изобретение относится к литейному производству, в частности к литью в разовью песчано-глинистые формы.
Цель изобретения - определение влияния гидроудара на образование пригара и повышение качества поверхности отливок.
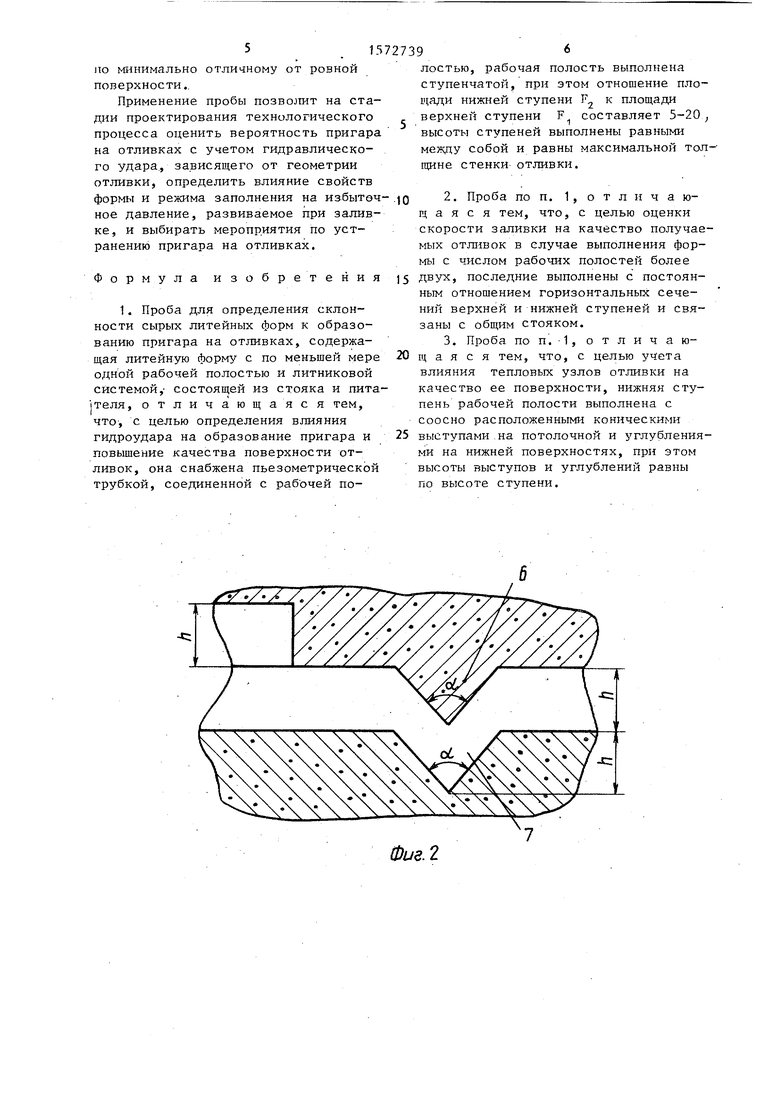
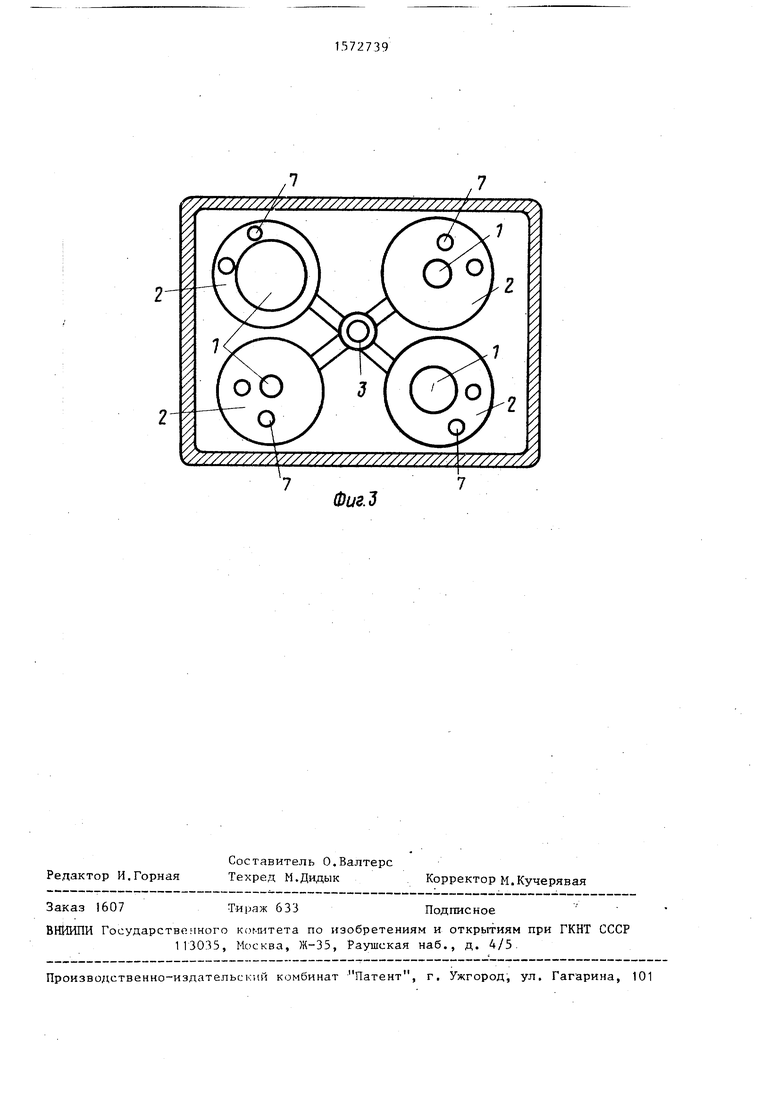
На фиг. 1 изображена предлагаемая проба, разрез; на фиг, 2 - конфигурации и размерные соотношения, фюфиля для учета влияния типовых узлов отливки; на фиг. 3 - схема заливки пробы в случае выполнения в форме нескольких рабочих полостей.
Проба состоит из литейной формы с полостью для заливки, состоящей из верхней 1 и нижней 2 ступеней с площадями горизонтальных сечений F7 и F соответственно, имеющих высоты, равные h, литниковой системы, состоящей из стояка 3 и питателя 4, и устройства 5 для измерения давления расплава. Проба для проведения испытаний с учетом влияния тепловых узлов отливки выполнена с коническими выступами 6 и углублениями 7 на нижней ступени, угол при вершине которых лежит в пределах 1-179°.
Испытания проводят следующим образом. Литейные формы изготавливаются по параметрам предполагаемого технологического процессе, т.е. достигаются требуемые показатели по прочности, твердости и плотности смеси. При этом соотношение у них различно. Форма заливается металлом. Соотношение ., , при котором появляется пригар, служит критерием
45
Склонности литейных форм к образованию полость формы сверху. При соотношении , менее пяти давление гидроудара начинает падать, а пригар стабилизируется, так как бобышки начинают оказывать заметное влияние на тепловой режим отливки. При соотношении F1/F1 более 20 происходит уменьшение давления гидроудара, т.е. бобышка перестает оказывать заметное влияние на режим заполнения отливки. Высоты конусов выбираются из условия, что глубина прогрева формы до температур, при которых становится возможным проникновение расплава в поры, не может быть больше или равна толщине стенки отлива. Углы при вершине конусов выбираются: минимальный по минимально теоретически возможному (с учетом формовочного уклона), максимальный
