I
Изобретение относится к стыковой контактной сварке труб и может быть использовано в машиностроении, например в кот- лостроении, при изготовлении поверхностей нагрева котлоагрегатов.
Цель изобретения - повышение качества и производительности стыковой контактной сварки сопротивлением труб путем уплотнения стыка перед вакуумированием в холодном состоянии (без предварительного нагрева) и создания вакуума в ограниченном объеме снаружи свариваемого стыка.
На фиг. 1 показаны свариваемые трубы в зажимах сварочной машины, исходное положение перед сваркой; на фиг. 2 - сечение А-А на фиг. 1.
Способ стыковой сварки сопротивлением труб осуш.ествляют следуюш,им образом.
Свариваемые трубы 1 и 2, имеюш,ие разделку торцов в виде наружного конуса 3, устанавливают в зажимы сварочной машины с герметизированными зажимными губками 4 и 5 и разъемной вакуумной камерой 6 таким образом, чтобы между их торцами был выдержан установочный зазор «а, который больше суммы двух зазоров «в между торцами зажимов сварочной машины и торцовыми уплотнительными элементами разъемной вакуумной камеры на 3 мм. Камера 6 связана с вакуумной системой вакууМопроводами 7.
Зажимные губки имеют уплотнительные элементы в местах их разъемов, по торцам со стороны разъемной камеры бив месте выхода из зажимных губок труб 1 и 2 со стороны, противоположной зоне сварки.
Уплотнительный элемент 8, размещенный со стороны камеры 6, выполнен выступающим в зазор между зажимами и камерой на величину
,, а -2b + Aot npeдt Аос.окояч- З
п2,--,
гдеЛос.пред-величина предварительной осадки, мм. Дос.СКОН4-величина окончательной осадки,
мм.
Величина 6 выбрана из условия обеспечения перемещения подвижной части машины на величину предварительной ( Дос.пред.) и окончательной (АОС.ОКОНЧ.) осадки.
Подвижным зажимом сварочной машины торцы свариваемых труб приводят в
соприкосновение и предварительно осаждают осевым усилием на величину Дос.лред При этом происходит сжатие каждого торцевого уплотнительного элемента разъемной вакуумной полукамеры на величину . Затем выполняют кратковременное дополнительное уплотнение стыка, в результате чего образуют с наружной стороны стыка герметичную полость, которую вакуумируют с помощью вакуумного агрегата до необходимого разрежения. После создания требуемого разрежения включают сварочный трансформатор и под усилием предварительной осадки нагревают стык до необходимой температуры, после чего усилием осадки выполняют окончательную осадку Дос.ояонч. После этого сваренную трубу извлекают из зажимов сварочной машины. Цикл сварки окончен.
Вакуумирование образуемой герметичной полости ограниченного объема снаружи
свариваемых труб обеспечивает надежную защиту стыка от образования окислов и повышает производительность процесса, так как время откачки не зависит от длины свариваемых труб и чистоты их внутренней поверхности.
