11
Изобретение относится к черной металлургии и касается обработки жидкого металла для его раскисления и модифии 1рования с помощью раскисли- телей в виде чушек, вводимых вглубь металла.
Целью изобретения является ускорение сборки необходимого комплекта чушек и его надежного крепления на футерованном стержне, например продувочной фурме.
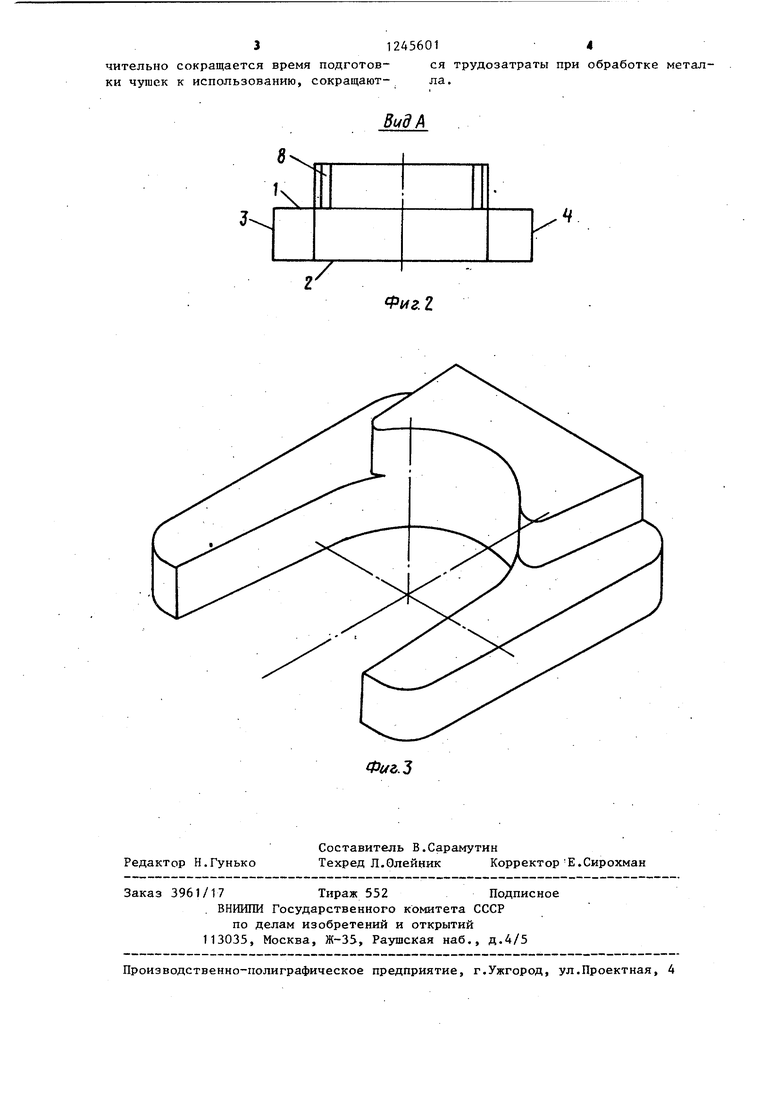
На фиг.1 и 2 представлена конст- ру.кция предлагаемой чушки; на фиг.2- вид А .на .1; на фиг.З - чушка аксонометрическая проекция.
Чушка по форме ограничена двумя параллельными гранями 1 и 2, боковыми гранями 3-6. Через параллельные грани проходит открытая сквозная полость 7 с конусной концевой частью На одной из поверхностей параллель- .ных граней 1 выполнен выступ 8, конгруэнтный в горизонтальном сечении конусной части открытой полости. Конусность выступа обратна конусности концевой части открытой полости. .
Предлагаемая чушка используется . в виде комплекта чушек. Согласно изобретению комплект чушек для обработки жидкого металла выполнен из произвольного количества чушек, причем конусные выступы одних чушек входят в конусные концевые части открытых полостей других чушек.
Предлагаемый комплект чушек для обработки ЖИДКОГО металла используют следующим образом.
На футерованную штангу диаметром, равным диаметру открытой полости, устанавливается первая чушка. Вторая чушка закрепляется на первой путем совмещения конусных поверхностей выступа и концейой части открытой полости и т.д. Комплект чушек фиксируется на штанге от перемещения, Возможна установка на футерованной штанге чушек из различных материалов для управления процессом раскисления легирования и модифицирования подбором плотности и температуры плавления материала чушки. Затем футерованная штанга с закрепленными на ней чушка ми вводится в сталеразливочный ковш с жидким металлом. Чушки растворяются в металле, производя его легирование, раскисление, модифицирование и др. После растворения чушек футеро
5
ванная штанга извлекается из ковша и может быть использована повторно. В качестве футерованной штанги возможно использование фурмы для продувки стали в ковше инертным газом. При этом растворение чушек в жидком металле,продуваемым инертным газом,, приводит к увеличению степени использования входяш 1х в состав чушки легирующих элементов и раскислителей.