пригара на отливках. Сравнение противопригарных свойств различных смесей проводится по качеству поверхности отливок, полученных в формах из этих смесей, причем рабочие полости этих форм должны иметь одинаковое соотношение Противопригарные свойства форм оцениваются по отношению к действительному давлению расплава, развиваемому при за- CQ пивке и регистрируемому устройством 5. Влияние тепловых узлов отливки на качество получаемой поверхности оценивается по поверхностям, оформляемым конусообразными выступами (сходящийся узел) и углублениями (расходящийся узел).
Конфигурация цилиндрических ступеней может быть произвольна, но из
55
условия удобства изготовления моделей (которые могут быть сборными из дисков толщиной 1-2 мм) при формовке и протяжке выбран круговой цилиндр. Существенную роль играет соотношение Р2/Г . Слишком большой объем бобышки может привести к изменению тепловых условий в отливке, бобышка малого диа- метра (площади) может не оказать
заливки, поэтому этот параметр выбирается экспериментально. Уплотнение производится вручную до твердости по ладу форм 80-5 ед по твердомеру
5 модели 071. Формы заливаются алюминиевым сплавом АЛ-9 при 750-10°С и чугуном СЧ 20 при 1360-20°С. Пригар на алюминиевых отливках оценивается по объему пригарного вещества, обра0 зевавшегося на нижней поверхности отливки, имевшей постоянный теплрвой режим при всех заливках. Для этого отмытые в горячей воде и высушенные образцы разрезаются в радиальном
5 направлении. Изменяется глубина проникновения (толщина пригарного слоя) в 40-50 точках. Измеряется площадь поверхности пораженная пригаром. Произведение среднего значения тол0 щины слоя на его площадь дает значение объема пригарного вещества на исследуемой поверхности. Пригар на чугунных отливках оценивается визуально после очистки их в дрибеметном
5 барабане в течение 2,9 и 12 мин.
