11247139
Изобретение относится к производству и обработке проволоки и может быть использовано для ее правки.
20 п
Цель изобретения - повьшение качества правки.
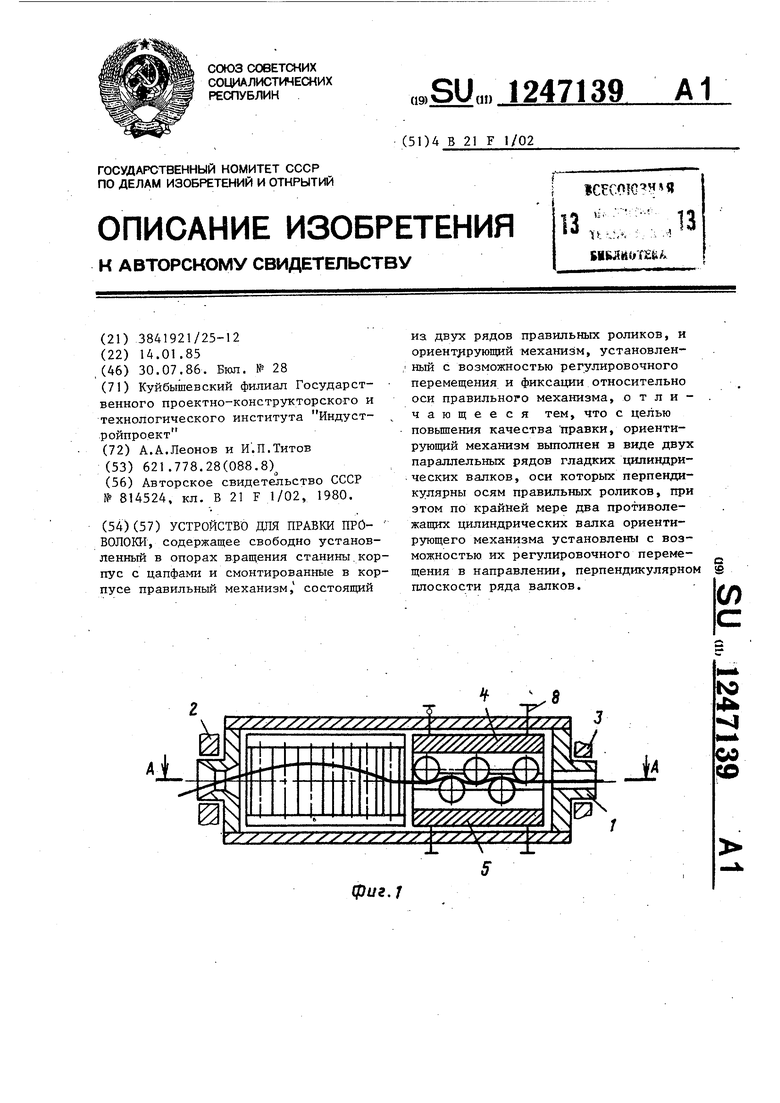
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1.
Устройство для правки проволоки содержит станину, корпус с цапфами 1 свободно установленный в опорах 2 и 3 вращения станины с возможностью поворота вокруг своей оси. Вдоль оси корпуса с цапфами 1 выполнено отверстие для пропуска выправляемой проволоки, а в радиальных пазах корпуса установлены правильные ролики 4 и 5. Перед правильными роликами 4 и 5 смонтирован ориетирующий механизм, содержащий два ряда свободно вращаю- щихся цилиндрических валков 6, установленных на направляющих 7. Ряда валков 6 образуют две параллельные плоскости для пропуска проволоки. Расстояние между рядами валков регулируется механизмами 8 смещения и фиксации. По крайней мере два противоположных цилиндрических валка, например 9, установлены с возможностью регулировочных перемещений механизмами 10 в направлении, перпендикулярном плоскости ряда валков.
Устройство работает следующим образом.
0
15
Пропускают выправляемую проволоку через осевое отверстие в корпусе с цапфами 1. Механизмами 8 смещения и фиксации устанавливают ряды цилиндров 6 на расстоянии, необходимом для прохождения проволоки заданного диаметра, а валки 9 и правильные ролики 4 и 5 - в необходимое положение для правки. После этого начинают правку проволоки, протягивая ее через корпус с цапфами 1. При этом за счет упругих свойств выправляемой проволоки корпус с цапфами 1 занимает положение, при котором плоскость основной кривизны вьтравляемой проволоки, плоскость установки правильных роликов 4 и 5 и плоскости рядов цилиндрических валков 6 ориентирующего механизма совпадают, а перегиб 20 проволоки, создаваемый валками 9 за счет их смещения относительно валков 6, строго перпендикулярен и совпадает с дополнительной кривизной.
