Изобретение относится к производству полосового проката и может найти применение в непрерывных агрегатах -электролитического цинкования, хромирования и т.д.
Целью изобретения является повышение эффективности работы.
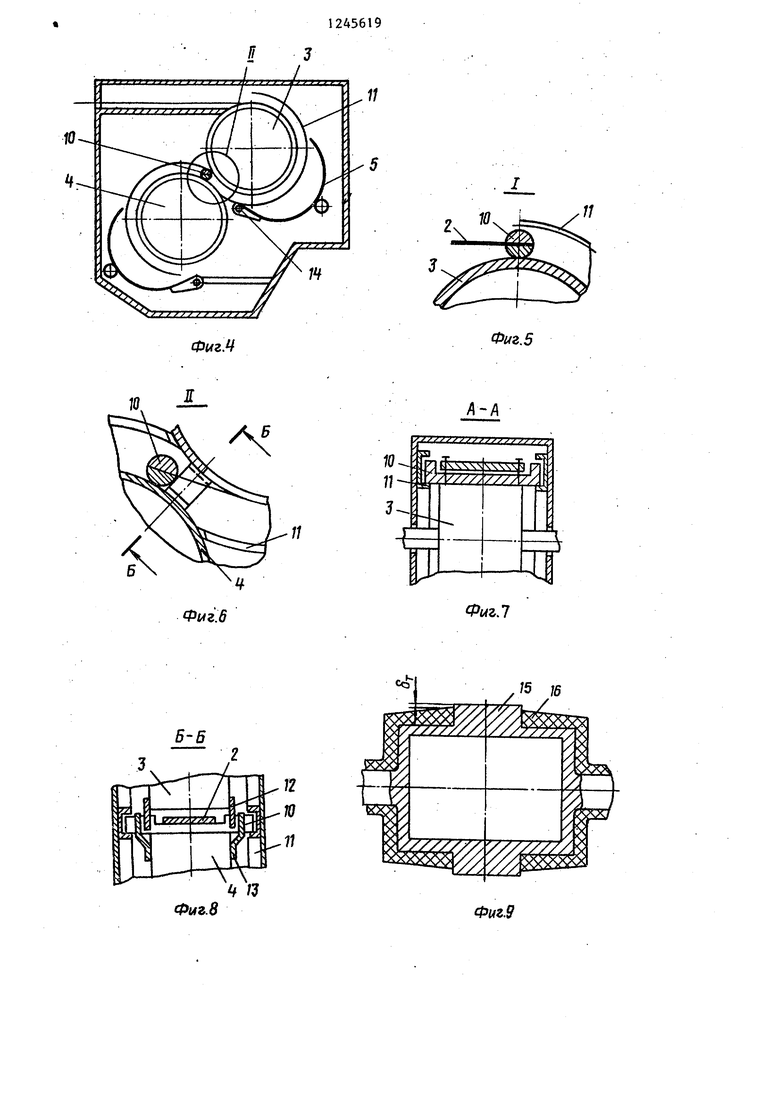
На фиг.1 приведена конструкция ванны; на фиг.2 -радиальная ванна, состоящая из съемных блоков; на фиг.З и 4 - схема заправки полосы в одном из блоков радиальной ванны с помощью устройства заправки полосы; на фиг.З - узел 1 на фиг.1 (заправочная штанга в момейт начала заправки полосы в ванну); на фиг.6- узел II на фиг.4 (при положении заправочной штанги в момент перехода ее .с одного барабана на второй); на фиг.7 - сечение А-А на фиг.3; на фиг.8 - сечение Б-Б на фиг.6; на фиг. 9 - профиль токоведущего барабана предлагаемой конструкции; на фиг.10 - съемный блок ванны с устройством для контроля контакта токоведущего участка барабана с полосой.
Ванна радиального типа (фиг.О состоит из корпуса 1, в котором расположены последовательно по ходу полосы 2 токоведущие барабаны 3 и 4, установленные попарно со смещением друг относительно друга. В каждой из этих пар барабанов, со стороны j огибания полосой, расположены аноды 5, закрепленные на корпусе 1 ванны. К анодам 5 подведены трубопроводы 6 системы подачи электролита в межэлектродный зазор, образованный анодами 5 и поверхностью токоведущих барабанов 3 и 4. Нижняя часть ванны является резервуаром 7 для сбора электролита и подачи его на регенерацию.
10
15
20
Каждая пара токоведущих барабанов 3 и 4 и аноды 5 выполнены в виде съемных блоков 8, совокупность крто- рык 8 образует радиальную ванну.