Пример. Отливают алюминиевые чушки, по форме ограниченрше двумя параллельными и боковыми гранями и имеющие размеры 350x350x130 мм. На одной параллельной грани выполняют выступ размером 235x218к бО мм, масса чушки 15,5 кг. Чушки укрепляют на футерованной шамотными трубками наружным диаметром 200 м и высотой
0 200 мм металлической штанге, представляющей собой стальную трубу диаметром 50 мм и длиной 6500 мм. Затраты : времени на установку комплекта чушек (20 шт) 3,5 мин. Штангу-с
5 закрепленными на ней чушками погру- жают в металл, находящийся в стале- разливочном ковше. Одновременно через штангу продувают аргон 45 . Через 7 мин обработки штангу извле0 кают из ковша. Алюминиевые чушки растворяются в металле.Усвоение алюминия составляет 60%. Устройство ис- пользуют для ввода комплекта чушек
восемь раз. J
В известных алюминиевых чушках, по форме ограниченных двумя параллельными и четырьмя попарно-симметричными наклонными гранями, сверлят отверстия диаметром 35 мм, проходящие через параллельные грани. На металлический стержень диаметром 30 мм насаживают 20 чушек и закрепляют. Затраты времени на подготовку 30 мин. Устройство погружают в жидкий металл в ковше и через 7 мин извлекают из ковша. Большая часть стержня расплавляется в металле, повторное его использование невозможно . Усвоение
алюминия составляет 55%. 0
Таким образом, предлагаемая чушка и комплект чушек позволяют упростить процесс их использования при обработке жидкого металла благодаря тому, 5 что исключается необходимость предварительной подготовки чушки (сверление отверстий), обеспечивается многократное использование стержня, зна5
0
5
312456014
чительио сокращается время подготов- ся трудозатраты при обработке метал- ки чугаек к использованию, сокращают-. ла.
Вид А
Фиг. г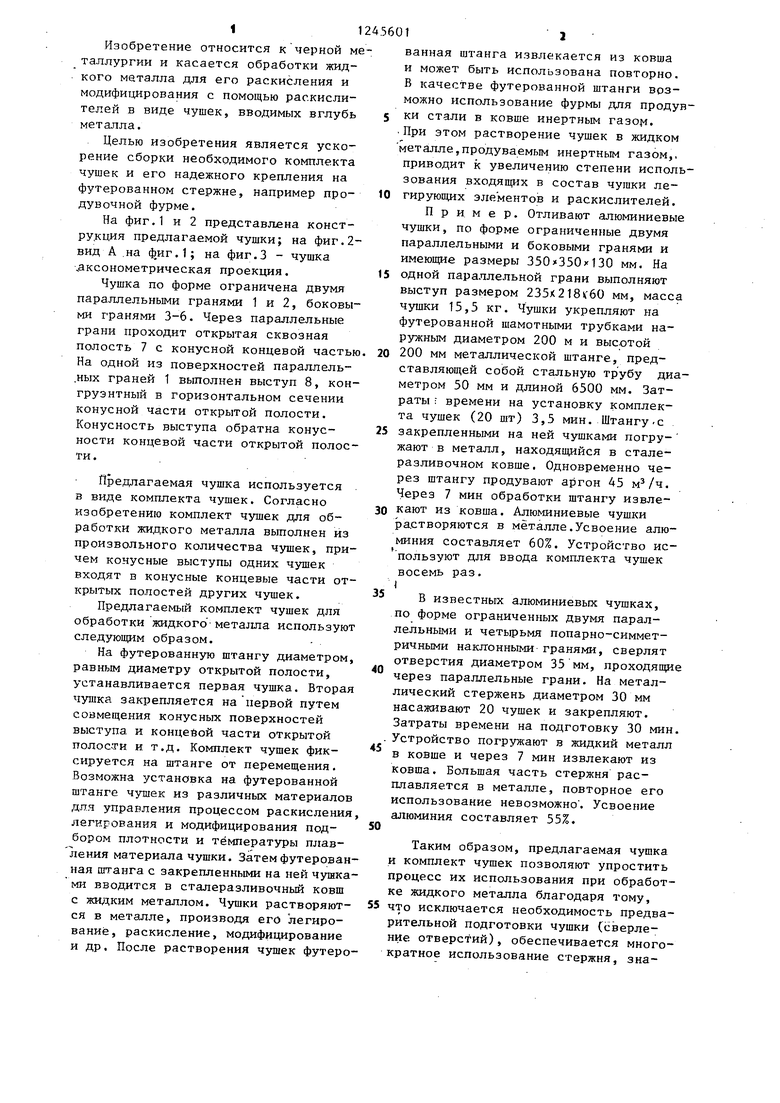
| название | год | авторы | номер документа |
|---|---|---|---|
| Чушка для обработки жидкого металла | 1988 |
|
SU1578210A1 |
| Слиток алюминиевый для раскисления стали | 1983 |
|
SU1093710A1 |
| Способ раскисления жидкой стали в ковше под слоем шлака | 1986 |
|
SU1435617A1 |
| Способ обработки низкоуглеродистой стали в ковше | 1980 |
|
SU998531A1 |
| Чушка алюминиевая для раскисления стали | 1978 |
|
SU759170A1 |
| Система подачи дисперсного материала в сталь-ковш при выпуске расплавленного металла из конвертера | 2024 |
|
RU2832806C1 |
| СПОСОБ ВВОДА РЕАГЕНТОВ В РАСПЛАВ, ПЕРЕМЕШИВАНИЯ РАСПЛАВА МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2247157C2 |
| Чушка алюминиевая для раскисления стали | 1983 |
|
SU1135770A2 |
| Устройство для ввода модифицирующих добавок в ковш | 1986 |
|
SU1507804A1 |
| ПЕРЕДВИЖНОЙ МОДУЛЬ ДЛЯ КОМПЛЕКСНОЙ ОБРАБОТКИ МЕТАЛЛА В КОВШЕ | 2003 |
|
RU2370547C2 |

Реда кт ор Н.Гун ьк о
Составитель В.Сарамутин
Техред Л.Олейник Корректор Е.Сирохман
Заказ 3961/17Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фи&.3
| Чушка алюминиевая для раскисления стали | 1978 |
|
SU759170A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Маринин А.В | |||
| и др | |||
| Сталь, 1970, № 7, с,609-610. | |||