Влияние формы на величину развиваемого в ней при заливке давления определяется при помощи кварцевой пьезометрической трубки, установленной в
по минимально отличному от ровной поверхности.
Применение пробы позволит на стадии проектирования технологического процесса оценить вероятность пригара на отливках с учетом гидравлического удара, зависящего от геометрии отливки, определить влияние свойств формы и режима заполнения на избытвч ное давление, развиваемое при заливке, и выбирать мероприятия по устранению пригара на отливках.
Формула изобретения
1. Проба для определения склонности сырых литейных форм к образованию пригара на отливках, содержащая литейную форму с по меньшей мере одной рабочей полостью и литниковой системой,- состоящей из стояка и пита |теля, отличающаяся тем, что, с целью определения влияния гидроудара на образование пригара и повышение качества поверхности отливок, она снабжена пьезометрической трубкой, соединенной с рабочей поQ
5
5
лостью, рабочая полость выполнена ступенчатой, при этом отношение площади нижней ступени F2 к площади верхней ступени F составляет 5-20, высоты ступеней выполнены равными между собой и равны максимальной толщине стенки отливки.
2.Проба по п. отличающаяся тем, что, с целью оценки скорости заливки на качество получаемых отливок в случае выполнения формы с числом рабочих полостей более двух, последние выполнены с постоянным отношением горизонтальных сечений верхней и нижней ступеней и связаны с общим стояком.
3.Проба по п. 1, отличающаяся тем, что, с целью учета влияния тепловых узлов отливки на качество ее поверхности, нижняя ступень рабочей полости выполнена с соосно расположенными коническими выступами на потолочной и углублениями на нижней поверхностях, при этом высоты выступов и углублений равны
по высоте ступени.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА ПРОБЫ ДЛЯ ОПРЕДЕЛЕНИЯ ЗАПОЛНЯЕМОСТИ ТОНКОСТЕННЫХ ОТЛИВОК | 1997 |
|
RU2108888C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2393938C1 |
| Способ литья в песчано-глинистые формы в автоклаве | 1982 |
|
SU1079353A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНЫХ ПЛИТ ДЛЯ ДОМЕННЫХ ПЕЧЕЙ (ВАРИАНТЫ) | 2018 |
|
RU2699430C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2008 |
|
RU2372163C1 |
| Способ получения отливок без прибылей из чугуна с шаровидным графитом в вакуумно-пленочных формах | 1990 |
|
SU1792791A1 |
| Способ формовки | 1990 |
|
SU1740100A1 |
| Облицовочная смесь для литейных форм | 1979 |
|
SU772671A1 |
| Стопочная безопочная литейная форма | 1986 |
|
SU1360878A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
Изобретение относится к литейному производству, в частности к литью в разовые песчано-глинистые формы, и позволяет на стадии проектирования технологического процесса оценить вероятность образования пригара. Цель изобретения - определение влияния гидроудара на образование пригара и повышение качества поверхности отливок. Проба содержит песчано-глинистую форму с литниковой системой 3, 4 и полостью для заливки и соединенную с ней пьезометрическую трубку 5. Полость для заливки для повышения чувствительности пробы выполнена ступенчатой, причем отношение площади F2 горизонтального сечения нижней ступени 2 к площади F1 горизонтального сечения верхней ступени 1 лежит в интервале от 5 до 20. Критерием склонности формы к образованию пригара служит отношение F2/F1 при котором на отливке появляется пригар. Сравнение противопригарных свойств различных смесей проводится по отливкам, полученным в формах из этих смесей, имеющих одинаковое отношение F2/F1. Противопригарные свойства формы оцениваются при отношению к действительному давлению расплава, развиваемому при заливке и регистрируемому специальным устройством,при этом формы изготавливаются из смесей и по параметрам предполагаемого технологического процесса. 2 з.п. ф-лы, 3 фиг.
Фиг. 2
Фиг.3
| Валисовский И.В., Медведев Я.И | |||
| Технологические испытания формовочных материалов | |||
| - М.: Машгиз, 1963, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
| Дорошенко С.П | |||
| и др | |||
| Получение отливок без пригара в песчаные формы | |||
| - М.: Машиностроение, 1978, с | |||
| Светоэлектрический измеритель длин и площадей | 1919 |
|
SU106A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