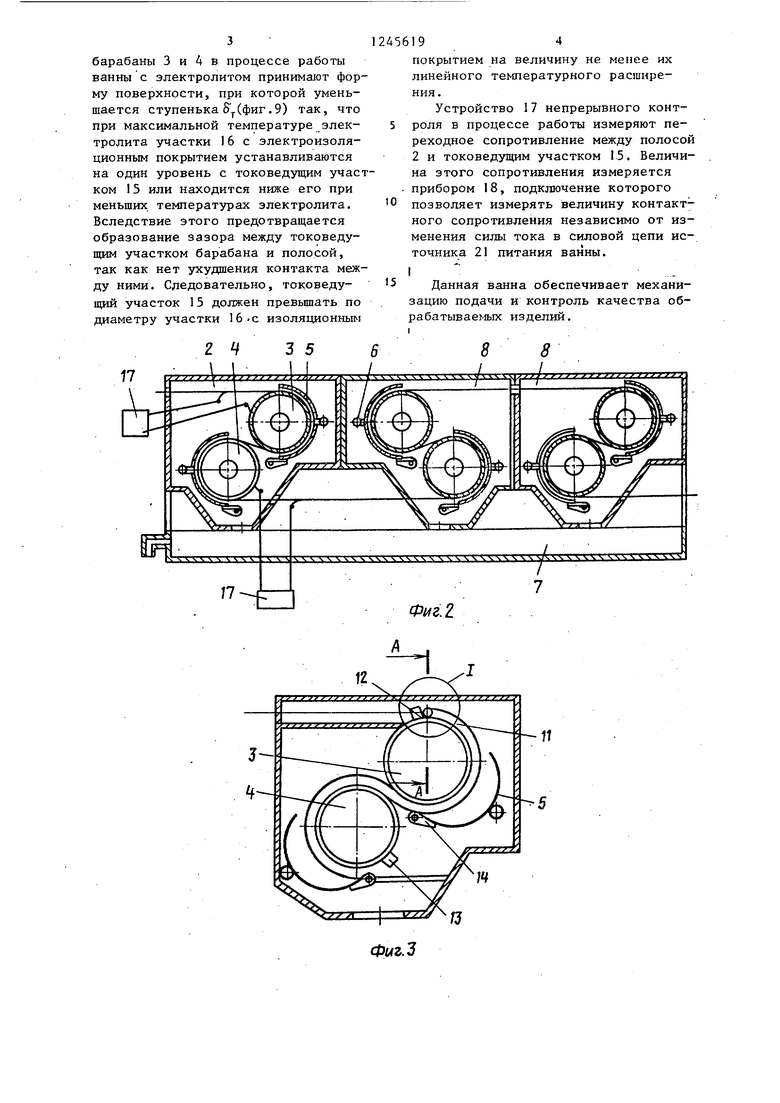
В каждом съемном блоке 8 ванны установлено устройство 9 заправки полосы в ванну, выполненное в виде штанги 10, установленной в направляющих 11. Штанга 10 имеет вбзможность перемещаться в направляющих 11 посредством толкателей 12 и 13, закрепленных по краям токоведущих бараба- ноб 3 и 4. Аноды установлены на шарнирах 14, закрепленных на корпусе съемного блока 8.
12456192
Токоведущ Ш участок 15 барабана превьш1ает участки 16 с изоляционным покрытием на величину S , равную их расширению при работе в электролите.
