Изобретение относится к литейному производству, а именно к определению литейных свойств сплавов и сталей, в частности к определению горячеломкости.
Цель изобретения - повышение точности определения горячеломкости литейных сплавов и сталей путем исключения влияния прочностных характеристик керамической формы на образование горячих трещин.
На фиг. 1 показана технологическая проба, вид сверху; на фиг.2 - разрез А-А ф иг.1; на фиг.З - вид по стрелке Б фиг.1.
Технологическая проба содержит тонкостенную цилиндрическую втулку 1 с ребром 2, выполненным по всей ее высоте на внутренней поверхности; и с разрезом 3, выполненным по всей высоте втулки,
Пробу изготавливают следующим образом. С помощью металлической пресс-формы изготавливают модели пробы и литниковой системы из модельной массы и собирают их в модельный блок, На модельном блоке изготавливают четырехсложную керамическую оболочку нанесением огнеупорной суспензии на этилсиликатном связующем с обсыпкой слоев кварцевым песком и послойной сушкой. Вытопку модельного состава производят в горячей воде при температуре 95-98°С. Керамическую оболочку заформовывают в металлическую опоку с опорным наполнителем (кварцевым песком). Перед заливкой форму прокаливают при температуре 900°С в течение 10 ч и заливают исследуемым литейным сплавом или сталью.
0
5
0
5
0
5
Остывший блок отливок проб выбирают из опоки и отделяют отливки от литниковой системы на виброустановке. Очистку поверхностей отливок проводят в щелочной ванне с последующим травлением в соляной кислоте.- Отливки проб исследуют на наличие горячих трещин, которые определяют визуально, мелкие трещины выявляют с помощью лупы, Определяют количество проб в блоке с горячими трещинами и какой процент эти пробы составляют от общего количества проб блока.
Предлагаемая проба повышает точность определения горячеломкости литейных сплавов и сталей при литье в керамические формы, так как исключает влияние керамической формы на образование горячих трещин, что позволяет выбрать более оптимальные режимы выплавки и заливки литейных сплавов и сталей и снизит брак отливок.
Формула изобретения Технологическая проба для определения горячеломкости литейных сплавов и стали, содержащая тонкостенную цилиндрическую втулку с реЬром, выполненным по ее высоте на внутренней поверхности, о т - ли чающаяся тем, что, с целью повышения точности определения горячеломкости литейных сплавов и сталей путем исключения влияния прочностных характеристик керамической формы на образование горячих трещин, во втулке выполнен разрез по всей высоте..
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок для получения отливок в керамических формах | 1989 |
|
SU1696098A1 |
| Блок выплавляемых моделей для получения отливок в керамических формах | 1987 |
|
SU1563837A1 |
| Образец для определения горячеломкости литейных сплавов | 1984 |
|
SU1245405A1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| Литейная керамическая форма для литья по выплавляемым моделям | 1990 |
|
SU1787652A1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
Сущность изобретения: проба содержит тонкостенную цилиндрическую втулку t с ребром 2 по ее высоте на внутренней поверхности и разрезом 3 по высоте втулки. 3 ил.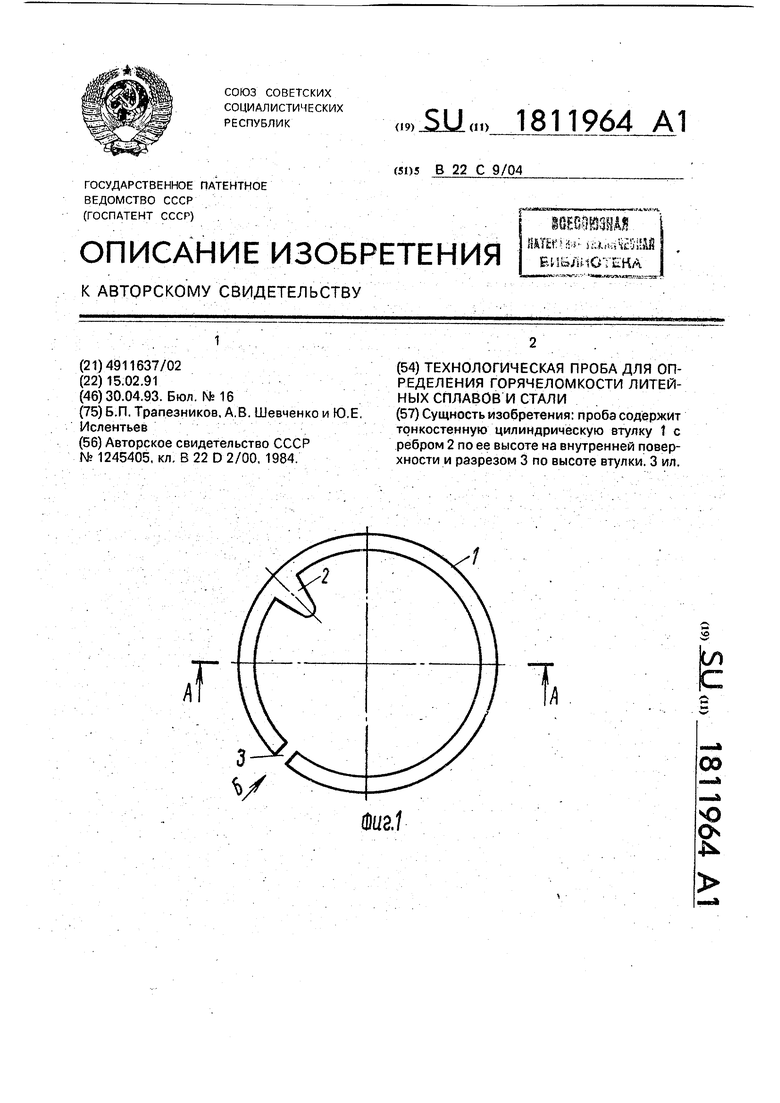
| Образец для определения горячеломкости литейных сплавов | 1984 |
|
SU1245405A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