Таким образом, правка проволоки в плоскости основной кривизны производится правильными элементами 4 и 5, а в направлении дополнительной кривизны - цилиндрами 9 при одновременном ориентировании всего устрой- , ства в плоскости основной кривизны, что обеспечивает повьшение качества правки. При этом требуемая интенсивность воздействия правильных роликов 4 и 5 на проволоку значительно превосходит интенсивность воздействия цилиндрических валков 9.
25
30
35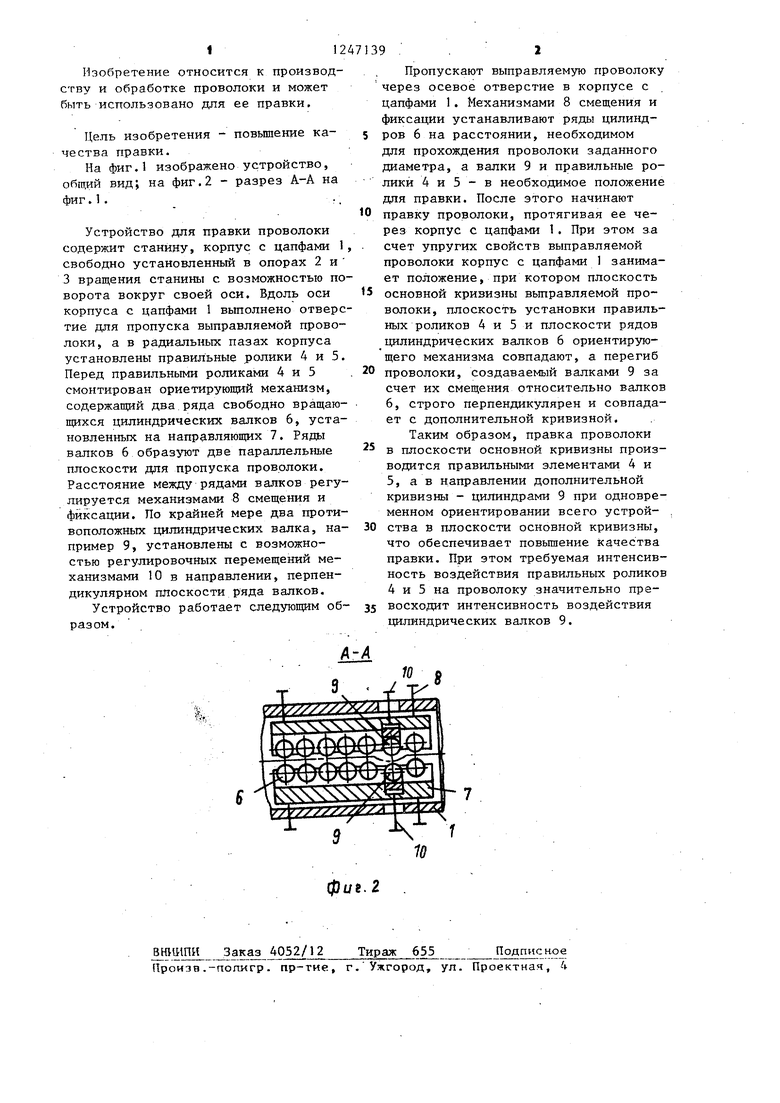
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки проволоки | 1979 |
|
SU814524A1 |
| Устройство для правки проволоки | 1976 |
|
SU592493A1 |
| СПОСОБ ПРАВКИ ДИСКОВЫХ ПИЛ | 2002 |
|
RU2227763C2 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОВОЛОКИ | 2001 |
|
RU2202432C1 |
| Устройство для правки листов | 1979 |
|
SU940904A1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| РОЛИК ПРАВИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2189290C1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Правильно-разматывающее устройство | 1973 |
|
SU476913A1 |
| СПОСОБ ВАЛКОВОЙ ПРАВКИ ИЗДЕЛИЙ | 1997 |
|
RU2113305C1 |
втиШИЗака.3 4052j/12 Тираж 655 Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
| Устройство для правки проволоки | 1979 |
|
SU814524A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