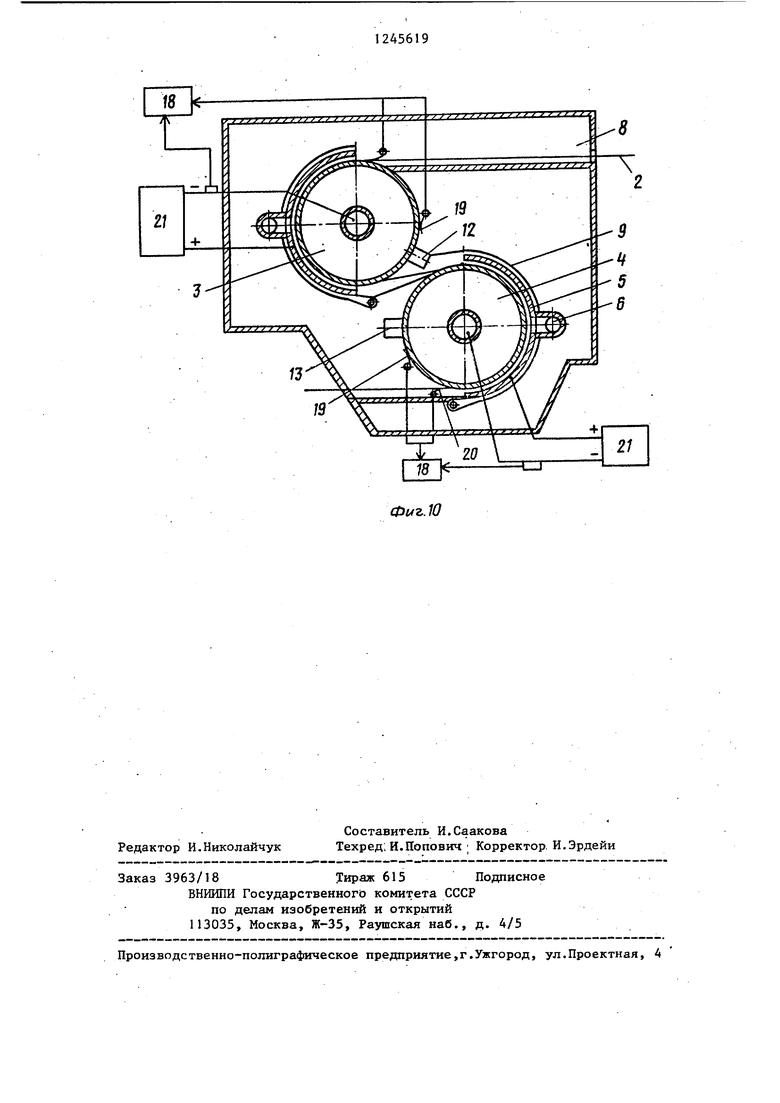
Каждая пара токоведущих барабанов 3 и 4 снабжена устройством 17 непрерывного контроля переходного контактного сопротивления между полосой 2 и токоведущим участком 15 барабана,, которое вьшолнено в виде прибора 18
измерения сопротивления в конта кте полоса 2 - токоведущий участок 15 барабана. Высокоомный вход прибора 18 соединен с контактами 19 и 20, установленными в ванне и имеющими возможность взаимодействовать с полосой 2 и токоведущим участком барабанов 3 и 4. Второй вход прибора 18 соединен с измерителем тока в силовой цепи источника 21 питания ванны.
Ванна работает следующим образом.
Непрерывно движущаяся полоса 2 последовательно огибает барабаны 3 и 4 по S-образной траектории, при этом на барабанах 3 производится нанесение покрытия на верхнюю поверхность полосы, а на барабанах 4 - на ее нижнюю поверхность.
При необходимости нанесения покрытия на одну сторону полосы -прекращается подача электролита к соответствующим барабанам 3 или 4 и тока к их анодам.
При необходимости замены анодов или барабанов производится съем соответствующего блока 8 и замена его запасным.
После замены блока или после разрыва полосы производится механизированная заправка полосы в ванне в последовательности, показанной на фиг.З и 4, посредством устройства 9 заправки. Аноды 5 отводятся от ба- рабанов в.исходное положение (фиг.З) Затем конец полосы 2 закрепляется/ на заправочной штанге 10. После этого при вращении барабана 3 штанга с помощью толкателей 12 по направляющим 11 огибает барабан 3 до поло25
30
35
40
50
жения, показанного на фиг.4. При вращении 6apa6aiia 4 штанга с помощью толкателей 13 перемещается на выход из барабана 4 и полоса протя- 55 гивается по барабанам 3 и 4.
Затем штанга подается к барабану следующего блока для дальнейшей заправки полосы в ванну. Токоведущие
жения, показанного на фиг.4. При вращении 6apa6aiia 4 штанга с помощью толкателей 13 перемещается на выход из барабана 4 и полоса протя- 55 гивается по барабанам 3 и 4.
Затем штанга подается к барабану следующего блока для дальнейшей заправки полосы в ванну. Токоведущие
3
барабаны 3 и 4 в процессе работы ванны с электролитом принимают форму поверхности, при которой уменьшается ступенька 5(фиг.9) так, что при максимальной температуре электролита участки 16 с электроизоляционным покрытием устанавливаются на один уровень с токоведущим участком 15 или находится ниже его при меньших температурах электролита. Вследствие этого предотвращается образование зазора между токоведущим участком барабана и полосой, так как нет ухудшения контакта между ними. Следовательно, токоведу- щий участок 15 должен превьш1ать по диаметру участки изоляционным
2 Ц
3 5
456194
покрытием на величину не менее их линейного температурного расширения.
Устройство 17 непрерывного конт- 5 роля в процессе работы измеряют переходное сопротивление между полосой 2 и токоведущим участком 15. Величина этого сопротивления измеряется - прибором 18, подключение которого позволяет измерять величину контактного сопротивления независимо от изменения силы тока в силовой цепи ис точника 21 питания ванны.