Применение кратковременной осадки для уплотнения стыка перед откачкой воздуха повышает надежность защиты его от окисления и равномерность нагрева стыка по периметру.
Сваривали трубы i 32 мм с толщиной стенки 4-5 мм из стали 20 и 12Х1МФ. При сварке труб из стали 20 остаточное давление в зоне сварки составляло не более 13,3 Па, при сварке из стали 12Х1МФ 6,65 Па. Температура сварки труб из стали 20 составляла 1200-1250°С, а труб из стали 12Х1МФ 1300-1350°С. При этом в зоне стыка обеспечивалась максимальная относительная деформация, равная 0,5-0,6. Опрессовка стыка перед откачкой воздуха
производилась усилием осадки не .менее 60,0 кН в течение I-2 с.
Предлагаемый способ стыковой сварки труб сопротивлением обеспечивает качественные сварные соединения труб без внутреннего и наружного грата при высокой
производительности труда, что повышает эксплуатационную надежность сварных соединений.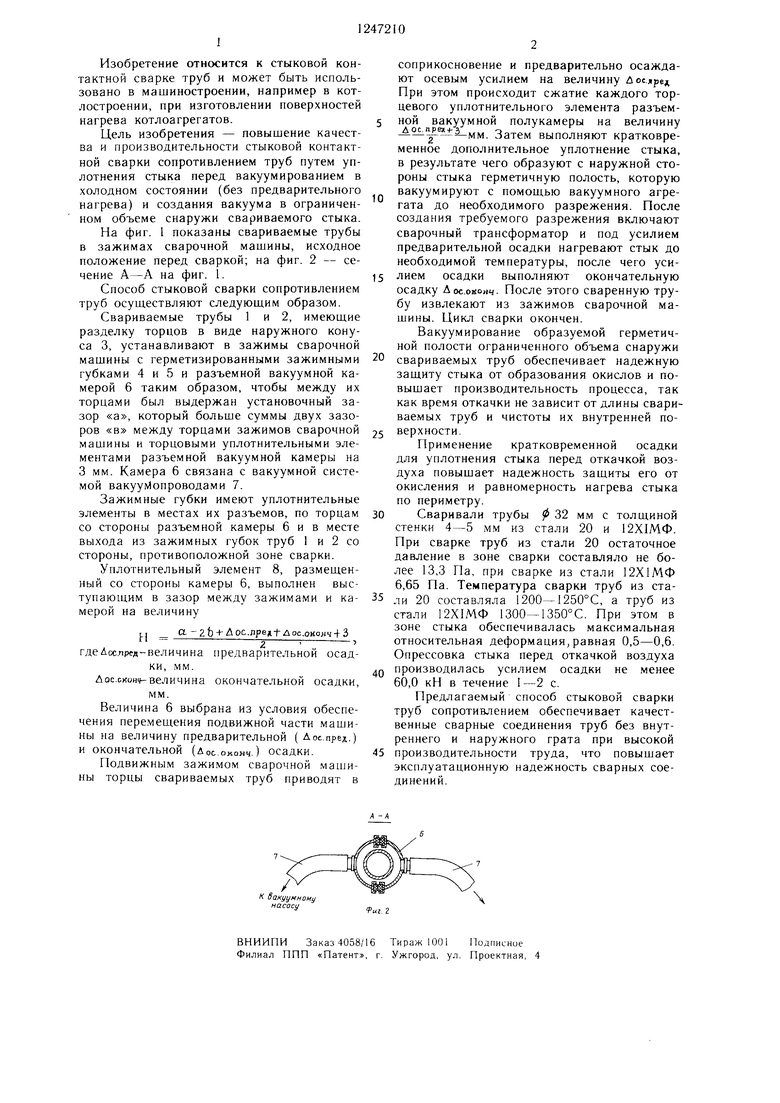
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| Способ стыковой контактной сварки сопротивлением | 1981 |
|
SU1009672A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2424093C1 |
| Установка для высокочастотной стыковой сварки труб | 1961 |
|
SU143941A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1991 |
|
RU2016723C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| Способ стыковой сварки давлением | 1967 |
|
SU245223A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434723C1 |
| Устройство для снятия грата при контактной стыковой сварке деталей | 1980 |
|
SU1049215A1 |
I. Способ стыковой сварки труб сопротивлением, при котором устанавливают трубы в разъемных зажимных губках сты- косварочной машины, осуществляют сдавливание кромок до образования вакуумно- плотного контакта торцов, имеющих конусную разделку, а затем выполняют вакуумирование, нагрев и осадку, отличающийся тем, что, с целью повышения производительности и качества сварки, разделку торцов выполняют с наружным конусом, вакуум- но-плотный контакт торцов осуществляют путем опрессовки холодного стыка осевым усилием, а затем создают ограниченный вакуумный объем снаружи свариваемого стыка. 2. Устройство для стыковой сварки труб сопротивлением, содержащее станину с подвижными и неподвижными разъемными зажимными губками, механизм осадки, устройство, защиты стыка в виде разъемной камеры, связанной с вакуумной системой, отличающееся тем, что камера выполнена герметичной, а зажимные губки снабжены уплотнительными элементами, размещенными в местах их разъемов между камерой и торцами губок и со стороны, противоположной камере. о $ (Л to ij: to Фаг.7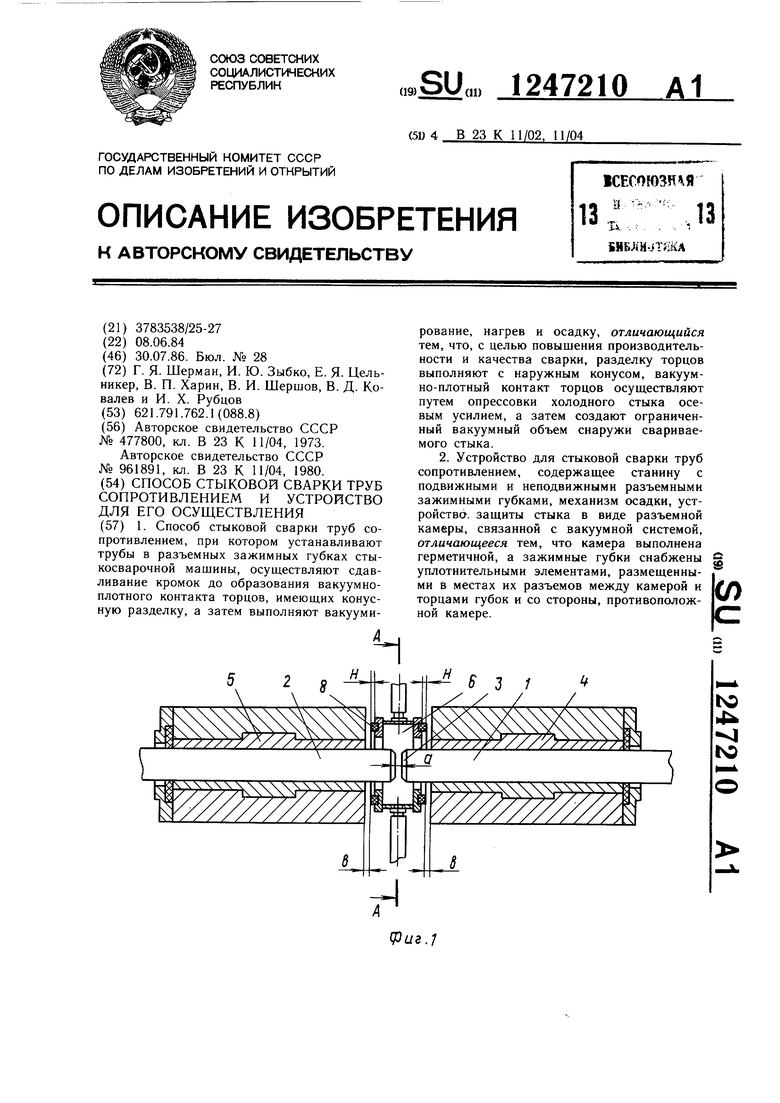
насосу
fu:.2
ВНИИПИ Заказ4058/16 Тираж 1001 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Способ контактной стыковой сварки труб | 1973 |
|
SU477800A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