I
Данная ванна обеспечивает механизацию подачи и контроль качества обрабатываемых изделий.
0
5
8
8
11
3 f f пУ
/J
Фмг.З
. I
ФигМ
Фиг. 5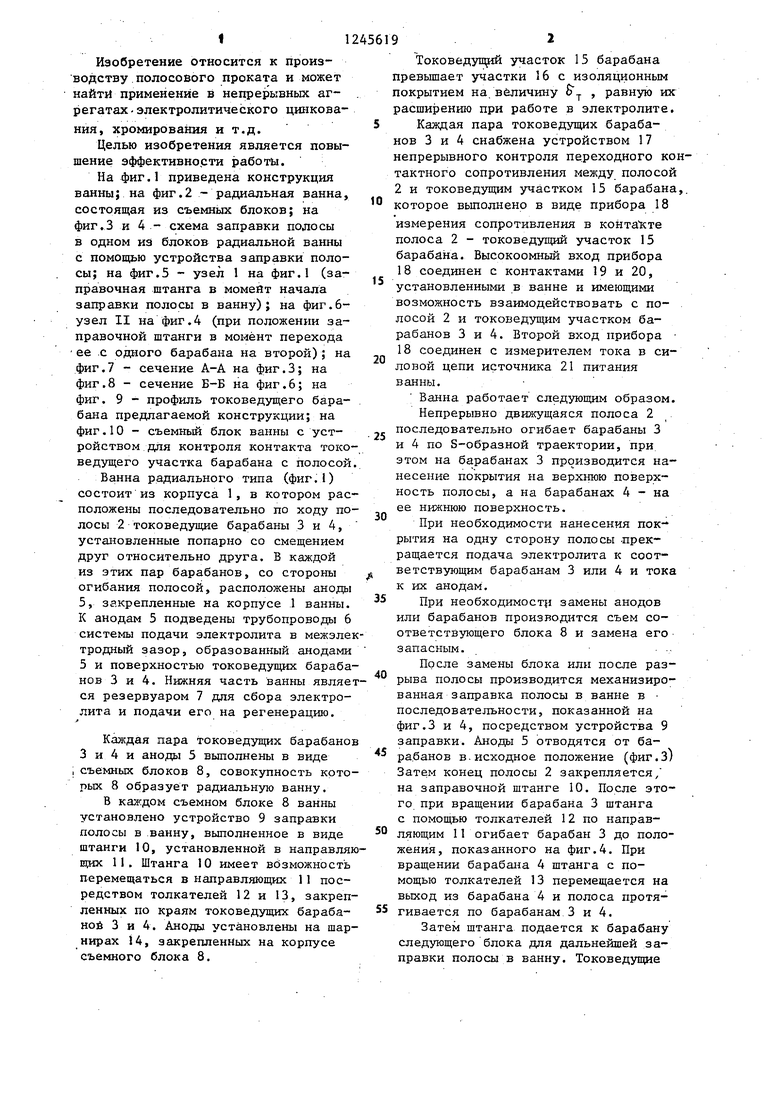
| название | год | авторы | номер документа |
|---|---|---|---|
| АНОД ДЛЯ УСТАНОВОК ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА НЕПРЕРЫВНО ДВИЖУЩУЮСЯ СТАЛЬНУЮ ПОЛОСУ | 2013 |
|
RU2523655C1 |
| Способ электролитического нанесенияпОКРыТия HA пОлОСу и уСТРОйСТВОдля ОСущЕСТВлЕНия СпОСОбА | 1978 |
|
SU802408A1 |
| Барабан моталки | 1981 |
|
SU969360A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1691430A1 |
| Устройство для проведения гальванических процессов | 1988 |
|
SU1534102A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ПОЛОСОВОЙ МАТЕРИАЛ | 1996 |
|
RU2100490C1 |
| Система автоматического контроля средней толщины гальванического покрытия в процессе его нанесения | 1987 |
|
SU1435670A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ ИЗ ВОДНЫХ РАСТВОРОВ | 1993 |
|
RU2088698C1 |
| Устройство для изготовления многослойных изделий | 1986 |
|
SU1438636A3 |

А-А
10 1Г
JФиг.6
Фиг. 7
5-5
Фиг.8
Фиг.9
Редактор И.Николайчук
Составитель И.Саакова Техред; И.Попович Корректор. И.Эрдейи
Заказ 3963/18Тираж 615 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород, ул.Проектная, 4
.Ю
| Ванна для жидкостной обработки | 1978 |
|
SU825673A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прокатное производство | |||
| Экспресс- информация | |||
| вып | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
